1.本实用新型属于热挤压设备技术领域,尤其涉及一种管模毛坯热挤压成型装置。
背景技术:
2.加工管模毛坯热挤压成型工艺流程:步骤一、设计:根据客户中缸成品尺寸加工余量补量设计热挤压件尺寸,然后设计模具,计算下料尺寸,购买管料;步骤二、下料:用带锯机床把管料锯成自己需要的尺寸;步骤三、加热:用中频加热炉对管料一边变形部位进行加热,非加热区域与加热区域形成自然温度差,在挤压过程中不会变形;步骤四、挤压:将成型需要的模具安装在液压机工作台,管料加热后,用吊车把加热好的管料放进模具型腔,开动液压机,管料加热部分在模具型腔里被挤压,变形,充满模具型腔,定型; 步骤五、重复步骤三、步骤四,对管料另一端进行挤压、变形。
3.研究发现,现有的管模毛坯热挤压成型装置中,其结构较为简单,在挤压、变形操作时,为了防止管模毛坯在挤压时发生滑动,现有技术大多是在变形端的另一端设置挡板,以防止管模毛坯在挤压式发生滑动,而挡板与挤压模具连接,导致其很难根据管模毛坯的长度和尺寸进行调节,无法满足生产需要。
4.基于现有技术中存在的不足,本实用新型公开了一种管模毛坯热挤压成型装置,通过设置止退头,且止退头包括用于管模毛坯未挤压的一端的第一止退头和用于管模毛坯挤压后的一端的第二止退头,且止退头能够通过纵向位移组件、前后位移组件、左右位移组件实现位置的调节,从而能够很好的根据管模毛坯的长度和尺寸进行调节。
技术实现要素:
5.针对现有技术不足,本实用新型的目的在于提供一种管模毛坯热挤压成型装置。
6.本实用新型提供如下技术方案:
7.一种管模毛坯热挤压成型装置,包括工作台,所述工作台的上端设置有挤压模具,所述挤压模具内设置有管模毛坯,所述工作台位于所述挤压模具的左端设置有用于挤压所述管模毛坯端部的冲头,所述工作台位于所述挤压模具的右端设置有防止所述管模毛坯挤压时后退的止退机构,所述止退机构包括止退头、用于使所述止退头上下调节的纵向位移组件、用于使所述止退头前后调节的前后位移组件、用于使所述止退头左右调节的左右位移组件。
8.优选的,所述纵向位移组件包括第一油缸,所述第一油缸呈竖直设置,所述第一油缸的缸体部与所述工作台连接,所述第一油缸的活塞杆端设置有托板,所述托板呈水平设置。
9.优选的,所述托板的四个角位置分别设置有第一导向孔,每个所述第一导向孔内分别设置有第一导向杆,所述第一导向杆呈竖直设置,且所述第一导向杆的下端与所述工作台的上端面连接。
10.优选的,所述托板的正上方水平设置有顶板,四个所述第一导向杆的上端分别与
所述顶板的四个角连接。
11.优选的,所述托板的上端面前后两侧分别设置有挡板,所述前后位移组件包括第二油缸,所述第二油缸呈前后方向设置,所述第二油缸的缸体部与一个所述挡板连接,所述第二油缸的活塞杆端设置有可前后移动的位移块,所述位移块位于两个所述挡板之间位置。
12.优选的,所述位移块的前后两侧面的四个角处分别设置有第二导向孔,每个所述第二导向孔内分别设置有第二导向杆,所述第二导向杆呈水平设置,且所述第二导向杆的两端分别与两个所述挡板连接。
13.优选的,所述止退头通过所述左右位移组件与所述位移块连接。
14.优选的,所述止退头包括第一止退头、第二止退头,所述第一止退头的外部轮廓与所述管模毛坯未挤压的一端内部轮廓相同,所述第二止退头的外部轮廓与所述管模毛坯挤压后的一端内部轮廓相同。所述第一止退头用于所述管模毛坯未挤压的一端,所述第二止退头用于所述管模毛坯挤压后的一端。
15.优选的,所述左右位移组件包括第三油缸、第四油缸,所述第三油缸、第四油缸位于同一水平面上,且所述第三油缸、第四油缸互相平行,所述第三油缸位于所述第四油缸的正前方,所述第三油缸、第四油缸的缸体部均与所述位移块连接,所述第三油缸的活塞杆端通过第一连接座与所述第一止退头连接,所述第四油缸的活塞杆端通过第二连接座与所述第二止退头连接。
16.优选的,所述冲头通过冲头座与压机活塞杆连接,所述冲头的截面呈凸型,且所述冲头位于所述管模毛坯变形端部处的外直径与所述管模毛坯的内直径相同,所述冲头靠近所述冲头座的一端的外直径与所述成型腔的内直径相同,所述第二止退头的形状、尺寸与所述冲头形状、尺寸相同。
17.与现有技术相比,本实用新型具有以下有益效果:
18.本实用新型一种管模毛坯热挤压成型装置,通过设置止退头,且止退头包括用于管模毛坯未挤压的一端的第一止退头和用于管模毛坯挤压后的一端的第二止退头,且止退头能够通过纵向位移组件、前后位移组件、左右位移组件实现位置的调节,从而能够很好的根据管模毛坯的长度和尺寸进行调节。
附图说明
19.为了更清楚地说明本实用新型实施方式的技术方案,下面将实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
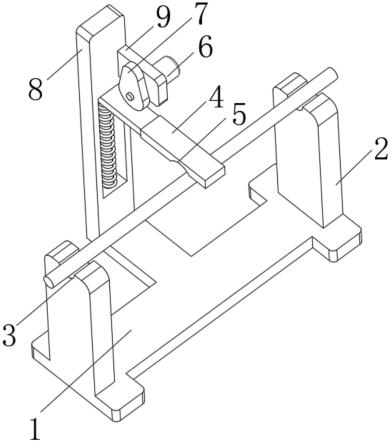
20.图1为本实用新型的止退机构结构示意图。
21.图2为本实用新型的前后位移组件结构示意图。
22.图3为本实用新型的第一止退头作用于管模毛坯未挤压的一端结构示意图。
23.图4为本实用新型的第二止退头作用于管模毛坯挤压后的一端结构示意图。
24.图5为本实用新型的挤压模具结构示意图。
25.图中:1、工作台;2、挤压模具;21、上模座;22、上模具;23、下模座;24、下模具;3、管
模毛坯;4、冲头;51、第一止退头;52、第二止退头;53、顶板;54、第一导向杆;55、挡板;56、第二导向杆;61、第一油缸;62、托板;71、第二油缸;72、位移块;81、第三油缸;82、第四油缸;83、第一连接座;84、第二连接座;9、冲头座;10、压机活塞杆。
具体实施方式
26.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
27.因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
28.请参阅图1-5所示,一种管模毛坯热挤压成型装置,包括工作台1,所述工作台1的上端设置有挤压模具2,所述挤压模具2内设置有管模毛坯3,所述工作台1位于所述挤压模具2的左端设置有用于挤压所述管模毛坯3端部的冲头4,所述工作台1位于所述挤压模具2的右端设置有防止所述管模毛坯3挤压时后退的止退机构,所述止退机构包括止退头、用于使所述止退头上下调节的纵向位移组件、用于使所述止退头前后调节的前后位移组件、用于使所述止退头左右调节的左右位移组件。
29.所述纵向位移组件包括第一油缸61,所述第一油缸61呈竖直设置,所述第一油缸61的缸体部与所述工作台1连接,所述第一油缸61的活塞杆端设置有托板62,所述托板62呈水平设置。
30.所述托板62的四个角位置分别设置有第一导向孔,每个所述第一导向孔内分别设置有第一导向杆54,所述第一导向杆54呈竖直设置,且所述第一导向杆54的下端与所述工作台1的上端面连接。
31.所述托板62的正上方水平设置有顶板53,四个所述第一导向杆54的上端分别与所述顶板53的四个角连接。
32.所述托板62的上端面前后两侧分别设置有挡板55,所述前后位移组件包括第二油缸71,所述第二油缸71呈前后方向设置,所述第二油缸71的缸体部与一个所述挡板55连接,所述第二油缸71的活塞杆端设置有可前后移动的位移块72,所述位移块72位于两个所述挡板55之间位置。
33.所述位移块72的前后两侧面的四个角处分别设置有第二导向孔,每个所述第二导向孔内分别设置有第二导向杆56,所述第二导向杆56呈水平设置,且所述第二导向杆56的两端分别与两个所述挡板55连接。
34.所述止退头通过所述左右位移组件与所述位移块72连接。
35.所述止退头包括第一止退头51、第二止退头52,所述第一止退头51的外部轮廓与所述管模毛坯3未挤压的一端内部轮廓相同,所述第二止退头52的外部轮廓与所述管模毛坯3挤压后的一端内部轮廓相同。所述第一止退头51用于所述管模毛坯3未挤压的一端,所
述第二止退头52用于所述管模毛坯3挤压后的一端。
36.所述左右位移组件包括第三油缸81、第四油缸82,所述第三油缸81、第四油缸82位于同一水平面上,且所述第三油缸81、第四油缸82互相平行,所述第三油缸81位于所述第四油缸82的正前方,所述第三油缸81、第四油缸82的缸体部均与所述位移块72连接,所述第三油缸81的活塞杆端通过第一连接座83与所述第一止退头51连接,所述第四油缸82的活塞杆端通过第二连接座84与所述第二止退头52连接。
37.所述冲头4通过冲头座9与压机活塞杆10连接,所述冲头的截面呈凸型,且所述冲头位于所述管模毛坯变形端部处的外直径与所述管模毛坯的内直径相同,所述冲头靠近所述冲头座的一端的外直径与所述成型腔的内直径相同,所述第二止退头52的形状、尺寸与所述冲头4形状、尺寸相同。
38.所述挤压模具包括上模座21、上模具22、下模座23、下模具24,所述上模具22、下模具截面均呈半圆形,所述上模具、下模具共同围成一圆柱型腔室,且所述上模具、下模具靠近所述冲头的一端设置有用于使所述管模毛坯变形端部镦粗的成型腔。
39.工作原理:当对管模毛坯的一端进行热挤压时,根据管模毛坯的长度、内直径大小选用相适配的第一止退头,并通过纵向位移组件、左右位移组件实现对第一止退头位置的调节,使第一止退头与管模毛坯同轴线,且第一止退头抵在管模毛坯的不变形端,防止其热挤压时发生滑动;当对管模毛坯的另一端进行热挤压时,此时相反的一端已经被热挤压,此时的第一止退头并不能很好的与热挤压后的端部相适应,此时需要用与热挤压后的端部相适应的第二止退头,通过前后位移组件,使第二止退头与管模毛坯同轴线,且第二止退头抵在管模毛坯的热挤压后的端部,防止其另一端热挤压时发生滑动。
40.以上所述,仅为本实用新型的优选实施方式而已,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其发明构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。