一种9ni用钢及其生产方法
技术领域
1.本发明涉及钢铁生产技术领域,特别是涉及一种9ni用钢及其生产方法。
背景技术:
2.随着我国钢铁冶金技术的不断发展,钢铁企业品牌竞争优势越来越明显。为了提高竞争力,企业不断开发品种用钢,镍系钢合金含量高,产品质量优异,但目前存在成本高,低端市场应用浪费的情况,其中9ni用钢是镍含量9%的容器用钢,如何降低9ni用钢制造成本,是企业取得良好的市场竞争优势的关键一步。
技术实现要素:
3.本发明针对上述技术问题,克服现有技术的缺点,提供一种9ni用钢,其化学成分及质量百分比如下:c:0.030%~0.060%,si:0.10%~0.30%,mn:0.50%~0.80%,p≤0.005%,s≤0.002%,残余nb≤0.0050%,残余v≤0.003%,残余ti≤0.005%,ni:8.50%~9.50%,cr≤0.05%,mo≤0.05%,cu≤0.050%,al:0.020%~0.050%,b≤0.0005%,mg:0.0008%~0.0020%,n≤0.0060%,h≤0.0002%,余量为fe和不可避免的杂质。
4.本发明进一步限定的技术方案是:前所述的一种9ni用钢,其化学成分及质量百分比如下:c:0.030%~0.050%,si:0.10%~0.20%,mn:0.50%~0.70%,p≤0.005%,s≤0.002%,残余nb≤0.0050%,残余v≤0.003%,残余ti≤0.005%,ni:8.50%~9.30%,cr≤0.05%,mo≤0.05%,cu≤0.050%,al:0.020%~0.040%,b≤0.0005%,mg:0.0008%~0.0018%,n≤0.0060%,h≤0.0002%,余量为fe和不可避免的杂质。
5.前所述的一种9ni用钢,其化学成分及质量百分比如下:c:0.035%~0.055%,si:0.15%~0.25%,mn:0.55%~0.75%,p≤0.005%,s≤0.002%,残余nb≤0.0050%,残余v≤0.003%,残余ti≤0.005%,ni:8.80%~9.30%,cr≤0.05%,mo≤0.05%,cu≤0.050%,al:0.025%~0.045%,b≤0.0005%,mg:0.0010%~0.0018%,n≤0.0060%,h≤0.0002%,余量为fe和不可避免的杂质。
6.前所述的一种9ni用钢,其化学成分及质量百分比如下:c:0.040%~0.060%,si:0.20%~0.30%,mn:0.60%~0.80%,p≤0.005%,s≤0.002%,残余nb≤0.0050%,残余v≤0.003%,残余ti≤0.005%,ni:8.80%~9.50%,cr≤0.05%,mo≤0.05%,cu≤0.050%,al:0.025%~0.050%,b≤0.0005%,mg:0.0010%~0.0020%,n≤0.0060%,h≤0.0002%,余量为fe和不可避免的杂质。
7.本发明的另一目的在于提供一种9ni用钢,包括以下步骤:s1、铁水脱硫后送至转炉冶炼,采用顶底复吹工艺冶炼,镍钼合金随废钢一起加入转炉,并且计入废钢重量,供氧80%进行倒渣,冶炼终点温度1580~1620℃,成分满足要求进行出钢操作;s2、钢水送至精炼进行脱氧合金化及脱硫操作,成分温度符合后送至rh进行真空
处理,真空度≤3.0mbar,真空保持时间20~25分钟,真空处理后煨入200~220米镁铝线;s3、钢水精炼处理结束后送至连铸进行浇铸,浇铸速度0.6~1.3m/min,过热度25~35℃,采用电磁搅拌及动态轻压下工艺,铸坯出连铸后进行保温坑堆冷48小时后进行表检,铸坯表检合格后采用机械修磨,修磨后的铸坯采用高温抗氧化涂料进行喷涂;s4、铸坯处理好送至加热炉进行加热,加热炉加热过程为:加热速度10~15℃/min加热至600℃,加热速度5~7℃/min加热至600~1000℃,加热速度2℃/min加热至1000~1100℃,1100℃保温20min后出加热炉;s5、采用二阶段轧制工艺轧制,二开温度800~950℃,终轧800~900℃,返红温度400~600℃;s6、淬火温度760~790℃,保温时间10~30分钟,淬火后进行回火处理,回火温度550~650℃,保温时间10~15分钟,空冷;s7、热处理后的钢板表检、性能检测合格后标识、入库、发货。
8.前所述的一种9ni用钢,步骤s3中修磨深度1~2mm,喷涂厚度0.1~0.3mm。
9.本发明的有益效果是:(1)本发明通过对钢种机理的深入研究,研究了影响钢种表面质量的因素,进行了相应的开发应用,通过冶炼、轧制、热处理等一系类的工艺改进,解决了钢种晶间裂纹的工艺难题,获得了钢种批量冶炼制造的优势,制造稳定性得到了大幅度的提升,制造成本获得了大幅度的降低,有效提升了产品的市场竞争力;(2)本发明中采用镁冶金技术改善了夹杂物形态,提升了产品的洁净度,避免了夹杂物物在表面集聚导致晶间裂纹的发生;(3)本发明中通过降低氮、氢气体含量及磷硫含量,提高钢的碳含量,减少了硫化锰夹杂及气体含量对钢表面质量的恶化,添加少量的铌,起到了固氮、固碳的作用,从而减少表面晶间裂纹的发生率;(4)本发明中采用独特的抗氧化涂料进行喷涂,避免了加热过程中铸坯的二次氧化,减少了轧制过程中铸坯表面氧化铁皮的生成量,提升了轧制钢板的表面质量;(5)本发明中高镍钢的相变温度570℃,结束温度是730℃,本发明通过不同的升温速率进行加热工艺质量,降低了线膨胀及导热系数,避免了加热过程的相变应力导致的晶间裂纹的发生;(6)本发明中加热出钢温度过高会导致铸坯表面的高温氧化裂纹,这种裂纹随着奥氏体的粗大会越发明显,因此,低温出钢有效避免了铸坯表面高温晶间裂纹;(7)本发明中采用低温热处理工艺,可有效避免轧制过程中的沿晶氧化裂纹趋势,避免因宽化导致奥氏体化过程中晶间裂纹的发生,有效降低调质钢板的批量裂纹发生率;(8)本发明中镍钼合金按废钢形势加入转炉,不影响热量值,同时因为镍钼合金的加入,有效降低了钢水的凝固定,满足了低温出钢的要求,有利于去除碳磷元素,提升了冶炼速度。
附图说明
10.图1为实施例1的金相组织图。
具体实施方式
11.实施例1本实施例提供的一种9ni用钢,其化学成分及质量百分比如下:c:0.039%,si:0.17%,mn:0.67%,p:0.004%,s:0.0011%,nb:0.0030%(残余),v:0.001%(残余),ti:0.002%(残余),ni:8.93%, cr: 0.02%,mo:0.03%,cu: 0.020%,al:0.034%,b:0.0003%,mg: 0.0013%, n:0.0046%,h:0.00016%,余量为fe和不可避免的杂质。
12.制备方法包括以下步骤:s1、铁水脱硫后送至转炉冶炼,采用顶底复吹工艺冶炼,镍钼合金随废钢一起加入转炉,并且计入废钢重量,供氧80%进行倒渣,冶炼终点温度1593℃,成分满足要求进行出钢操作;s2、钢水送至精炼进行脱氧合金化及脱硫操作,成分温度符合后送至rh进行真空处理,真空度≤3.0mbar,真空保持时间23分钟,真空处理后煨入210米镁铝线;s3、钢水精炼处理结束后送至连铸进行浇铸,浇铸速度0.9m/min,过热度29℃,采用电磁搅拌及动态轻压下工艺,铸坯出连铸后进行保温坑堆冷48小时后进行表检,铸坯表检合格后采用机械修磨,修磨深度1.3mm,修磨后的铸坯采用高温抗氧化涂料进行喷涂,喷涂厚度0.16mm;s4、铸坯处理好送至加热炉进行加热,加热炉加热过程为:加热速度12℃/min加热至600℃,加热速度5.6℃/min加热至600~1000℃,加热速度2℃/min加热至1000~1100℃,1100℃保温20min后出加热炉;s5、采用二阶段轧制工艺轧制,二开温度800~950℃,终轧800~900℃,返红温度560℃;s6、淬火温度760~790℃,保温时间19分钟,淬火后进行回火处理,回火温度650℃,保温时间12分钟,空冷;s7、热处理后的钢板表检、性能检测合格后标识、入库、发货。
13.实施例2本实施例提供的一种9ni用钢,其化学成分及质量百分比如下:c:0.043%,si:0.21%,mn:0.73%,p:0.003%,s:0.0019%,nb: 0.0020%(残余),v:0.001%(残余),ti: 0.002%(残余),ni:9.20%, cr: 0.02%,mo:0.02%,cu: 0.030%,al:0.037%,b: 0.0002%,mg: 0.0011%, n:0.0051%,h:0.00013%,余量为fe和不可避免的杂质。
14.制备方法包括以下步骤:s1、铁水脱硫后送至转炉冶炼,采用顶底复吹工艺冶炼,镍钼合金随废钢一起加入转炉,并且计入废钢重量,供氧80%进行倒渣,冶炼终点温度1618℃,成分满足要求进行出钢操作;s2、钢水送至精炼进行脱氧合金化及脱硫操作,成分温度符合后送至rh进行真空处理,真空度≤3.0mbar,真空保持时间23分钟,真空处理后煨入220米镁铝线;s3、钢水精炼处理结束后送至连铸进行浇铸,浇铸速度0.8m/min,过热度29℃,采用电磁搅拌及动态轻压下工艺,铸坯出连铸后进行保温坑堆冷48小时后进行表检,铸坯表检合格后采用机械修磨,修磨深度1.7mm,修磨后的铸坯采用高温抗氧化涂料进行喷涂,喷涂厚度0.15mm;
s4、铸坯处理好送至加热炉进行加热,加热炉加热过程为:加热速度11℃/min加热至600℃,加热速度7℃/min加热至600~1000℃,加热速度2℃/min加热至1000~1100℃,1100℃保温20min后出加热炉;s5、采用二阶段轧制工艺轧制,二开温度880℃,终轧860℃,返红温度490℃;s6、淬火温度786℃,保温时间15分钟,淬火后进行回火处理,回火温度630℃,保温时间13分钟,空冷;s7、热处理后的钢板表检、性能检测合格后标识、入库、发货。
15.实施例3本实施例提供的一种9ni用钢,其化学成分及质量百分比如下:c:0.053%,si:0.27%,mn:0.69%,p:0.003%,s:0.0012%,nb:0.0030%(残余),v≤0.001%(残余),ti:≤0.002%(残余),ni:9.16%, cr: 0.03%,mo: 0.03%,cu:0.020%,al:0.039%,b: 0.0001%,mg: 0.0015%, n:0.0044%,h:0.00013%,余量为fe和不可避免的杂质。
16.制备方法包括以下步骤:s1、铁水脱硫后送至转炉冶炼,采用顶底复吹工艺冶炼,镍钼合金随废钢一起加入转炉,并且计入废钢重量,供氧80%进行倒渣,冶炼终点温度1613℃,成分满足要求进行出钢操作;s2、钢水送至精炼进行脱氧合金化及脱硫操作,成分温度符合后送至rh进行真空处理,真空度≤3.0mbar,真空保持时间23分钟,真空处理后煨入220米镁铝线;s3、钢水精炼处理结束后送至连铸进行浇铸,浇铸速度0.9m/min,过热度29℃,采用电磁搅拌及动态轻压下工艺,铸坯出连铸后进行保温坑堆冷48小时后进行表检,铸坯表检合格后采用机械修磨,修磨深度1.8mm,修磨后的铸坯采用高温抗氧化涂料进行喷涂,喷涂厚度0.18mm;s4、铸坯处理好送至加热炉进行加热,加热炉加热过程为:加热速度12℃/min加热至600℃,加热速度5.5℃/min加热至600~1000℃,加热速度2℃/min加热至1000~1100℃,1100℃保温20min后出加热炉;s5、采用二阶段轧制工艺轧制,二开温度910℃,终轧880℃,返红温度510℃;s6、淬火温度785℃,保温时间20分钟,淬火后进行回火处理,回火温度605℃,保温时间13分钟,空冷;s7、热处理后的钢板表检、性能检测合格后标识、入库、发货。
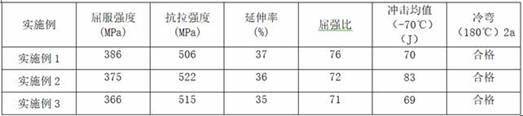
17.实施例1-3的各项力学性能如下表:本发明操作简单,生产工艺得以稳定执行,效果显著,同时也适用于镍添加5.5~9.8%的其它镍系品种,具有明显的经济效益和安全效益。
18.除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。