1.本技术涉及锂离子电池技术领域,尤其涉及一种电池及电子设备。
背景技术:
2.常见的锂离子电池按照外形分为扣式电池、圆柱形电池和方形电池,以圆柱形电池为例,圆柱形电池主要包括电池壳体和电芯本体,其中,电芯本体位于电池壳体中,电芯本体上焊接有极耳。
3.通常情况下,为了避免极耳与电池壳体相接触而产生短路的现象,往往在极耳与电池壳体之间设置有绝缘带,绝缘带通常为pp材质的绝缘带,或pe与pc的复合带,加工时,将绝缘带环绕包覆在极耳的外周面。
4.然而,上述绝缘带在封装时容易起翘脱落,不利于电池的加工生产。
技术实现要素:
5.为了解决背景技术中提到的至少一个问题,本技术实施例提供一种电池及电子设备,绝缘胶层具有一定的粘性和绝缘性,在保证极耳与壳体不相接触的基础上,还能保证绝缘胶层首尾相互重叠粘接相连,从而避免在封装时,绝缘带容易起翘脱落的风险,最大程度上保证了封装的稳定性,并有利于电池的加工生产。
6.为了实现上述目的,本技术实施例第一方面提供一种电池,包括壳体、电芯本体和位于壳体上的绝缘胶层,所述壳体具有腔体,所述电芯本体位于所述腔体中;
7.所述电芯本体上设置有极耳,所述绝缘胶层环绕设置在所述壳体的内周面上,且所述绝缘胶层环绕包覆极耳。
8.在上述的电池中,可选的是,所述绝缘胶层具有首端和尾端,所述首端和尾端至少部分重叠且粘接相连。
9.在上述的电池中,可选的是,所述首端和尾端之间具有粘接重叠区;其中,沿所述绝缘胶层的延伸方向,所述粘接重叠区的延伸长度不小于3mm,沿垂直于所述绝缘胶层的延伸方向,所述粘接重叠区的延伸长度不小于2mm。
10.在上述的电池中,可选的是,所述绝缘胶层包括第一绝缘胶层,所述第一绝缘胶层位于所述壳体上;
11.所述第一绝缘胶层环绕包覆所述电芯本体,并与所述电芯本体粘接,所述第一绝缘胶层环绕包覆至少部分所述极耳。
12.在上述的电池中,可选的是,所述极耳为平面状,且所述极耳的顶面凸出于所述第一绝缘胶层的端面;
13.所述极耳的顶面与所述第一绝缘胶层的端面之间的差值范围不大于1mm。
14.在上述的电池中,可选的是,所述绝缘胶层还包括第二绝缘胶层,所述第二绝缘胶层的端部与所述第一绝缘胶层的端部相连,所述第二绝缘胶层位于所述第一绝缘胶层的远离所述电芯本体的一侧。
15.在上述的电池中,可选的是,所述第一绝缘胶层的粘性大于所述第二绝缘胶层的粘性。
16.在上述的电池中,可选的是,所述第一绝缘胶层包括第一基材和第一胶层,所述第一胶层包覆在所述第一基材的外周面;
17.第二绝缘胶层包括第二基材和第二胶层,所述第二胶层包覆在所述第二基材的外周面上。
18.在上述的电池中,可选的是,所述第一胶层粘接在所述第一基材的靠近所述电芯本体一侧的端面;
19.和/或,所述第二胶层粘接在所述第二基材的靠近所述电芯本体一侧的端面。
20.在上述的电池中,可选的是,还包括集流片,所述集流片设置在所述极耳的远离所述电芯本体的一端,所述集流片与所述极耳位于所述电芯本体的同侧;
21.沿所述壳体的延伸方向,所述第二绝缘胶层的表面凸出于所述集流片的表面,所述第二绝缘胶层环绕包覆在所述极耳和所述集流片的外周面上。
22.在上述的电池中,可选的是,所述第二绝缘胶层的表面与所述集流片的表面之间的高度差范围不小于3mm;和/或,
23.所述第二绝缘胶层的表面与所述壳体的壳口之间的高度差范围不小于2mm。
24.在上述的电池中,可选的是,还包括顶盖,所述顶盖通过所述集流片连接在所述壳体上,所述顶盖与所述壳体共同围合形成所述腔体。
25.在上述的电池中,可选的是,还包括转接片,所述转接片位于所述顶盖与所述集流片之间,所述顶盖与所述集流片通过所述转接片相连;
26.所述转接片具有弯折部,所述第二绝缘胶层环绕包覆所述弯折部。
27.本技术实施例第二方面还提供一种电子设备,包括电子设备本体和上述的电池,所述电池与所述电子设备本体电性连接,且被配置为向所述电子设备本体提供电能。
28.本技术提供的电池及电子设备,通过设置绝缘胶层,首先,绝缘胶层具有一定的绝缘性,这样,绝缘胶层包覆在极耳的外周面,能够避免极耳与电池壳体直接接触而造成短路的现象;其次,绝缘胶层具有一定的粘性,绝缘胶层环绕粘接在极耳的外周面,并且绝缘胶层的首尾相互重叠且粘接相连,从而在对电池封装时,绝缘胶层不会出现起翘脱落的风险,最大程度上保证了封装的稳定性,并有利于电池的加工生产。
29.除了上面所描述的本技术实施例解决的技术问题、构成技术方案的技术特征以及由这些技术方案的技术特征所带来的有益效果外,本技术实施例提供的电池及电子设备所能解决的其他技术问题、技术方案中包含的其他技术特征以及这些技术特征带来的有益效果,将在具体实施方式中作进一步详细的说明。
附图说明
30.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作以简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
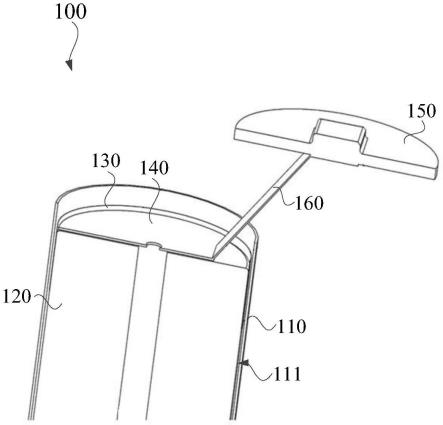
31.图1为本技术实施例提供的电池的结构示意图;
32.图2为本技术实施例提供的电池的正视图;
33.图3为本技术实施例提供的第一绝缘胶层和第二绝缘胶层的剖视图;
34.图4为本技术实施例提供的转接片的结构示意图。
35.附图标记说明:
36.100-电池;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110-壳体;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111-腔体;
37.120-电芯本体;
ꢀꢀꢀꢀꢀꢀ
130-绝缘胶层;
ꢀꢀꢀꢀꢀꢀ
131-第一绝缘胶层;
38.132-第二绝缘胶层;
ꢀꢀ
140-集流片;
ꢀꢀꢀꢀꢀꢀꢀꢀ
150-顶盖;
39.160-转接片;
ꢀꢀꢀꢀꢀꢀꢀꢀ
161-弯折部。
具体实施方式
40.常见的锂离子电池按照外形分为扣式电池、圆柱形电池和方形电池,以圆柱形电池为例,圆柱形电池主要包括电池壳体和电芯本体,其中,电池壳体具有腔体,电芯本体位于电池壳体的腔体中,电芯本体上设置有极耳,极耳主要是通过焊接的方式焊接在电芯本体的靠近壳体壳口的一侧。
41.其中,传统的软包装电池中所使用的极耳,通常是将一条或者几条极耳金属带并排拉成在同一平面内的等距平行线,然后再在这几条相互平行的极耳金属带的两侧面,与金属带垂直的方向拉两条绝缘胶带,这种绝缘胶带通常是pp或pe与pc的复合带,称作极耳胶,极耳胶通过热熔接的方式熔接在金属带的两侧面,从而避免极耳与壳体相接触而导致短路的问题。
42.然而,目前相关技术中所采用的绝缘胶带,不具备一定的粘性,并且在封装时,绝缘胶带的首端与尾端仅相互搭接,并包覆在极耳的外周面上,这样容易导致绝缘胶带出现起翘脱落的风险,从而无法保证电池封装的稳定性,并且也不利于电池的加工生产。
43.因此,为了解决上述技术问题,本技术提供一种电池及电子设备,通过设置绝缘胶层,首先,绝缘胶层具有一定的绝缘性,这样,绝缘胶层包覆在极耳的外周面,能够避免极耳与电池壳体直接接触而造成短路的现象;其次,绝缘胶层具有一定的粘性,这样,绝缘胶层环绕粘接在极耳的外周面,并且第一绝缘胶层的首尾相互重叠且粘接相连,从而在对电芯本体封装时,绝缘胶层不会出现起翘脱落的风险,最大程度上保证了封装的稳定性,并有利于电池的加工生产;再次,还能够有效防止电芯本体封装后,极耳的金属带挤压铝塑膜的壳体内侧,而造成铝塑膜破损或者电化学腐蚀漏液的问题产生。
44.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术所保护的范围。
45.图1为本技术实施例提供的电池的结构示意图,图2为本技术实施例提供的电池的正视图,图3是本技术实施例提供的第一绝缘胶层和第二绝缘胶层的剖视图,图4为本技术实施例提供的转接片的结构示意图。
46.实施例一
47.参见图1至图4所示,本技术实施例提供一种电池100,其中,电池100包括壳体110和电芯本体120,壳体110具有腔体111,电芯本体120位于腔体111中,通过包括腔体111,腔
体111能够对电芯本体120起到防护的作用,从而避免电芯本体120受到外部污染的问题。
48.其中,本实施例中,电芯本体120上设置有极耳,需要说明的是,电池100分为正负极,而极耳则是将正负极从电芯本体120中引出来的金属导电体,极耳分为三种材料:电池100的正极使用铝材料,电池100的负极使用镍材料,或者,电池100的负极也有铜渡镍的材料,它们都是由胶片和金属带两部分复合而成。
49.具体的,极耳可以通过焊接的方式焊接在电芯本体120上,例如:可以采用超声波焊接、激光焊接、铆接、电流储能焊、电流焊接或者点焊等方式,或者,极耳也可以通过其他的方式设置在电芯本体120上,本实施例中对此不做进一步限定。
50.另外,在封装时,壳体110往往是由铝塑膜材质制成,而由于极耳的金属带与铝塑膜均为金属材质,当极耳的金属带与铝塑膜相接触时,金属带与铝塑膜之间会发生短路,因此,参见图1和图2所示,本技术中设置有绝缘胶层130,其中,绝缘胶层130包覆在壳体的内周面上,且绝缘胶层130环绕包覆极耳。
51.这样,第一方面,绝缘胶层130具有一定的绝缘性,能够避免金属带与铝塑膜直接接触而造成短路的现象;第二方面,绝缘胶层130具有一定的粘性,这样,绝缘胶层130环绕粘接在极耳的外周面,从而在对电芯本体120封装时,绝缘胶层130不会出现起翘脱落的风险,最大程度上保证了封装的稳定性,并有利于电池100的加工生产;再一方面,还能够有效防止电芯本体120封装后,极耳的金属带挤压铝塑膜的壳体110内侧,而造成铝塑膜破损或者电化学腐蚀漏液的问题产生。
52.在一种可以实现的方式中,绝缘胶层130具有首端和尾端,绝缘胶层130的首端和尾端粘接相连,以环绕包覆在极耳的外周面上,这样,绝缘胶层130的首端和尾端相互重叠且粘接相连,从而在对电芯本体120封装时,绝缘胶层130不会出现起翘脱落的风险,最大程度上保证了封装的稳定性,并有利于电池100的加工生产。
53.在一种可以实现的方式中,绝缘胶层130的首端和尾端之间具有粘接重叠区,这样在封装时,能够在最大程度上增大绝缘胶层130的首端和尾端之间的粘接面积,从而避免出现粘接不够牢固的问题。
54.具体的,沿绝缘胶层130的延伸方向,粘接重叠区的重叠长度可以不小于3mm,示例性的,粘接重叠区的重叠长度可以为3mm、5mm或者8mm等,同样的,粘接重叠区的重叠宽度可以不小于2mm,示例性的,粘接重叠区的重叠厚度可以为2mm、5mm或者8mm,需要说明的是,本实施例中对于粘接重叠区的重叠长度和重叠宽度均不作进一步限定,具体可以根据实际需要进行设置,只要能够增大绝缘胶层130的首端和尾端之间的粘接面积,避免绝缘胶层130出现起翘脱落的风险均属于本技术的保护范围。
55.在一种可以实现的方式中,参见图3所示,绝缘胶层130包括第一绝缘胶层131,第一绝缘胶层131位于壳体110上,其中,第一绝缘胶层131环绕包覆电芯本体120,并与电芯本体120粘接,第一绝缘胶层131的端部朝向远离壳体110的方向延伸,并环绕包覆至少部分极耳。
56.这样,一方面,第一绝缘胶层131具有一定的绝缘性,能进一步避免极耳的金属带与铝塑膜直接接触而造成短路的现象;第二方面,第一绝缘胶层131具有一定的粘性,能够保证与电芯本体120的粘接效果。
57.在一种可以实现的方式中,极耳为平面状,沿壳体110的延伸方向,极耳的顶面凸
出于第一绝缘胶层131的端面,需要说明的是,本实施例中,极耳设置在电芯本体120上的,具体的,首先将极耳揉平形成一个平面,再将极耳形成的平面设置在电芯本体120上。
58.其中,极耳的顶面与第一绝缘胶层131的端面之间的差值范围不大于1mm,即,一种可以实现的方式为:极耳的顶面与第一绝缘胶层131的端面齐平;这样,第一绝缘胶层131包覆整个极耳。
59.另一种可以实现的方式为:沿壳体110的延伸方向,极耳的顶面高于第一绝缘胶层131的端面,这样,第一绝缘胶层131包覆部分极耳,其中,本实施例中,两者之间的差值范围不大于1mm,示例性的,可以为0.2mm、0.5mm或0.8mm等,本实施例中对此不做进一步限定。
60.在一种可以实现的方式中,参见图3所示,绝缘胶层130还可以包括第二绝缘胶层132,其中,第二绝缘胶层132的端部与绝缘胶层130的端部相连,第二绝缘胶层132位于第一绝缘胶层131的远离电芯本体120的一侧,通过设置第二绝缘胶层132,一方面,第二绝缘胶层132具有一定的绝缘性,能进一步避免极耳的金属带与铝塑膜直接接触而造成短路的现象;第二方面,第二绝缘胶层132具有一定的粘性,能够保证与电芯本体120的粘接效果。
61.在一种可以实现的方式中,第一绝缘胶层131的粘性大于第二绝缘胶层132的粘性,即第二绝缘胶层132可以选用粘性较弱的材料,例如黄胶,第一绝缘胶层131可以选用粘性较强的材料,例如黑胶或者白胶,其中,上述材料的粘性由强到弱依次为白胶、黑胶和黄胶。
62.需要补充的是,白胶的粘结层采用的是cpp,中间功能层是高熔点pp,cpp层的熔点是121摄氏度,具有很好的粘结性;黑胶的粘结层是pp、pe和黑色素的混合层,中间功能层是pen聚酯,pp熔点为137摄氏度,pe熔点为103摄氏度,组成的混合层具有良好的粘结性和柔韧性,粘性较强,机械性能和耐高温性能优异;黄胶的粘结层是pp和pe的混合层,中间功能层是无纺纤维。
63.其中,通过设置第一绝缘胶层131为强粘性,这样能在最大程度上保证第一绝缘胶层131与电芯本体120的粘接效果;通过设置第二绝缘胶层132为弱粘性,这样,一方面,能保证第二绝缘胶层132的首尾两端可以粘接在一起,从而避免发生起翘脱落的风险,另一方面,也能够避免粘性过大而使得第二绝缘胶层132粘接在其他部位、或者自身粘接在一起而造成失效的问题。
64.具体的,第一绝缘胶层131可以包括第一基材和第一胶层,第一胶层包覆在第一基材的外周面,其中,第一基材的厚度不小于0.06mm,第一胶层的厚度不小于0.02mm,示例性的,第一胶层的厚度可以为0.02mm、0.05mm或者0.08mm。
65.同样的,第二绝缘胶层132可以包括第二基材和第二胶层,第二胶层包覆在第二基材的外周面上,其中,第二基材的厚度不小于0.06mm,第二胶层的厚度不小于0.02mm,示例性的,第二胶层的厚度可以为0.02mm、0.05mm或者0.08mm。
66.需要说明的是,本实施例中,对于第一绝缘胶层131和第二绝缘胶层132的厚度均不作进一步限定,具体可以根据实际需要进行设置。
67.在一种可以实现的方式中,第一绝缘胶层131的靠近电芯本体120一侧的端面为粘性区,第一绝缘胶层131的远离电芯本体120一侧的端面为非粘性区,也就是说,第一胶层粘接在第一基材的靠近电芯本体120一侧的端面,这样,能保证第一绝缘胶层131与极耳的金属带之间的粘接性,并且能够避免第一绝缘胶层131粘接在壳体110上而造成失效的问题。
68.同样的,第二绝缘胶层132的靠近电芯本体120一侧的端面为粘性区,第二绝缘胶层132的远离电芯本体120一侧的端面为非粘性区,也就是说,第二胶层粘接在第二基材的靠近电芯本体120一侧的端面,这样,能保证第二绝缘胶层132与电芯本体120之间的粘接性,并且能够避免第二绝缘胶层132粘接在壳体110上而造成失效的问题。
69.在一种可以实现的方式中,参见图1所示,还可以包括集流片140,集流片140设置在极耳的远离电芯本体120的一端,集流片140与极耳位于电芯本体120的同侧,其中,集流片140可以通过焊接的方式焊接在电芯本体120上,例如:可以采用超声波焊接、激光焊接、铆接、电流储能焊、电流焊接或者点焊等方式,或者,也可以通过其他的方式设置在电芯本体120上,本实施例中对此不做进一步限定。
70.需要补充的是,集流片140是电池100的重要组成部分,其作用是连接电池100极板和电池100壳体110的导电桥梁,其中,沿壳体110的延伸方向,第二绝缘胶层132的的表面凸出于集流片140的表面,第二绝缘胶层132环绕包覆在极耳和集流片140的外周面,这样,能够在最大程度上将极耳完全包覆,从而使其无法与壳体110接触而造成短路。
71.在一种可以实现的方式中,第二绝缘胶层132的表面与集流片140的表面之间的高度差范围不小于3mm,示例性的,两者之间的高度可以为3mm、5mm或者8mm。通过对绝缘胶层130的表面与集流片140的表面之间的高度差范围进行限定,这样,能够保证在最大程度上将极耳完全包覆,从而使其无法与壳体110接触而造成短路。
72.另外,第二绝缘胶层132的表面与壳体110的壳口之间的高度差范围不小于2mm,示例性的,两者之间的高度差可以为2mm、5mm或者8mm,通过对第二绝缘胶层132的表面与壳体110的壳口之间的高度范围进行限定,使得有足够的空间对极耳进行包覆。
73.在一种可以实现的方式中,参见图1所示,还可以包括顶盖150,其中,集流片140作为导电桥梁,将顶盖150连接在壳体110上,通过包括顶盖150,顶盖150于壳体110相连,顶盖150与壳体110共同围合成腔体111,从而能进一步对电芯本体120起到防护的作用。
74.在一种可以实现的方式中,参见图1和图4所示,还可以包括转接片160,其中,转接片160位于顶盖150与集流片140之间,这样,顶盖150与集流片140可通过转接片160实现相连。
75.需要说明的是,本实施例中的转接片160为软材质,转接片160上具有弯折部161,并且第二绝缘胶层132环绕包覆弯折部161,通过设置弯折部161,这样,使得顶盖150与集流片140之间的连接面积增大,从而连接效果更好。
76.实施例二
77.在上述实施例一的基础上,本技术实施例二还提供一种电子设备,包括电子设备本体和上述的电池100,其中,电池100与电子设备本体电性连接,且被配置为向电子设备本体提供电能。
78.需要说明的是,本实施例中的电子设备可以是可穿戴电子设备,例如:可以是手表、手机、运动手环等,电子设备本体可以为上述可穿戴设备的外壳,电池100位于外壳中;或者,电子设备可以为其他电子产品,例如电脑等;或者,电子设备还可以是医疗中使用的医用电子设备等,本实施例中对此不做进一步限定,只要是任何需要提供电能的电子设备即可。
79.其他技术特征与实施例一相同,并能达到相同的技术效果,在此不再一一赘述。
80.本实施例中提供的电子设备,通过包括电池100,电池100中设置有绝缘胶层130,首先,绝缘胶层130具有一定的绝缘性,这样,绝缘胶层130包覆在极耳的外周面,能够避免极耳与电池100壳体110直接接触而造成短路的现象;其次,绝缘胶层130具有一定的粘性,这样,绝缘胶层130环绕粘接在极耳的外周面,并且绝缘胶层130的首尾相互重叠且粘接相连,从而在对电池100封装时,绝缘胶层130不会出现起翘脱落的风险,最大程度上保证了封装的稳定性,并有利于电池100的加工生产;再次,还能够有效防止电芯本体120封装后,极耳的金属带挤压铝塑膜的壳体内侧,而造成铝塑膜破损或者电化学腐蚀漏液的问题产生。
81.在本技术的描述中,需要理解的是,所使用的术语“中心”、“长度”、“宽度”、“厚度”、“顶端”、“底端”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”“轴向”、“周向”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的位置或原件必须具有特定的方位、以特定的构造和操作,因此不能理解为对本技术的限制。
82.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个、三个等,除非另有明确具体的限定。
83.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等应做广义理解,例如可以是固定连接,也可以是可拆卸连接,或成为一体;可以是机械连接,也可以是电连接或者可以互相通讯;可以是直接相连,也可以通过中间媒介间接相连,可以使两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
84.在本技术中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
85.最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。