1.本发明属于piii批量处理技术领域,尤其涉及一种提高轴承内圈外滚道表面注入均匀性的方法及验证方法。
背景技术:
2.目前,等离子体浸没离子注入(piii)技术由于消除了传统束线离子注入的直射性限制,能够处理各种复杂形状的工件,为轴承部件的表面强化提供了理想的手段,然而,仅仅在单一部件表面获得较好的剂量均匀性是不够的,实现轴承部件的批量改性处理并保证良好的注入剂量分布成为piii技术走向工业规模应用的关键技术之一。由于注入剂量的分布主要受到工件周围鞘层扩展的影响,因此,如何避免各个相邻部件之间鞘层的交叉和重叠成为实现对轴承部件piii批量处理的关键。
3.现有技术进行轴承内圈外滚道表面注入时剂量分布不均匀,没有提高轴承内圈外滚道表面注入均匀性的方法。
4.通过上述分析,现有技术存在的问题及缺陷为:现有技术进行轴承内圈外滚道表面注入时剂量分布不均匀,没有提高轴承内圈外滚道表面注入均匀性的方法。
5.解决以上问题及缺陷的难度为:
6.对于复杂形状零件的表面改性处理,通常可以利用气相沉积方法进行处理,但气相沉积改性处理效果非常有限,不仅无法获得较好的膜基结合力,而且薄膜的均匀性也很难精确控制,尤其对于精密度要求比较高的轴承行业,用气相沉积的方法无法真正满足精密轴承行业抗疲劳、耐磨损且膜层需精准控制等方面的要求,限制了该项技术在轴承行业的应用。
7.piii技术全方位浸没式的特点使得复杂形状零件表面的改性处理得以实现,高压脉冲作用下的等离子体可以有效地改善零件表面的机械性能,选择合适的脉冲时间可以实现零件表面的膜层厚度的控制。利用piii技术对轴承内圈外滚道进行表面改性处理时,如能够实现轴承内圈的整体旋转,使得复杂零件表面的任意区域均有大体相同的概率浸泡在等离子体内,势必会在整个轴承套圈表面形成均匀的改性处理层。因此,piii技术在轴承内圈的批量处理领域有着极为广阔的应用前景。
8.利用该技术对轴承内圈外滚道的批量处理方式有两种,第一种方法是将多个轴承内圈间隔一定的距离分别摆放在靶台表面,利用自行设计的旋转靶台实现piii改性处理过程中轴承内圈的整体转动,使套圈与靶台相接触的最低点可以通过靶台的转动而旋转成为轴承套圈的最高点,并且在相对于与脉冲宽度而言较长的注入时间范围内,轴承内圈各点处于真空等离子体中的时间长度大体相同,这便实现了轴承内圈的批量改性处理,且获得的改性膜层具有较好的均匀性。这种摆放方法虽然可以实现多个轴承外圈内滚道的批量改性处理,但批量改性的效率提高并不显著,而且,实际摆放轴承内圈时,为了避免鞘层扩展后产生的鞘层重叠对空间等离子体分布均匀性的不良影响,轴承内圈的摆放间距要大于鞘层最大宽度,这对于有限的真空室和靶台而言,无疑将限制批量摆放的轴承内圈的个数,从
而限制了轴承内圈批量改性效率的提升。
9.利用piii技术实现轴承内圈外滚道的批量改性处理的第二种方法是将多个轴承内圈依次垒叠组成一个近似于圆柱的几何体,也可以将轴承内圈垒叠成多个圆柱同时进行piii改性处理,这种方法可以显著地提高轴承内圈的批量改性处理效率,技术难度主要体现在当多个轴承内圈垒叠组成的近似圆柱体的长径比较大时,如何在圆柱体外表面获得较好的改性处理效果。piii技术具备全方位离子注入的特点,完全可以实现对轴承内圈垒叠组成的近似圆柱体外表面的改性处理,改性效果的提高可以通过以下两方面的手段得以解决:第一要充分利用靶台的旋转设计,使轴承内圈垒叠的近似圆柱体在piii批量改性处理过程中持续转动,提高轴承内圈各点处于均匀等离子体中概率的总体一致性。第二要在多个轴承内圈垒叠的近似圆柱体的两端放置与圆柱体的几何尺寸相近的“牺牲部件”,以确保位于垒叠摆放中间区域的轴承内圈外表面获得较好的注入剂量均匀性,这对于提高轴承内圈外滚道的批量改性处理效果,提升滚道的机械性能有着至关重要的作用。
技术实现要素:
10.针对现有技术存在的问题,本发明提供了一种提高轴承内圈外滚道表面注入均匀性的方法及验证方法。
11.本发明是这样实现的,一种提高轴承内圈外滚道表面注入均匀性的方法,所述提高轴承内圈外滚道表面注入均匀性的方法包括:
12.通过在对轴承内圈进行批量处理时,在端部套圈的外侧放置一与轴承滚道电位相同、并且外径与轴承套圈相近的几何体,提高轴承内圈piii批量注入处理剂量均匀性。
13.进一步,所述提高轴承内圈外滚道表面注入均匀性的方法还包括:
14.采用射频放电产生等离子体于氮气0.6pa、注入电压20kv、注入电流3a,气体流量50sccm、rf功率600w、脉冲宽度15μs、脉冲频率200hz下进行高轴承内圈piii批量注入处理;
15.所述注入时间为180min。
16.本发明的另一目的在于提供一种提高轴承内圈外滚道表面注入均匀性方法的提高轴承内圈外滚道表面注入均匀性的验证方法,所述提高轴承内圈外滚道表面注入均匀性验证方法包括:
17.步骤一,对批量轴承内圈外滚道的改性处理过程进行数值模拟,并对弧形轨道各处的注入剂量进行了累加,得到轴承内圈外滚道批量注入处理表面剂量均匀性的理论分析结果;
18.步骤二,在相同参数下,对批量轴承内圈进行注入处理,并对弧形轨道表面的注入剂量进行了俄歇测试;
19.步骤三,将步骤二的实验测量结果与步骤一的理论计算结果相对比,检验模型的准确性,并确定轴承内圈外滚道表面注入剂量均匀性的有效措施。
20.进一步,步骤一中,所述对批量轴承内圈外滚道的改性处理过程进行数值模拟包括:
21.(1)进行轴承内圈外滚道批量改性处理鞘层扩展的数值模拟;
22.(2)进行轴承内圈外滚道表面注入剂量的均匀性的计算。
23.进一步,步骤(1)中,所述进行轴承内圈外滚道批量改性处理鞘层扩展的数值模拟
包括:
24.1)进行轴承内圈内壁有腔体结构时外滚道周围鞘层的计算;
25.2)进行轴承内圈内壁无腔体结构时外滚道周围鞘层的计算。
26.进一步,步骤1)中,所述进行轴承内圈内壁有腔体结构时外滚道周围鞘层的计算包括:
27.于电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
的条件下对批量摆放内圈内部有腔体结构时的情况进行计算,并确定在高压脉冲初始时刻、脉冲宽度分别为5.0μs和10.0μs时批量内圈内部有腔体结构时其周围的归一化电势的等位线图;基于所述等位线图确定内圈外滚道周围鞘层与滚道之间的变化趋势。
28.进一步,步骤2)中,所述进行轴承内圈内壁无腔体结构时外滚道周围鞘层的计算:
29.将空腔结构利用一与轴承内圈同电位的实心柱体代替,并且该处的等离子体初始密度为0;于电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
的条件下对批量摆放内圈内部无腔体结构时的情况进行计算,并确定在高压脉冲初始时刻、脉冲宽度为10.0μs时无腔体结构情形下的轴承内圈外滚道归一化电势的等位线分布图;基于所述等位线分布图确定内圈外滚道周围鞘层与滚道之间的变化趋势。
30.进一步,步骤(2)中,所述进行轴承内圈外滚道表面注入剂量的均匀性的计算包括:
31.将外滚道垂直于滚道圆周方向平均分为18份,间隔角度为10
°
;分析计算弧形滚道中心角的范围介于30
°‑
150
°
之间时套圈外滚道表面注入剂量,确定轴承内圈外滚道批量注入处理表面剂量均匀性的理论分析结果。
32.进一步,步骤二中,所述在相同参数下,对批量轴承内圈进行注入处理,并对弧形轨道表面的注入剂量进行了俄歇测试包括:
33.1)进行轴承内圈外滚道批量注入处理的测试:
34.首先,沿着滚道表面在每个套圈滚道表面均贴置三个硅片,并于内圈内壁形成的腔体区域放置一实心柱体并确保其与轴承套圈之间保持良好的接触以确保柱体与轴承套圈具有相同电位;
35.其次,基于确定氩离子溅射清洗工艺参数对轴承内套圈外滚道表面进行三十分钟的溅射清洗,并基于确定的轴承内圈外滚道氮离子注入参数进行轴承内套圈外滚道进行的批量氮离子注入;
36.2)进行轴承内圈外滚道批量注氮处理剂量均匀性测试:
37.对确定内圈外滚道表面注入硅片的注入剂量进行俄歇测试,确定各个硅片表面注入剂量的分布情况,即剂量在滚道表面的分布随着滚道所在位置以及轴承套圈弧形滚道各点变化情况。
38.进一步,所述轴承内圈外滚道氮离子注入参包括:氮气0.6pa、注入电压20kv、注入电流3a,气体流量50sccm、rf功率600w、脉冲宽度15μs、脉冲频率200hz,注入时间为180min。
39.结合上述的所有技术方案,本发明所具备的优点及积极效果为:
40.本发明将多个轴承内圈依次垒叠组成一个近似于圆柱的几何体,利用piii技术全方位离子注入的特点,实现了轴承内圈外滚道的批量改性处理。也可将轴承内圈垒叠成多个近似圆柱体,并将多个圆柱体同时置于靶台上进行piii改性处理,以进一步提升轴承内
圈外滚道的批量改性效率。为了避免因鞘层扩展和鞘层的交叉重叠等因素对真空等离子体分布均匀性的不良影响,只需保证各个垒叠而成的圆柱体之间的摆放间距大于鞘层宽度即可,显著提升了轴承内圈外滚道的批量改性处理效率,并且几乎无需考虑轴承内圈几何尺寸的差异对批量处理效率的限制,如若在近似圆柱体的两端放置“牺牲部件”以提升圆柱体中部区域的改性均匀性,会更加有效的提升轴承内圈外滚道的注入剂量均匀性,从而进一步提升了轴承内圈的膜基结合力和膜层的均匀性。
41.利用轴承内圈垒叠摆放的方法不仅实现了轴承内圈外滚道的piii批量改性处理,而且有效地改善了轴承内圈外滚道的注入效果,获得的具有良好膜基结合力的膜层成为提升轴承内圈外滚道耐磨性和抗疲劳性能的关键。因此,垒叠组成近似圆柱体的批量摆放方式促进了piii技术在轴承内圈批量处理领域的应用,加速了piii技术成为轴承行业改性工艺的必要手段。
42.本发明分别对批量轴承内圈内部有、无腔体存在两种情况下,轴承内圈外滚道表面注入剂量进行了计算,结果表明当有腔体存在时,内圈外滚道表面注入剂量及其分布均匀性均低于中心处无腔体存在时滚道表面的注入剂量和分布均匀性;另外,中心处无腔体结构存在时,位于批量摆放端部位置的轴承内圈外滚道表面注入剂量均匀性都较差,而位于除端部以外其它位置的轴承内圈外滚道表面注入均匀性达到98.88%。
43.本发明对中心无腔体存在时的轴承内圈piii批量注入过程进行了实验研究,并对硅片表面的注入剂量进行了aes检测,测试结果与计算结果的对比表明,模拟计算获得的剂量分布特点与实验结果吻合较好,验证了模型建立的准确性。
44.本发明根据数值计算获得的批量轴承内圈外滚道表面注入剂量的分布特点,以及批量套圈周围电势、等离子体密度和电场分布的计算结果,提出在对轴承内圈进行批量处理时,在端部套圈的外侧额外放置一几何尺寸与轴承套圈相近的几何体,可以有效改善轴承内圈piii批量注入处理剂量均匀性。
附图说明
45.图1是本发明实施例提供的提高轴承内圈外滚道表面注入均匀性的方法流程图。
46.图2是本发明实施例提供的提高轴承内圈外滚道表面注入均匀性验证方法流程图。
47.图3是本发明实施例提供的中心轴线处有腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,脉冲初始时刻轴承内圈批量改性处理时空间归一化电势等位线的分布图。
48.图4是本发明实施例提供的中心轴线处有腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,t=5.0μs时轴承内圈批量改性处理时空间归一化电势等位线的分布图。
49.图5是本发明实施例提供的中心轴线处有腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,t=10.0μs时轴承内圈批量改性处理时空间归一化电势等位线的分布图。
50.图6是本发明实施例提供的中心轴线处有腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,t=10.0μs时轴承内圈批量改性处理时归一化密度的空间分布图。
51.图7是本发明实施例提供的中心轴线处有腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,t=10.0μs时轴承内圈批量改性处理时r向电场强度的空间分布图。
52.图8是本发明实施例提供的中心轴线处有腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,t=10.0μs时轴承内圈批量改性处理时l向电场强度的空间分布图。
53.图9是本发明实施例提供的中心轴线处无腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,t=10.0μs时轴承内圈批量改性处理时归一化电势的空间分布图。
54.图10是本发明实施例提供的中心轴线处无腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,t=10.0μs时轴承内圈批量改性处理时r向电场强度的空间分布图。
55.图11是本发明实施例提供的中心轴线处无腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,t=10.0μs时轴承内圈批量改性处理时l向电场强度的空间分布图。
56.图12是本发明实施例提供的中心轴线处无腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,脉冲宽度为5.0μs时滚道表面注入剂量的分布图。
57.图13是本发明实施例提供的电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,脉冲宽度为5.0μs时滚道表面注入剂量的分布图。
58.图14是本发明实施例提供的中心轴线处无腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,脉冲宽度为10.0μs时滚道表面注入剂量的分布图。
59.图15是本发明实施例提供的中心轴线处有腔体存在,电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
时,脉冲宽度为10.0μs时滚道表面注入剂量的分布图。
60.图16是本发明实施例提供的轴承内圈外滚道批量注入处理实验装置简图。
61.图17是本发明实施例提供的试样1-试样5俄歇电子元素百分比与注入深度的关系曲线图。
62.图18是本发明实施例提供的试样1-试样5注入剂量的实验测量结果图。
具体实施方式
63.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
64.针对现有技术存在的问题,本发明提供了一种提高轴承内圈外滚道表面注入均匀性的方法,下面结合附图对本发明作详细的描述。
65.如图1所示,本发明实施例提供的提高轴承内圈外滚道表面注入均匀性的方法包括:
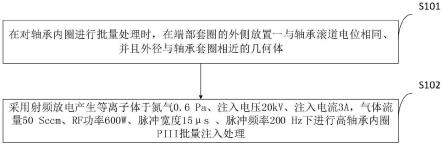
66.s101,在对轴承内圈进行批量处理时,在端部套圈的外侧放置一与轴承滚道电位相同、并且外径与轴承套圈相近的几何体;
67.s102,采用射频放电产生等离子体于氮气0.6pa、注入电压20kv、注入电流3a,气体流量50sccm、rf功率600w、脉冲宽度15μs、脉冲频率200hz下进行高轴承内圈piii批量注入处理。
68.本发明实施例提供的注入时间为180min。
69.如图2所示,本发明实施例提供的提高轴承内圈外滚道表面注入均匀性验证方法包括:
70.s201,对批量轴承内圈外滚道的改性处理过程进行数值模拟,并对弧形轨道各处的注入剂量进行了累加,得到轴承内圈外滚道批量注入处理表面剂量均匀性的理论分析结果;
71.s202,在相同参数下,对批量轴承内圈进行注入处理,并对弧形轨道表面的注入剂量进行了俄歇测试;
72.s203,将步骤s202的实验测量结果与步骤s201的理论计算结果相对比,检验模型的准确性,并确定轴承内圈外滚道表面注入剂量均匀性的有效措施。
73.本发明实施例提供的对批量轴承内圈外滚道的改性处理过程进行数值模拟包括:
74.(1)进行轴承内圈外滚道批量改性处理鞘层扩展的数值模拟:
75.1)进行轴承内圈内壁有腔体结构时外滚道周围鞘层的计算;
76.2)进行轴承内圈内壁无腔体结构时外滚道周围鞘层的计算;
77.(2)进行轴承内圈外滚道表面注入剂量的均匀性的计算:将外滚道垂直于滚道圆周方向平均分为18份,间隔角度为10
°
;分析计算弧形滚道中心角的范围介于30
°‑
150
°
之间时套圈外滚道表面注入剂量,确定轴承内圈外滚道批量注入处理表面剂量均匀性的理论分析结果。
78.步骤1)中,本发明实施例提供的进行轴承内圈内壁有腔体结构时外滚道周围鞘层的计算包括:
79.于电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
的条件下对批量摆放内圈内部有腔体结构时的情况进行计算,并确定在高压脉冲初始时刻、脉冲宽度分别为5.0μs和10.0μs时批量内圈内部有腔体结构时其周围的归一化电势的等位线图;基于所述等位线图确定内圈外滚道周围鞘层与滚道之间的变化趋势。
80.步骤2)中,本发明实施例提供的进行轴承内圈内壁无腔体结构时外滚道周围鞘层的计算:
81.将空腔结构利用一与轴承内圈同电位的实心柱体代替,并且该处的等离子体初始密度为0;于电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
的条件下对批量摆放内圈内部无腔体结构时的情况进行计算,并确定在高压脉冲初始时刻、脉冲宽度为10.0μs时无腔体结构情形下的轴承内圈外滚道归一化电势的等位线分布图;基于所述等位线分布图确定内圈外滚道周围鞘层与滚道之间的变化趋势。
82.本发明实施例提供的在相同参数下,对批量轴承内圈进行注入处理,并对弧形轨道表面的注入剂量进行了俄歇测试包括:
83.1)进行轴承内圈外滚道批量注入处理的测试:
84.首先,沿着滚道表面在每个套圈滚道表面均贴置三个硅片,并于内圈内壁形成的腔体区域放置一实心柱体并确保其与轴承套圈之间保持良好的接触以确保柱体与轴承套圈具有相同电位;
85.其次,基于确定氩离子溅射清洗工艺参数对轴承内套圈外滚道表面进行三十分钟的溅射清洗,并基于确定的轴承内圈外滚道氮离子注入参数进行轴承内套圈外滚道进行的批量氮离子注入;
86.本发明实施例提供的轴承内圈外滚道氮离子注入参包括:氮气0.6pa、注入电压20kv、注入电流3a,气体流量50sccm、rf功率600w、脉冲宽度15μs、脉冲频率200hz,注入时间
为180min;
87.2)进行轴承内圈外滚道批量注氮处理剂量均匀性测试:
88.对确定内圈外滚道表面注入硅片的注入剂量进行俄歇测试,确定各个硅片表面注入剂量的分布情况,即剂量在滚道表面的分布随着滚道所在位置以及轴承套圈弧形滚道各点变化情况。
89.下面结合具体实施例对本发明的技术方案做进一步说明。
90.实施例1:
91.本发明主要介绍了提高轴承内圈外滚道批量注入处理过程的注入剂量均匀性的方法,由于轴承内圈的待改性表面为外滚道,因此,相对于轴承外套圈的改性处理而言相对容易些,并且由于旋转机制的引入使得轴承内圈在改性处理时能够保持慢速旋转,这对于改善内圈外滚道沿着滚道切线方向的注入剂量均匀性起到了很大作用,但对于垂直于内滚道切线方向的改性均匀性的改善是无能为力的,因此,在对轴承内圈外滚道表面改性处理均匀性研究时主要对这一垂直于滚道切线方向的弧形轨道改性的注入剂量均匀性进行了分析,并寻求有效措施提高内圈批量改性处理的均匀性。
92.本发明以数值模拟和实验测量相结合的方式展开,首先对批量轴承内圈外滚道的改性处理过程进行了数值模拟,并对弧形轨道各处的注入剂量进行了累加;然后在相同参数下,对批量轴承内圈进行了注入处理,并对弧形轨道表面的注入剂量进行了俄歇测试;将实验测量结果与理论计算结果相对比,以检验模型的准确性,并在理论上寻求解决轴承内圈外滚道表面注入剂量均匀性的有效措施。
93.1.1轴承内圈piii批量处理过程的数值模拟
94.对轴承内圈外滚道的批量改性处理时,将多个轴承内圈垒放成垂直圆筒,并置于真空室内的旋转靶台上,为了消除靶台支撑形式对最终改性处理的影响,在靶台上安装一夹具,保证批量摆放的轴承内圈与靶台之间相对有较大的距离,因此,在进行理论计算时,将靶台对批量处理轴承内圈表面改性均匀性的影响忽略。但由于这种垂直圆筒式摆放方式,使得轴承内圈内壁形成一腔体结构,显然,圆筒内腔并非是本发明的待处理表面,那么这一空腔的存在是否会对轴承内圈外滚道最终的注入剂量均匀性产生影响?带着这一问题展开了对轴承内圈外滚道批量处理注入剂量均匀性的理论计算,对比了有空腔存在和无空腔时外滚道周围鞘层的扩展情况,并对两种情形下的外滚道表面的注入剂量进行了对比,并从理论上分析了造成这一差异的原因。
95.1.1.1轴承内圈外滚道批量改性处理鞘层扩展的数值模拟
96.1.1.1.1轴承内圈内壁有腔体结构时外滚道周围鞘层的计算
97.首先对批量摆放内圈内部有腔体结构时的情况进行了计算,计算时的初始参数是电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
。在高压脉冲初始时刻、脉冲宽度分别为5.0μs和10.0μs时批量内圈内部有腔体结构时其周围的归一化电势的等位线图分别如图3、图4和图5所示,轴承内圈滚道周围分布着由1.0降低到0.0的归一化电势分布等势线,相邻两条等势线之间的压差为0.1,代表实际电压幅值2.0kv。对比图3、图4和图5可以发现,在脉冲初始时刻,内圈外滚道周围鞘层与滚道之间保持良好的保形性,随着脉冲时间的延长,鞘层不断向着背离滚道的方向向外扩展,导致鞘层与滚道之间的保形性越来越差。
98.1.1.1.2轴承内圈外滚道批量改性处理鞘层扩展的数值模拟
99.轴承内圈内壁有腔体结构时外滚道周围鞘层的计算:
100.首先对批量摆放内圈内部有腔体结构时的情况进行了计算,计算时的初始参数是电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
。在高压脉冲初始时刻、脉冲宽度分别为5.0μs和10.0μs时批量内圈内部有腔体结构时其周围的归一化电势的等位线图分别如图3、图4和图5所示,轴承内圈滚道周围分布着由1.0降低到0.0的归一化电势分布等势线,相邻两条等势线之间的压差为0.1,代表实际电压幅值2.0kv。对比图3、图4和图5可以发现,在脉冲初始时刻,内圈外滚道周围鞘层与滚道之间保持良好的保形性,随着脉冲时间的延长,鞘层不断向着背离滚道的方向向外扩展,导致鞘层与滚道之间的保形性越来越差。
101.脉冲宽度为10.0μs时空间的r向和l向电场分布如图7所示,从图中可以看出在批量轴承内圈首尾相连接的位置r向、l向电场强度都很集中,并且在批量套圈的端部存在一吸引离子的电场,使得端部附近区域的离子进入到腔体内部的几率增加,这与前面的分析相吻合。每个套圈端部电场集中以及端部电场吸引离子进入空腔区域最终对轴承内圈外滚道表面注入剂量的影响将在均匀性的论述中详细讨论。
102.轴承内圈内壁无腔体结构时外滚道周围鞘层的计算:
103.从前面对轴承内圈外滚道内部存在腔体时,其注入处理过程的理论计算可知,当轴承内圈首尾相连并在套圈内壁形成腔体结构时,腔体内部各点电势的变化使得批量套圈端部位置形成的电场“吸引”其周围离子,“吸引”的结果使位于批量套圈端部区域附近的离子在电场的作用下进入到空腔内部并在腔体内部逐渐消耗,显然,腔体的存在对离子的吸引效应降低了轴承内圈外滚道表面注入处理时的可用离子数量,从而对外滚道的注入剂量大小及均匀性产生影响。为消除套圈腔体内部区域离子流的存在对轴承内圈外滚道的注入剂量产生的影响,计算时,假定空腔结构被一与轴承内圈同电位的实心柱体代替,并且该处的等离子体初始密度为0。批量套圈及真空室的电压参数及等离子体参数的选择与上节中有腔体结构存在时轴承套圈外滚道注入过程的计算参数相同。
104.脉冲宽度为10.0μs时无腔体结构情形下的轴承内圈外滚道归一化电势的等位线分布如图9所示,将这一结果与图5中的归一化电势计算结果相对比可以发现,无腔体存在时端部位置处电势等位线的扩展趋势小于有腔体存在的情形,并且在批量套圈左侧的端部位置归一化电势的0.2-0.4等位线出现了明显的“回缩”现象,等位线方向指向了批量套圈的端面,等位线边缘不再平滑,造成这一变化的原因仍然是由批量套圈端部临近区域等离子体的运动情况引起的。
105.图10和图11分别为脉冲宽度为10.0μs时r向电场和l向电场的空间分布图,通过对两图的观察以及与图7和图8的对比可以发现,在有空腔存在时批量套圈端部电场强度更加集中,该电场对套圈端部临近区域的离子具有很强的吸引作用,但由于模型建立时用一与轴承套圈同电位的柱体将原来的腔体空间取代,因此,这部分被电场吸引的离子无法运动到原来的空腔区域,而是聚集或者撞击到替代柱体的端部,这就造成了套圈端部位置处等离子体密度明显高于其临近区域,通过前面章节对鞘层扩展的理论分析可知,等离子体密度越高,对鞘层扩展的阻碍作用越强,因此,轴承套圈端部位置处的高密度等离子体区域限制了该处鞘层向外的扩展趋势,并且,随着脉冲时间的延长,当归一化电势的零电位线扩展到真空室器壁时,批量套圈周围分布的鞘层对电场的屏蔽作用减弱,真空室器壁处的朗谬尔鞘层得到扩展机会,朗谬尔鞘层的扩展方向与轴承内圈外滚道周围分布的鞘层扩展方向
相反,当朗谬尔鞘层与轴承套圈周围鞘层的端部区域相接触并在扩展趋势上占上风时,轴承套圈周围的电势等位线可能发生回缩现象,这一现象不是本发明研究的重点,故没有继续对该处发生的电场以及等离子体密度的变化展开研究。
106.1.1.2轴承内圈外滚道表面注入剂量的均匀性的计算
107.对轴承内圈外滚道批量改性处理过程注入剂量进行计算时,采用和轴承外圈批量注入时剂量计算相同的计算方法,将外滚道垂直于滚道圆周方向平均分为18份,间隔角度为10
°
,同理,由于轴承内圈外滚道的弧形滚道非完整的半圆形,根据实物轴承套圈的测量与计算,弧形滚道中心角的范围介于30
°‑
150
°
之间,因此,在对套圈外滚道表面注入剂量进行分析时仅需考察这一角度范围内的剂量变化情况。
108.图12-图13和图14-图15为电压幅值为-20kv,等离子体密度为4.0
×
109cm-3
,脉冲宽度分别为5.0μs和10.0μs时滚道内圈外滚道表面注入剂量的分布情况,通过对5.0μs和10.0μs批量轴承内圈外滚道表面注入剂量的对比可以看出,随着脉冲时间的延长,滚道表面注入剂量不断增加,但5.0μs-10.0μs阶段的剂量增加量显然没有脉冲前5.0μs增加量高。对比批量内圈外滚道有、无空腔结构情形下的注入剂量分布,结果发现当用一与轴承内圈保持同电位的柱体代替套圈内部的空腔结构时,内套圈外滚道表面的注入剂量高于有空腔情形下的滚道注入剂量,由此也验证了前面对滚道周围鞘层扩展过程的分析结论,空腔体的存在使得腔体内部的电势降能够对套圈端部离子起到一定的“吸引”作用,而被该电场“吸”入到空腔中的离子基本无法逃逸出去,只能在空腔内部逐渐消耗掉,这就造成了轴承内圈批量处理时外滚道周围的可用离子数量减少,从而对滚道表面最终的注入剂量造成影响。
109.另外,通过对图12-图13和图14-图15的观察可知,无论批量摆放的轴承套圈内部是否有空腔存在,位于批量摆放端部的套圈外滚道表面的注入剂量均明显高于位于中心位置的套圈,并且这种剂量差异在没有腔体存在情形更为明显,如图12和图14所示。轴承套圈内部没有腔体存在时端部套圈滚道表面注入剂量明显高于位于中心位置的滚道的原因恰恰是轴承端部被电场“吸引”来的离子聚集在端部临近区域,这一离子的聚集造成与端部相临近的滚道表面有较多的可用离子,从而使得滚道表面的注入剂量较高。而当轴承内圈滚道内部存在空腔结构时,被电场吸引来的离子进入到空腔内部,并随着高压脉冲的进行逐渐消耗,由于腔体的存在使得轴承端部聚集的离子数量相对有所降低,因此,在有空腔存在时端部套圈滚道表面注入剂量与位于中心位置处的轴承套圈外滚道表面注入剂量差值有所降低,缓解了各个内圈的滚道之间的剂量差异,并在一定程度上改善了端部轴承套圈滚道表面注入剂量的均匀性,但也正是由于这部分进入到空腔中的离子造成了腔体存在时滚道表面注入剂量总体水平的下降。
110.通过上述分析可见,在用与轴承套圈同电位的柱体将套圈内壁空腔效应消除之后,除去两个分别位于批量摆放两端的套圈外滚道,其余的三个位于中间位置的滚道表面注入剂量均匀性在注入进行过程中都近乎完全均匀,数据计算结果表明均匀性达到98.88%。并且注入剂量也要高于套圈内部有腔体结构存在时的情形。位于端部的轴承滚道,由于其比较容易受到端部离子密度和电场强度集中的影响,使得位于批量摆放端部的轴承套圈表面注入剂量均匀性较差,可见批量处理时,轴承套圈位于端部的滚道和位于中间位置的滚道之间的注入剂量差异成为轴承内圈外滚道批量处理时注入剂量均匀性的重
要体现,因此,如何改善这一个体之间的剂量差异成为本发明需要着重解决的问题。这对于拓宽piii技术在轴承行业的应用无疑有很大的促进作用。
111.基于对轴承内圈外滚道批量注入处理表面剂量均匀性的理论研究结果,在实际对轴承内圈外滚道进行注入处理时,为了确保被处理内圈滚道表面各个位置以及每个套圈个体之间保持良好的注入剂量均匀性,可以采取如下两种措施:设法消除轴承内圈批量改性处理时内壁所形成的腔体结构,消除腔体结构对轴承内圈外滚道表面各个位置处注入剂量分布的影响,以提高每个轴承内圈外滚道表面各点注入剂量的均匀分布;对轴承内圈外滚道进行批量改性处理时,可以在批量摆放的轴承套圈的端部外侧紧邻端部套圈再分别放入一轴承套圈或者一个与轴承套圈几何尺寸相近的几何体,这样,后置入的几何体便替代原来的待注入轴承内圈成为批量摆放的端部区域,从而使得需要注入处理的所有轴承滚道都位于了本发明之前模拟计算中均匀性分布近乎完美的中间区域,从工艺手段上消除了批量处理时端部离子和电场分布对端部轴承套圈表面注入剂量均匀性的影响,这对提高被处理套圈表面注入剂量的均匀性有着显著的作用。
112.1.2轴承内圈piii批量处理过程的实验研究
113.对轴承内圈外滚道表面注入剂量均匀性进行了理论研究之后,为了验证模型计算的可靠性,本发明对实际的轴承内圈外滚道表面进行了批量注入处理,并对滚道表面剂量进行了测试,将测试结果与计算结果相比对,以检验计算的可靠性以及通过理论计算得到的改进措施的可行性。
114.1.2.1轴承内圈外滚道批量注入处理的实验研究
115.轴承内圈批量注氮处理的试样摆放简图如图16所示,实验中沿着轴承弧形滚道方向等间距放置硅片,以测量轴承内圈外滚道表面注入剂量的分布情况,由于弧形滚道几何形状的对称性以及其几何尺寸的限制,加上硅片之间距离过小时在注入处理过程中较易发生打火现象,对最终的注入剂量构成干扰,考虑到以上各种因素的限制,本发明沿着滚道表面在每个套圈滚道表面均贴置了三个硅片,如图16所示,试样编号从左向右依次为11,12,13;21,22,23;31,32,33;41,42,43;51,52,53。实验时,为了消除批量内圈内壁形成的腔体结构对滚道表面注入剂量造成影响,本发明在这一区域放了一实心柱体并确保其与轴承套圈之间保持良好的接触以确保柱体与轴承套圈具有相同电位。
116.表1轴承内圈外滚道氩离子溅射清洗工艺参数
[0117][0118]
表1为溅射清洗工艺参数,在对轴承内套圈外滚道表面进行三十分钟的溅射清洗之后,便开始了对其进行的批量氮离子注入过程,轴承内圈外滚道氮离子注入过程的实验参数选择如表2所示。在对轴承内圈进行批量改性处理时,利用射频放电产生等离子体,这与轴承外圈内滚道批量改性处理时依靠脉冲高压辉光放电产生等离子体的方式有所不同。
[0119]
表2轴承内圈外滚道n 注入实验参数
[0120][0121]
1.2.2轴承内圈外滚道批量注氮处理剂量均匀性的实验测试
[0122]
对实验获得的内圈外滚道表面注入硅片的注入剂量进行了俄歇实验测试,测试仍然在贝尔卡特亚洲研发中心进行,试样1-5表面注入元素百分比与注入深度的关系曲线如图17所示。轴承内圈外滚道表面硅片注入剂量的俄歇电子能谱测量结果表明剂量分布具有典型的高斯分布特征。
[0123]
由于轴承内圈外滚道批量处理所具备的中心对称性质,因此,在对内滚道表面硅片进行俄歇电子能谱测试时,为考察端部套圈和中心套圈表面注入剂量的差异,本发明对编号分别为11,21,31的试样进行了测试;为了分析单一弧形套圈表面注入剂量随角度的变化情况,本发明选择了编号分别为21,22,23的硅片进行了检测,获得的原子百分比与注入深度之间的关系曲线如图17所示。对这些曲线在区间0-239埃范围内积分,获得各个硅片表面注入剂量的分布情况,如图18所示。
[0124]
由图18硅片表面注入剂量对比情况可以看出,试样11表面注入剂量最高,试样21和试样31表面注入剂量大体相当,通过与计算结果的对比可以发现,沿着轴线方向端部剂量最高,位于中间位置处的注入剂量较低,这与计算结果完全吻合;试样21,22,23表面注入剂量大体相当,这与前面模拟所获得的剂量随滚道所在位置不同的变化情况,以及单一滚道表面弧形滚道不同角度时滚道表面各点注入剂量剂量的分布情况也基本吻合,证明了模型对轴承滚道表面注入剂量计算结果的准确性。
[0125]
基于剂量在滚道表面的分布随着滚道所在位置以及轴承套圈弧形滚道各点变化情况的计算和实验研究,在实际的轴承内圈外滚道piii批量改性处理时,在端部套圈外侧分别加入一与轴承滚道电位相同,并且外径相似的几何体,以保证待处理的轴承套圈相对于整个筒形结构处于中心位置,便可有效的提高待处理轴承套圈表面注入剂量及其分布均匀性。
[0126]
1.3小结
[0127]
利用二维pic模型对轴承内圈piii批量处理过程进行了数值模拟,并对比了批量摆放的内圈内部是否存在腔体时,批量套圈周围归一化电势、等离子体密度和电场分布情况。
[0128]
分别对批量轴承内圈内部有、无腔体存在两种情况下,轴承内圈外滚道表面注入剂量进行了计算,结果表明当有腔体存在时,内圈外滚道表面注入剂量及其分布均匀性均低于中心处无腔体存在时滚道表面的注入剂量和分布均匀性;另外,中心处无腔体结构存在时,位于批量摆放端部位置的轴承内圈外滚道表面注入剂量均匀性都较差,而位于除端
部以外其它位置的轴承内圈外滚道表面注入均匀性达到98.88%。
[0129]
对中心无腔体存在时的轴承内圈piii批量注入过程进行了实验研究,并对硅片表面的注入剂量进行了aes检测,测试结果与计算结果的对比表明,模拟计算获得的剂量分布特点与实验结果吻合较好,验证了模型建立的准确性。
[0130]
根据数值计算获得的批量轴承内圈外滚道表面注入剂量的分布特点,以及批量套圈周围电势、等离子体密度和电场分布的计算结果,提出在对轴承内圈进行批量处理时,在端部套圈的外侧额外放置一几何尺寸与轴承套圈相近的几何体,可以有效改善轴承内圈piii批量注入处理剂量均匀性。
[0131]
轴承内圈外滚道的实际改性处理中,本技术人与汽车轴承厂家合作,开展了汽车变速箱轴承的piii批量改性处理的实验研究。实验中采用前述的轴承内圈批量摆放方式,将160个轴承内圈,以20个为一组垒叠成8个近似柱体,并在所有近似柱体的两端各放置2个与轴承内圈尺寸相同的“牺牲体”,同时,将这8个近似柱体以相同的弧线间距,均匀的摆放在旋转靶台的圆周线上,相邻近似柱体与圆心连线夹角均为45
°
。对注入剂量均匀性进行实验测量时,选择对每组内位于端部和中间位置的轴承内圈作为测量主体,利用俄歇电子能谱对滚道表面的注入剂量均匀性进行了测量,aes测量结果表明,单一轴承内圈外滚道表面的注入剂量均匀性达到92.7%,轴承套圈整体注入剂量均匀性达到89.6%。轴承的疲劳寿命测试结果表明,经piii批量改性处理后的汽车变速箱轴承的疲劳寿命提高了近3倍。
[0132]
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0133]
应当注意,本发明的实施方式可以通过硬件、软件或者软件和硬件的结合来实现。硬件部分可以利用专用逻辑来实现;软件部分可以存储在存储器中,由适当的指令执行系统,例如微处理器或者专用设计硬件来执行。本领域的普通技术人员可以理解上述的设备和方法可以使用计算机可执行指令和/或包含在处理器控制代码中来实现,例如在诸如磁盘、cd或dvd-rom的载体介质、诸如只读存储器(固件)的可编程的存储器或者诸如光学或电子信号载体的数据载体上提供了这样的代码。本发明的设备及其模块可以由诸如超大规模集成电路或门阵列、诸如逻辑芯片、晶体管等的半导体、或者诸如现场可编程门阵列、可编程逻辑设备等的可编程硬件设备的硬件电路实现,也可以用由各种类型的处理器执行的软件实现,也可以由上述硬件电路和软件的结合例如固件来实现。
[0134]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。