1.本发明涉及纸盒生产加工技术领域,具体为一种用于抽屉纸盒生产的涂胶方法。
背景技术:
2.抽屉式纸盒定义是由内盒和外面围合内盒的外盒这两大部分构成,通过二者推(抽)拉来开启封合纸盒,抽屉纸盒的盒体多为扁方形,可以根据客户的喜爱,可以区分为单边开启的抽屉纸盒或抽屉盒的两端都能开启,多用于一些创意的礼品包装盒,因为抽屉纸盒相较于普通的天地盖盒而言,更具有联想性,不像天地盖盒给人直观感。
3.纸盒的生产通常用到涂胶机,涂胶机又称为涂覆机,刮胶机、自动喷胶机等,涂覆机是通过气压将胶水或者油漆之类的液体喷涂到所需要的产品上,设备采用了三轴联动,自动化操作,同时配有电脑编程控制路径喷涂,喷涂厚度和时间均可设定。
4.然而目前所有涂胶机在对纸盒涂胶时都是单纯涂胶,并没有检测涂胶达标率环节,导致后续纸盒组装时没有胶水覆盖不达标的纸盒不能被组装,浪费生产原料,同时也浪费生产时间,同时目前胶水大多为速干胶,在纸盒板刷胶后,操作人员不小心触碰很容易被黏住,不仅浪费生产原料,同时也对操作人员有影响。
技术实现要素:
5.(一)解决的技术问题针对现有技术的不足,本发明提供了一种用于抽屉纸盒生产的涂胶方法,具备检测胶水喷涂覆盖达标率,去除在生产环节中胶水覆盖不达标的纸盒板,减缓胶水干燥时间等优点,解决了上述技术问题。
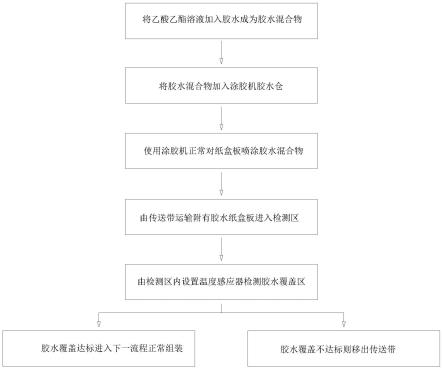
6.(二)技术方案为实现上述目的,本发明提供如下技术方案:一种用于抽屉纸盒生产的涂胶方法,包括以下步骤:步骤一、将乙酸乙酯溶液加入胶水成为胶水混合物;步骤二、将胶水混合物加入涂胶机胶水仓;步骤三、使用涂胶机正常对纸盒板喷涂胶水混合物;步骤四、由传送带运输附有胶水纸盒板进入检测区;步骤五、由检测区内设置温度感应器检测胶水覆盖区。
7.优选的,所述乙酸乙酯溶液与胶水占比为5%-15%,所述乙酸乙酯溶液可以使用酒精、汽油、或其他易挥发性溶液代替。
8.通过上述技术方案,通过乙酸乙酯溶液易挥发的特性,将其加入胶水后,使得胶水在裸露空气情况下,其中乙酸乙酯成分快速挥发,由于液体挥发需要吸收热量,从而使得胶水温度快速下降,此时胶水由于低温活性进一步降低,延长了其干燥时间,进一步的酒精、汽油、或其他易挥发性溶液同样具备改效果,可以使用上述材料进行替换操作。
9.优选的,所述胶水在加入乙酸乙酯溶液后使用搅拌棍持续搅拌混合液,所述胶水
混合物倒入胶水仓内密封存储。
10.通过上述技术方案,通过将胶水与乙酸乙酯进行混合,避免胶水由于粘稠导致的部分胶水没有混合乙酸乙酯,进一步的将胶水混合液放入密封的胶水仓内,避免接触空气造成乙酸乙酯的快速汽化。
11.优选的,所述涂胶机为三轴联动,自动化操作,同时配有电脑编程控制路径喷涂,喷涂厚度和时间均可设定。
12.通过上述技术方案,通过现有的涂胶机直接装载胶水混合物,将胶水混合液喷涂在纸盒板,此时由于纸盒板涂胶区固定,当胶水覆盖涂胶区,则涂胶区内的胶水开始接触空气,进行汽化吸收热量。
13.优选的,所述纸盒板单面接触传送带并涂胶面对位于涂胶机正下方。
14.通过上述技术方案,通过传送带将纸盒板从涂胶机带走,并输送向喷涂机后方的检测区。
15.优选的,所述胶水混合物由涂胶机喷涂至纸盒板顶面,所述附带胶水混合液的纸盒板在传送带进行裸露传送并接触空气。
16.通过上述技术方案,通过纸盒板在输送带到达检测区之间,开始接触空气进行升华,同时开始吸收纸盒板喷涂区内胶水的温度,从而达到了将喷涂区温度快速下降的目的。
17.优选的,所述检测区设置在涂胶机后方一段距离,所述检测区由plc控制器、温度感应器,以及机械吸盘组成。
18.通过上述技术方案,通过plc控制器读取温度感应器感应数据,同时通过机械吸盘将胶水覆盖不达标纸盒板吸出传送带,进行报废回收处理,其中检测区由plc控制器、温度感应器,以及机械吸盘均为现有设备,属于公开技术,不多做介绍。
19.优选的,所述温度感应器位于检测区输入端顶面并对位下方传送带,相对位于纸盒板正上方,所述温度感应器后方设置机械吸盘,所述温度感应器、机械吸盘均电路连接plc控制器。
20.通过上述技术方案,通过温度感应器感应胶水覆盖区内低温覆盖度,并将数据结果输送至plc控制器,进一步的plc控制器判定时,当胶水覆盖区内90%区域温度低于常温,则属于胶水覆盖全面,小于90%则属于未覆盖全面,当未覆盖全面纸盒板出现,则由机械吸盘吸取纸盒板。
21.与现有技术相比,本发明提供了一种用于抽屉纸盒生产的涂胶方法,具备以下有益效果:1、该用于抽屉纸盒生产的涂胶方法,通过温度感应器感应胶水覆盖区内低温覆盖度,并将数据结果输送至plc控制器,进一步的plc控制器判定时,当胶水覆盖区内90%区域温度低于常温,则属于胶水覆盖全面,小于90%则属于未覆盖全面,达到了检测胶水喷涂覆盖达标率的有益效果。
22.2、该用于抽屉纸盒生产的涂胶方法,通过plc控制器判定时,当胶水覆盖区内90%区域温度低于常温,则属于胶水覆盖全面,小于90%则属于未覆盖全面,当未覆盖全面纸盒板出现,则由机械吸盘吸取纸盒板,达到了去除在生产环节中胶水覆盖不达标的纸盒板的有益效果。
23.3、该用于抽屉纸盒生产的涂胶方法,通过将胶水混合液喷涂在纸盒板,此时由于
纸盒板涂胶区固定,当胶水覆盖涂胶区,纸盒板在输送带到达检测区之间,开始接触空气进行升华,同时开始吸收纸盒板喷涂区内胶水的温度,达到了减缓胶水干燥时间的有益效果。
附图说明
24.图1为本发明结构示意图。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.请参阅图1,一种用于抽屉纸盒生产的涂胶方法,包括以下步骤:步骤一、将乙酸乙酯溶液加入胶水成为胶水混合物;步骤二、将胶水混合物加入涂胶机胶水仓;步骤三、使用涂胶机正常对纸盒板喷涂胶水混合物;步骤四、由传送带运输附有胶水纸盒板进入检测区;步骤五、由检测区内设置温度感应器检测胶水覆盖区。
27.具体的,乙酸乙酯溶液与胶水占比为5%-15%,乙酸乙酯溶液可以使用酒精、汽油、或其他易挥发性溶液代替,优点是通过乙酸乙酯溶液易挥发的特性,将其加入胶水后,使得胶水在裸露空气情况下,其中乙酸乙酯成分快速挥发,由于液体挥发需要吸收热量,从而使得胶水温度快速下降,此时胶水由于低温活性进一步降低,延长了其干燥时间,进一步的酒精、汽油、或其他易挥发性溶液同样具备改效果,可以使用上述材料进行替换操作。
28.具体的,胶水在加入乙酸乙酯溶液后使用搅拌棍持续搅拌混合液,胶水混合物倒入胶水仓内密封存储,优点是通过将胶水与乙酸乙酯进行混合,避免胶水由于粘稠导致的部分胶水没有混合乙酸乙酯,进一步的将胶水混合液放入密封的胶水仓内,避免接触空气造成乙酸乙酯的快速汽化。
29.具体的,涂胶机为三轴联动,自动化操作,同时配有电脑编程控制路径喷涂,喷涂厚度和时间均可设定,优点是通过现有的涂胶机直接装载胶水混合物,将胶水混合液喷涂在纸盒板,此时由于纸盒板涂胶区固定,当胶水覆盖涂胶区,则涂胶区内的胶水开始接触空气,进行汽化吸收热量。
30.具体的,纸盒板单面接触传送带并涂胶面对位于涂胶机正下方,优点是通过传送带将纸盒板从涂胶机带走,并输送向喷涂机后方的检测区。
31.具体的,胶水混合物由涂胶机喷涂至纸盒板顶面,附带胶水混合液的纸盒板在传送带进行裸露传送并接触空气,优点是通过纸盒板在输送带到达检测区之间,开始接触空气进行升华,同时开始吸收纸盒板喷涂区内胶水的温度,从而达到了将喷涂区温度快速下降的目的。
32.具体的,检测区设置在涂胶机后方一段距离,检测区由plc控制器、温度感应器,以及机械吸盘组成,优点是通过plc控制器读取温度感应器感应数据,同时通过机械吸盘将胶水覆盖不达标纸盒板吸出传送带,进行报废回收处理,其中检测区由plc控制器、温度感应
器,以及机械吸盘均为现有设备,属于公开技术,不多做介绍。
33.具体的,温度感应器位于检测区输入端顶面并对位下方传送带,相对位于纸盒板正上方,温度感应器后方设置机械吸盘,温度感应器、机械吸盘均电路连接plc控制器,优点是通过温度感应器感应胶水覆盖区内低温覆盖度,并将数据结果输送至plc控制器,进一步的plc控制器判定时,当胶水覆盖区内90%区域温度低于常温,则属于胶水覆盖全面,小于90%则属于未覆盖全面,当未覆盖全面纸盒板出现,则由机械吸盘吸取纸盒板。
34.在使用时:将胶水与乙酸乙酯进行混合,涂胶机直接装载胶水混合物,将胶水混合液喷涂在纸盒板,此时由于纸盒板涂胶区固定,当胶水覆盖涂胶区,纸盒板在输送带到达检测区之间,开始接触空气进行升华,同时开始吸收纸盒板喷涂区内胶水的温度,温度感应器感应胶水覆盖区内低温覆盖度,并将数据结果输送至plc控制器,进一步的plc控制器判定时,当胶水覆盖区内90%区域温度低于常温,则属于胶水覆盖全面,小于90%则属于未覆盖全面,当未覆盖全面纸盒板出现,则由机械吸盘吸取纸盒板。
35.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。