1.本发明涉及自行车胎制造设备技术领域,尤其涉及一种自行车胎成型一体机。
背景技术:
2.自行车胎尤其是自行车的外胎由多层材料组合形成,生产时涉及到多道工序,主要包括帘子布的贴合、在帘子布上放置钢丝、将帘子布反包、贴防擦布和贴胎面胶五道工序。
3.现在的自行车胎成型设备,由于受到设备技术限制在每到工序中几乎均需要人工操作完成。因此如何减少生产过程中的人力成本是目前该设备研发过程中的主要方向,如授权公告号为:cn 215435110 u、名称为自行车胎自动成型机的专利。
4.因此,为解决上述技术问题,需要提出一种新的技术方案来解决自行车胎生产工艺问题。尤其是提供一种自行车胎成型一体机。
技术实现要素:
5.本发明为解决市场上现有的自行车胎成型装置需要大量的人力操作才能完成的技术问题,提供了一种自行车胎成型一体机。
6.为实现上述目的提供了如下技术方案:一种自行车胎成型一体机,包括送料后台、成型鼓、钢丝放置装置、取钢丝装置、材料贴合装置、取胎装置和挂胎装置。
7.所述送料后台包括胎面送料装置和帘子布送料装置,所述帘子布送料装置上还设有可移动的帘子布裁断装置和送料辅助装置,所述送料辅助装置设置在帘子布裁断装置前方;所述送料辅助装置包括真空吸盘、挡板和真空吸盘提升装置,所述挡板上设有通孔,所述真空吸盘在提升装置的驱动下穿过所述通孔在所述挡板的上方或下方移动。
8.所述帘子布送料装置的尾端设有摆动架,所述摆动架邻接设有成型鼓,所述成型鼓上设有真空吸附装置。所述胎面送料装置的尾端设有胎面贴合装置,所述胎面贴合装置的上方设有防擦布贴合装置。
9.所述成型鼓一侧设有钢丝放置台和取钢丝装置,所述成型鼓另一侧设有取胎装置和挂胎装置;所述取胎装置和取钢丝装置通过滑轨和平移电机安装在机架上。
10.生胎材料经送料后台送料后,帘子布贴合在成型鼓上,取钢丝装置放置钢丝后经成型鼓反包并防擦布贴合和胎面贴合形成生胎,经取胎装置取出后完成。
11.优选地,所述帘子布送料装置设置在所述胎面送料装置下方。所述帘子布送料装置包括传输机架和传送带,所述传送带上还依次设有帘子布定长裁切皮带和帘子布贴合皮带,所述帘子布裁断装置和送料辅助装置可移动式设置在传输机架上,所述帘子布裁断装置和帘子布定长裁切皮带沿传输方向设置;所述帘子布裁断装置包括裁刀、裁刀槽和裁刀驱动装置,所述裁刀位于所述裁刀槽上方,所述裁刀通过裁刀驱动装置在所述裁刀槽长度方向移动。
12.优选地,所述胎面送料装置包括传输机架和传送带,所述传送带上设有胎面贴合
皮带,所述胎面送料装置的尾端设有胎面贴合装置。
13.优选地,所述钢丝放置台包括放置架、钢丝辅助定位器、膨胀装置和膨胀伸缩气缸,所述放置架间隔、滑动地安装在所述钢丝放置台上并围合形成空心圆环状,所述膨胀装置呈圆盘状并滑动安装在所述放置架内部,所述膨胀伸缩气缸控制所述膨胀装置滑动从而改变所述放置架围绕形成的圆环内径,所述钢丝辅助定位器可移动式安装在所述钢丝放置台的内侧,所述钢丝辅助定位器位于所述放置架的间隙处,所述放置架上设有放置槽,所述辅助定位器上设有定位齿槽,所述定位齿槽与所述放置槽位于同一圆心,所述钢丝放置台通过旋转伺服电机连接。
14.优选地,所述胎面贴合装置包括胎面贴合千层辊、胎面裁刀和胎面裁刀驱动气缸,所述胎面贴合装置连接有驱动气缸使所述胎面贴合千层辊靠近或远离所述成型鼓,所述胎面裁刀驱动气缸控制所述胎面裁刀运动。
15.优选地,所述防擦布贴合装置包括防擦布料盘、防擦布导向槽、防擦布压合辊驱动气缸、防擦布压合辊、防擦布装置驱动气缸和防擦布剪刀;所述防擦布贴合装置通过防擦布自动送料气缸使所述防擦布贴合装置靠近或远离所述成型鼓,防擦布剪刀通过伸缩气缸控制对防擦布进行剪裁。
16.优选地,所述取钢丝装置包括携带圈、驱动气缸、滑轨、携带圈移动电机和钢丝夹移动电机,所述携带圈内设有钢丝夹;所述携带圈由两个或多个弧形圈围合形成,通过驱动气缸控制弧形圈围合形成的携带圈;所述钢丝夹移动电机带动所述携带圈在滑轨上来回移动,取钢丝时所述携带圈的钢丝夹与所述放置槽位于同一圆心上。
17.优选地,所述取胎装置包括移动电机、取胎盘和伸缩气缸;所述驱动电机包括平移电机和上下移动驱动电机,所述移动电机与取胎装置传动连接,所述取胎盘设置在取胎装置下方,所述取胎盘由两个或多个弧形圈围合形成,通过伸缩气缸带动取胎盘弧形圈的直径大小变动。
18.还包括压接头装置,所述压接头装置包括上压块和下压块,所述上压块或下压块连接有伸缩气缸。
19.优选地,所述挂胎装置包括挂胎杆、挂胎杆伸缩气缸、挂胎杆上下驱动电机和挂胎杆旋转气缸,所述挂胎杆包括间隔设置的挂胎支杆,所述挂胎杆伸缩气缸与所述挂胎杆传动连接,所述挂胎杆上下驱动电机驱动上下运动进行生胎的传递,挂胎杆旋转气缸驱动所述挂胎装置实现生胎的转向传递。
20.优选地,还包括生胎中转装置,所述生胎中转装置独立设置在所述挂胎装置前方,所述生胎中转装置包括中转挂杆和中转架,所述中转挂杆转动设置在所述中转架上,所述中转架上设有多组中转挂杆,所述中转挂杆水平设置,所述中转挂杆包括中转支杆,所述中转支杆位于所述挂胎支杆下方。
21.本发明的有益效果:通过各个装置相互配合完成自行车胎的各道工序,减少生产过程中的人力成本,各道工序相互配合,完成车胎的成型制备。本发明仅仅在少量工序上需要人工协助,如将钢丝放置在钢丝放置台、将生胎从生胎中转站转移。
附图说明
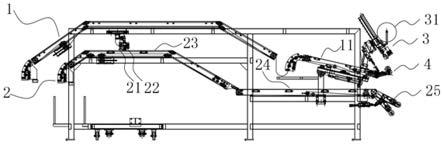
22.图1是本发明送料装置的结构示意图。
23.图2是本发明帘子布裁断装置的结构示意图。
24.图3是本发明钢丝放置台的结构示意图。
25.图4是本发明钢丝放置台的剖面结构示意图。
26.图5是本发明不含送料装置的正面剖面结构示意图。
27.图6是本发明取钢丝装置的结构示意图。
28.图7是本发明的防擦布贴合装置的结构示意图。
29.图8是本发明的胎面胶贴合装置的结构示意图。
30.图9是本发明的生胎中转装置的结构示意图。
31.其中:1、胎面送料装置;11、胎面贴合皮带;12、胎面裁刀驱动气缸;2、帘子布送料装置;21、送料辅助装置;211、裁刀;212、挡板;213、通孔;22、帘子布裁断装置;221、裁刀;222、裁刀槽;223、压板气缸;23、帘子布定长裁切皮带;24、帘子布贴合皮带;25、摆动架;3、防擦布贴合装置;31、防擦布料盘;32、防擦布自动送料气缸;33、防擦布导向槽;34、防擦布压合辊驱动气缸;35、防擦布压合辊;36、防擦布装置驱动气缸;4、胎面贴合装置;41、胎面裁刀驱动气缸;42、胎面裁刀;43、胎面贴合;6、钢丝放置台;60、钢丝;61、放置架;611、放置槽;62、旋转饲服电机;63、钢丝辅助定位器;631、定位齿槽;64、膨胀装置;65、膨胀伸缩气缸;7、取胎装置;71、平移电机;72、上下移动驱动电机;73、取胎盘;75、压接头装置;8、取钢丝装置;81、携带圈;811、钢丝夹;82、驱动气缸;83、滑轨;84、携带圈移动电机;85、钢丝夹移动电机;9、挂胎装置;90、生胎;91、挂胎杆;92、挂胎杆伸缩气缸;93、挂胎杆上下驱动电机;94、生胎中转装置;941、中转挂杆;942、中转架。
具体实施方式
32.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.在本发明的描述中,需要说明的是,如出现术语“中心”、
ꢀ“
上”、
ꢀ“
下”、
ꢀ“
左”、“右”、
ꢀ“
竖直”、
ꢀ“
水平”、
ꢀ“
内”、
ꢀ“
外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,如出现术语“第一”、
ꢀ“
第二”、
ꢀ“
第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
34.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,如出现术语“安装”、
ꢀ“
相连”、
ꢀ“
连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
35.本发明中的头端和尾端以生产作业时传输方向为基准。
36.如图1至9所示,一种自行车胎成型一体机,包括送料后台、成型鼓、钢丝放置装置、取钢丝装置8、材料贴合装置、取胎装置7和挂胎装置9。所述送料后台包括胎面送料装置1和帘子布送料装置2,所述帘子布送料装置2上还设有可移动的帘子布裁断装置22和送料辅助
装置21。
37.如图2所示,帘子布裁断装置22和送料辅助装置21固定在一块,顶部通过滑槽与送料后台滑动连接,根据需要调节帘子布裁断装置的位置,从而控制剪裁的帘子布尺寸。所述帘子布送料装置2设置在所述胎面送料装置1下方。所述帘子布送料装置2包括传输机架和传送带,所述传送带上还依次设有帘子布定长裁切皮带23和帘子布贴合皮带24,所述帘子布裁断装置22和送料辅助装置21可移动式设置在传输机架上,所述帘子布裁断装置22和帘子布定长裁切皮带23沿传输方向设置。所述帘子布裁断装置22包括裁刀221、裁刀槽222、压板气缸223和裁刀驱动装置,所述裁刀221位于所述裁刀槽222上方,所述裁刀221通过压板气缸223下压至裁刀槽内,并通过裁刀驱动装置在所述裁刀槽222长度方向移动。所述送料辅助装置21设置在帘子布裁断装置22前方。所述送料辅助装置21包括真空吸盘211、挡板212和真空吸盘提升装置,所述挡板212上设有通孔213,所述真空吸盘211在提升装置的驱动下穿过所述通孔213在所述挡板212的上方或下方移动。
38.帘子布剪裁时放置在传送带上,在从传送带经过帘子布裁断装置下方时由于热帘子布较为柔软且具有较小的粘性容易粘贴在传送带上从而随传送带经剪裁装置下方向前传动并堆积在传送带与剪裁装置的缝隙处。为此设置送料辅助装置,通过送料辅助装置的真空吸盘将帘子布裁断装置前方的帘子布向上提升,使帘子布经过帘子布裁断装置下方的裁刀和裁刀槽间的缝隙向前传输,从而便于后续的剪裁。通过真空吸盘将帘子布提升一定高度送至裁刀下方,真空吸盘继续提升后由于挡板的作用使真空吸盘与帘子布脱离,便于剪裁并在传送带作用下继续向前传输。
39.所述帘子布送料装置2的尾端设有摆动架25,所述摆动架25邻接设有成型鼓(图中未示出),所述成型鼓上设有真空吸附装置,摆动架与成型鼓相邻设置,但相互独立。摆动架通过气缸驱动装置靠近成型鼓,帘子布上通过摆动架的移动靠近成型鼓后被成型鼓上的真空吸附装置吸住,成型鼓转动使裁断后的帘子布缠绕在成型鼓的工作面上。
40.如图1所示,所述胎面送料装置1的尾端设有胎面贴合装置4,所述胎面贴合装置4的上方设有防擦布贴合装置3。
41.如图5所示,所述成型鼓一侧设有钢丝放置台6和取钢丝装置8,所述成型鼓另一侧设有取胎装置7和挂胎装置9。所述取胎装置7和取钢丝装置8通过滑轨和平移电机安装在机架上。送料后台的传输终端设有机架,成型鼓设置在帘子布送料装置的终端。生胎材料经送料后台送料后,帘子布贴合在成型鼓上,取钢丝装置放置钢丝后经成型鼓反包并贴合防擦布和胎面胶形成生胎,经取胎装置取出后完成。
42.如图3和图4所示,所述钢丝放置台6包括放置架61、钢丝辅助定位器63、膨胀装置64和膨胀伸缩气缸65,所述放置架61间隔、滑动地安装在所述钢丝放置台6上并围合形成空心圆环状,所述膨胀装置64呈圆盘状并滑动安装在所述放置架61内部,所述膨胀伸缩气缸65控制所述膨胀装置64滑动从而改变所述放置架61围绕形成的圆环内径,所述钢丝辅助定位器63可移动式安装在所述钢丝放置台6的内侧,所述钢丝辅助定位器63位于所述放置架61的间隙处,所述放置架61上设有放 置槽611,所述辅助定位器63上设有定位齿槽631,所述定位齿槽631与所述放置槽611位于同一圆心,所述钢丝放置台6通过旋转伺服电机62连接。如图4所示,放置架内部呈倾斜导轨状, 膨胀装置安装在放置架内侧,当膨胀装置沿着放置架内部的导轨移动时,放置架围合形成的圆环直径增大或减小。
43.钢丝放置台设置两个并通过旋转伺服电机连接,一个供料一个备料,交替工作,完成钢丝的人工铺设。使用时,缩小放置架围合形成的圆环,将钢丝放入放置槽内,通过拉出钢丝辅助定位器使钢丝被定位在放置槽内,通过膨胀装置逐渐增大放置架围合形成的圆环,从而使钢丝被紧固在放置槽内,将钢丝定位辅助器向内推,使钢丝辅助定位器隐藏。
44.如图5和图6所示,所述取钢丝装置8包括携带圈81、驱动气缸82、滑轨83、携带圈移动电机84和钢丝夹移动电机85,所述携带圈81内设有钢丝夹811。所述携带圈81由两个或多个弧形圈围合形成,通过驱动气缸控制弧形圈围合形成的携带圈,携带圈直径可通过驱动气缸调整。所述钢丝夹移动电机85带动所述携带圈81在滑轨83上来回移动,所述携带圈的钢丝夹811与所述放置槽611位于同一圆心上。携带圈移动电机84带动整个取钢丝装置8在机架上左右移动。
45.携带圈移动至放置架外通过驱动气缸与放置架同步缩小,使放置架内的钢丝过渡至携带圈的钢丝夹内,通过携带圈移动电机使钢丝移动至成型鼓外围,放置钢丝。携带圈设置左右两个,左右两个携带圈的间距可调节。
46.如图1所示,所述胎面送料装置1包括传输机架和传送带,所述传送带上设有胎面贴合皮带11,所述胎面送料装置1的尾端设有胎面贴合装置4。
47.如图1、图7和图8所示,所述胎面贴合装置4包括胎面贴合千层辊43、胎面裁刀42和胎面裁刀驱动气缸41,所述胎面贴合装置4连接有驱动气缸使所述胎面贴合千层辊43靠近或远离所述成型鼓,所述胎面裁刀驱动气缸41控制所述胎面裁刀42运动。胎面贴合装置通过驱动气缸控制靠近成型鼓后,将胎面贴合成型鼓上的真空吸附装置,将胎面吸附在贴有钢丝的帘子布和防擦布上,成型鼓转动,转动过程中胎面贴合千层辊将胎面压合在成型鼓上。转动一圈后胎面裁刀驱动气缸驱动胎面裁刀将胎面裁断。
48.如图1和图8所示,所述防擦布贴合装置3包括防擦布料盘31、防擦布自动送料气缸32、防擦布导向槽33、防擦布压合辊驱动气缸34、防擦布压合辊35、防擦布装置驱动气缸36和防擦布剪刀。所述防擦布贴合装置3通过防擦布防擦布装置驱动气缸36使所述防擦布贴合装置3靠近或远离所述成型鼓,防擦布自动送料气缸32使防擦布压头贴近成型鼓,将防擦布贴合在成型鼓上。防擦布剪刀通过伸缩气缸控制对防擦布进行剪裁,防擦布压合辊驱动气缸34驱动防擦布压合辊运动,对贴合过程中的防擦布进行压实。
49.防擦布贴合装置的工作方式与胎面贴合装置的工作方式相同。在防擦布贴合装置将防擦布贴合后再通过胎面贴合装置贴合胎面。
50.如图5和图9所示,所述取胎装置7包括移动电机、取胎盘73和伸缩气缸。所述移动电机包括平移电机71和上下移动驱动电机72,所述移动电机与取胎装置7传动连接,所述取胎盘73设置在取胎装置7下方,所述取胎盘73由两个或多个弧形圈围合形成,通过伸缩气缸带动取胎盘弧形圈的直径大小变动。
51.平移电机带动取胎装置在机架上左右移动,上下移动驱动电机通过传输装置带动取胎装置的上下移动,通过左右移动和上下移动使取胎装置将成型鼓上的生胎取出,并移动在压接头装置上将帘子布、防擦布、胎面胶的接头压实,压实后将生胎携带至挂胎装置的挂胎杆上。
52.机架上还设有压接头装置,所述压接头装置75包括上压块和下压块,所述上压块或下压块连接有伸缩气缸。取胎盘由两个或多个,本实施例中有限为两个,通过两个弧形的
装置围绕形成具有开口的圆环状结构,通过伸缩气缸控制取胎装置的圆环直径。压接头装置的下方为取胎盘的空口处,取胎装置移动至上压块和下压块的开口位置时,通过压接头装置的移动可以直接将取胎装置压实,压接头装置将生胎各个材料的贴合接头处进行压实。本实施例中优选为上压块固定在机架上,下压块下方连接有伸缩气缸。
53.如图5和图9所示,所述挂胎装置9包括挂胎杆91、挂胎杆伸缩气缸92和挂胎杆上下驱动电机93,所述挂胎杆91包括间隔设置的挂胎支杆,所述挂胎杆伸缩气缸92与所述挂胎杆91传动连接,所述挂胎杆上下驱动电机93驱动所述挂胎装置9上下移动,挂胎杆通过挂胎杆旋转气缸实现旋转,挂胎杆旋转气缸使挂胎杆圆周旋转90度。
54.如图9所示,本发明还包括生胎中转装置94,所述生胎中转装置94独立设置在所述挂胎装置9前方,所述生胎中转装置94包括中转挂杆941和中转架942,所述中转挂杆941转动设置在所述中转架942上,所述中转架942上设有多组中转挂杆941,所述中转挂杆941水平设置,所述中转挂杆941包括中转支杆,中转支杆位于挂胎杆的下方,所述中转支杆与所述挂胎杆垂直时中转支杆位于所述挂胎支杆的间隙内。
55.当挂胎杆上悬挂满生胎90后(通常为三个),挂胎杆旋转气缸驱动挂胎装置旋转90度,挂胎杆通过另一伸缩气缸驱动挂胎支杆伸出,使挂胎支杆位于中转挂杆的上方,由于中转挂杆位于挂胎支杆的间隙内,当挂胎杆伸缩气缸控制挂胎支杆收回时,生胎下落至中转支杆上。多组中转挂杆可以轮流交替承载生胎。
56.本发明通过送料后台及其上的装置和机架及与之连接的装置,组成一套从送料至各个材料的贴合(包括裁断)至取胎和挂胎最终至中转生胎的装置,整个设备通过各个组件的联动,形成自行车胎成型的一体式设备,大大地减少了人力成本。
57.本发明中的控制零件移动的装置采用伺服电机和伸缩气缸,实现各个组件的活动。
58.以上实施方式仅用于说明本发明,而并非对本发明的限制,有关技术领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可以做出各种变化和变型,因此所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由权利要求限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。