1.本发明涉及抑制了粘接于外装体的弯曲弹性部件的端部的拉入的短裤型一次性尿布。
背景技术:
2.短裤型一次性尿布具有:外装体,其具有前身部分和后身部分;和包含吸收体的内装体,其固定于该外装体的内表面,所述外装体的前身部分和后身部分在两侧部处接合而形成侧封部,由此形成腰开口部和左右一对的腿开口部。
3.在短裤型一次性尿布的穿着者大量排尿的情况下,吸收体吸收尿而使得吸收体的重量增加,因此尿布的裆间部向下方垂下。其结果是,在穿着者的肌肤与尿布之间产生间隙,从而有可能发生尿液泄漏。这样,为了防止在排尿后尿布的合身性降低,在腿部周围配置有弯曲弹性部件的尿布被制造和销售。通过利用该弯曲弹性部件将尿布的裆间部上提,由此抑制尿液泄漏的发生。
4.在尿布的制造工序中,在弯曲弹性部件自身上直接涂敷粘接剂是有风险的。例如,弯曲弹性部件穿过定位引导件,该定位引导件在与生产线方向垂直的方向上往复移动,从而弯曲弹性部件成为弯曲形状。因此,在将粘接剂直接涂敷于弯曲弹性部件的情况下,当定位引导件往复移动时,存在粘接剂飞散到生产线上的风险。因此,例如采用了如下方法:在成为外装体的基础的2张布状的片中的下侧的片的上表面上涂敷粘接剂后,在该涂敷的粘接剂上载置弯曲弹性部件,进而在其上覆盖上侧的片,在将弯曲弹性部件夹入上下的片之间的状态下,利用辊从上下对其按压而进行热熔粘接。在像这样将弯曲弹性部件粘接于2张片之间后,在横截方向(与片的传送方向垂直的方向)上以规定的间隔将2张布状的片切断,由此制成各个尿布的原型。伴随着该片的切断,弯曲弹性部件也同时被切断,但是,由于弯曲弹性部件的直径通常较细,因此弯曲弹性部件与下侧片的接触面积较少而使得粘接不强,因此,存在弯曲弹性部件的端部容易被朝向尿布的宽度方向内侧拉入的问题。若发生弯曲弹性部件的拉入,则收缩力难以作用于尿布的宽度方向端部,因此会导致尿布在宽度方向端部处的合身性降低。
5.并且,作为与本发明相关的现有技术文献,可以列举出下述的专利文献1。在该专利文献1中,公开了以伸长状态配置有腿部褶裥形成用的腿部弹性部件的吸收性物品。腿部弹性部件在下裆部被切断,在吸收体存在的部位不显现弹性伸缩性。而且,具有不显现该弹性伸缩性的部分的、腿部弹性部件的规定的部位借助第2固定构件被固定于吸收性物品的构成材料。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2002-035030号公报
技术实现要素:
9.发明所要解决的课题
10.为了解决前述的问题,可以考虑在弯曲弹性部件的端部涂敷其他粘接剂来提高弯曲弹性部件的粘接强度的方法。但是,在通常的情况下,由于弯曲弹性部件的端部位于侧封部,因此,在对弯曲弹性部件的端部涂敷其他粘接剂的情况下,涂敷于侧封部的粘接剂的量增加。该侧封部的粘接大多是通过与前述的弹性伸缩部件不同的粘接方法、例如超声波粘接来进行的。此时,如果在进行超声波粘接时在两个片之间涂敷有较多的粘接剂,则存在超声波难以传递、从而侧封部的粘接强度容易降低的问题。另外,在对侧封部进行超声波粘接时,存在这样的倾向:在上下的片之间未夹杂着杂质的情况下,密封部的粘接强度变高。由于弯曲弹性部件的粘接剂也包含在前述的杂质中,因此,若考虑提高侧封部的粘接强度,则存在尽可能地减少侧封部的粘接剂的量为好这样的问题。另外,若侧封部的粘接剂的量较多,则存在如下担忧:粘接剂从位于侧封部的片的外表面渗出,并附着于制造装置中的用于片的搬运的输送机等上。进而,由于侧封部的粘接剂的量较多,使得位于侧封部的片的一部分的柔软性丧失,因此也存在这样的问题:在该一部分与穿着者的肌肤接触时,容易感觉到不快感。
11.因此,本发明的主要课题在于提供如下这样的短裤型一次性尿布,其抑制了弹性伸缩部件的端部的拉入,并且防止了侧封部的粘接力的降低。
12.用于解决课题的手段
13.用于解决该课题的方式如下。
14.<第1方式>
15.一种短裤型一次性尿布,其特征在于,
16.所述短裤型一次性尿布具备形成前身部分和后身部分的外装体,
17.所述前身部分中的所述外装体的两侧部和所述后身部分中的所述外装体的两侧部分别接合在一起而形成侧封部,由此形成腰开口部和左右一对腿开口部,
18.在所述外装体中的所述前身部分和所述后身部分的至少一方通过粘接剂粘接有弯曲弹性部件,所述弯曲弹性部件从一个所述侧封部起弯曲地延伸到另一个所述侧封部,
19.涂敷于与所述侧封部的宽度方向内侧相邻的相邻区域中的所述粘接剂的涂敷量比涂敷于所述侧封部的宽度方向外侧的所述粘接剂的涂敷量多。
20.(作用效果)
21.第1方式的短裤型一次性尿布的特征在于,涂敷在与侧封部的宽度方向内侧相邻的相邻区域中的粘接剂的涂敷量较多。弯曲弹性部件的端部位于相邻区域,通过增加涂敷于该相邻区域的粘接剂的涂敷量,弯曲弹性部件的端部与外装体的粘接变得比现有制品更加牢固。其结果是,与现有制品相比,能够更加抑制弯曲弹性部件的端部被向尿布的宽度方向内侧拉入的情况。
22.另外,第1方式的短裤型一次性尿布的特征也在于,涂敷于侧封部的宽度方向外侧的粘接剂的涂敷量较少。如前述那样,若涂敷于侧封部的宽度方向外侧的粘接剂的量较多,则存在侧封部的粘接力降低的问题,因此,在本方式中,通过减少侧封部的宽度方向外侧的粘接剂涂敷量,防止了侧封部的粘接力降低的情况。同时,也能够防止粘接剂从侧封部的宽度方向外侧端部漏出。而且,也能够防止如下情况:粘接剂漏出到侧封部的外表面而变硬,
穿着者接触到该变硬的部分而感觉到不快感。
23.<第2方式>
24.根据第1方式的短裤型一次性尿布,其中,涂敷于所述相邻区域的所述粘接剂的涂敷量比涂敷于所述侧封部的所述粘接剂的涂敷量多。
25.(作用效果)
26.第2方式的短裤型一次性尿布的特征在于,涂敷于侧封部的整体的粘接剂的涂敷量较少。通过减少侧封部整体的粘接剂涂敷量,由此,与在侧封部的一部分存在粘接剂涂敷量多的部分的情况相比,能够进一步防止侧封部的粘接力的降低。而且,由于粘接剂从侧封部漏出到外表面的可能性进一步降低,因此能够进一步减少如前述那样导致穿着者感觉到不快感的机会。
27.<第3方式>
28.根据第1方式的短裤型一次性尿布,其中,涂敷于所述侧封部的宽度方向内侧和所述相邻区域的所述粘接剂的涂敷量比涂敷于所述侧封部的宽度方向外侧的所述粘接剂的涂敷量多。
29.(作用效果)
30.在尿布的制造中,不容易以增加涂敷于相邻区域的粘接剂的涂敷量、减少涂敷于侧封部整体的粘接剂的涂敷量的方式针对尿布的每个部分准确地改变粘接剂的涂敷量。其原因在于,在尿布的制造现场,成为外装体的基础的带状的片材以高速移动,因此,通常难以间歇地变更要对该高速移动中的片材涂敷的粘接剂的涂敷量,并且难以以相邻区域与侧封部的边界部为界来严格地划分该涂敷量。
31.因此,在第3方式中构成为,不仅对于相邻区域、而且对于侧封部的宽度方向内侧部分也增多粘接剂的涂敷量。由于侧封部的宽度方向内侧部分在宽度方向上具有一定程度的距离,因此,与以侧封部与相邻区域的边界部来划分粘接剂的涂敷量的情况相比,涂敷部位的控制变得容易。而且,由于涂敷于侧封部的宽度方向外侧的粘接剂的涂敷量保持较少的状态,因此也能够防止粘接剂从侧封部的宽度方向外侧端部漏出。
32.<第4方式>
33.根据第1~第3中的任意1个方式的短裤型一次性尿布,其中,在所述侧封部的宽度方向外侧没有所述弯曲弹性部件。
34.(作用效果)
35.第4方式的短裤型一次性尿布的特征在于,在侧封部的宽度方向外侧不存在弯曲弹性部件。若在侧封部的宽度方向外侧存在弯曲弹性部件,则会在侧封部的宽度方向外侧产生由弯曲弹性部件引起的凹凸,并且在该凹凸部分处,会在弯曲弹性部件的外周与外装体之间产生间隙,因此,粘接剂容易通过该间隙从侧封部的宽度方向外侧端部渗出。在本方式中,为了防止这样的粘接剂的渗出,在侧封部的宽度方向外侧没有弯曲弹性部件。
36.发明效果
37.如上所述,根据本发明,能够提供如下这样的短裤型一次性尿布:弹性伸缩部件的端部的拉入得到抑制,并且防止了侧封部的粘接力的降低。
附图说明
38.图1是展开状态下的短裤型一次性尿布的俯视图(内表面侧)。
39.图2是展开状态下的短裤型一次性尿布的俯视图(外表面侧)。
40.图3是沿图1中的c-c线的剖视图。
41.图4是沿图1中的a-a线的剖视图。
42.图5是沿图1中的b-b线的剖视图。
43.图6是短裤型一次性尿布在穿着状态下的立体图。
44.图7是示出粘接腰部弹性部件、腰围弹性部件的粘接剂的涂敷图案的一例的俯视图。
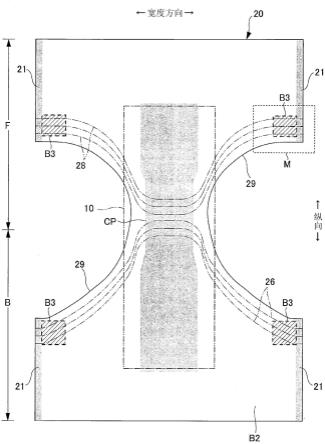
45.图8是示出粘接弯曲弹性部件、腰围弹性部件的粘接剂的涂敷图案的俯视图。
46.图9是示出粘接弯曲弹性部件的粘接剂的涂敷量较多的部分的俯视图。并且,减少了粘接剂的涂敷量的区域的显示被省略。
47.图10是图9的m部分的放大图。(10a)和(10b)是不同的实施方式,减少了粘接剂的涂敷量的区域不同。
48.图11是图10的变形例。(11a)和(11b)是不同的实施方式,增加了粘接剂的涂敷量的区域不同。
具体实施方式
49.下面,参照附图对本发明的一个实施方式进行详细的说明。另外,“伸长率”这一术语是指设自然长度为100%时的值。
50.图1~图6示出了实施方式的短裤型一次性尿布1。该短裤型一次性尿布1(以下,仅称作尿布。)具有:外装体20,其构成前身部分f和后身部分b;和内装体10,其被固定于该外装体20的内表面而成为一体,内装体10是在透液性正面片11与不透液性背面侧片12之间夹装吸收体13而成的。在制造时,在内装体10的背面通过热熔粘接剂g等接合手段固定于外装体20的内表面(上表面)之后,内装体10和外装体20在前身部分f和后身部分b的边界、即纵向(前后方向)中央处被折叠,它们的两侧部相互通过超声波粘接等(也可以是热熔接、热熔粘接剂)接合在一起而形成侧封部21,由此,成为形成有腰开口部和左右一对腿开口部的短裤型一次性尿布。
51.(外装体的结构例)
52.也如图3~图5所示,外装体20分别为由上层无纺布20a和下层无纺布20b(即,在该方式中,下层无纺布为最外侧无纺布)构成的2层结构的无纺布片,在上层无纺布20a与下层无纺布20b之间、以及将下层无纺布20b在腰开口缘处向内表面侧折返而成的折返部分20c的无纺布之间配设有各种弹性部件,从而赋予伸缩性。通过用于形成在两侧部的各自的中间形成的腿开口部的、凹状的腿围线29,平面形状整体形成为类似沙漏形状。
53.特别是,在图示方式的外装体20中,作为弹性部件,在图1~图2所示的展开形状中,具有:腰部弹性部件24,其配置于腰开口部附近23;和多个腰围弹性部件25,它们在纵向上隔开间隔地沿着宽度方向配置于前身部分f和后身部分b,并且,在前身部分f和后身部分b各自中,除了腰围弹性部件群25之外,还具有多根弯曲弹性部件26、28,它们以从一个侧封部21沿着一个腿开口部朝向裆间部并横穿裆间部、并且沿着另一个腿开口部到达另一个侧
332913号公报所记载的技术来制造。另外,为了在内装体10上将弯曲弹性部件26、28切断而使其不连续,优选采用日本特开2002-35029号公报、日本特开2002-178428号公报以及日本特开2002-273808号公报所记载的切断方法。
60.也可以与图示例不同地将弯曲弹性部件仅设置于前身部分f和后身部分b中的任意一方。另外,在将弯曲弹性部件26、28设置于前身部分f和后身部分b双方的情况下,也能够采用配置于前身部分f侧的弯曲弹性部件的群的一部分或全部、和配置于后身部分b侧的弯曲弹性部件的群的一部分或全部相交叉的形态(未图示),但是,下述形态是优选的:如图示例那样,配置于前身部分f侧的弯曲弹性部件28的群和配置于后身部分b侧的弯曲弹性部件26的群在前后方向中间部(特别是在稍微偏向前身部分f的位置)处在纵向上分离而没有互相交叉。
61.而且,弯曲弹性部件26、28也可以在整体上不弯曲,也可以局部地具有直线状的部分。
62.弹性部件24~26、28在固定时的伸长率可以适当确定,但在通常的儿童用尿布的情况下,腰部弹性部件24可以为大约230~320%,腰围弹性部件25可以为大约230~320%,弯曲弹性部件26、28可以为大约160~300%。
63.(弹性部件的基于热熔粘接剂的固定)
64.腰部弹性部件24、腰围弹性部件25以及弯曲弹性部件26、28被夹在构成外装体20的一对片层20a、20b之间,并且通过热熔粘接剂粘接固定于这些片层20a、20b,该热熔粘接剂的涂敷量会较大地影响外装体20的柔软性。因此,如图7所示,用于固定腰部弹性部件24及腰围弹性部件25的粘接剂的涂敷部位b1优选仅在腰部弹性部件24的配置部分及其附近、腰围弹性部件25的配置部分及其附近。
65.图7示出了制造工序中的热熔粘接剂的涂敷部位b1,用于将腰部弹性部件24和腰围弹性部件25固定于两个片层20a、20b的热熔粘接剂实质上仅被涂敷于各弹性部件24、25的配置部位及其附近。这样的粘接剂涂敷能够通过如下方式来实现:利用两个片层20a、20b夹持在外周面涂敷有粘接剂的弹性部件24、25,这样的针对弹性部件24、25的外周面的粘接剂涂敷例如能够通过nordson公司的上胶喷嘴来进行。
66.图8示出了制造工序中的热熔粘接剂的涂敷部位b2,弯曲弹性部件26、28示出了如双点划线所示那样横穿内装体10的部分的切断前的状态。另外,在图8中,为了容易观察附图,方便起见省略了腰部弹性部件24和腰围弹性部件25的显示。如图8所示,热熔粘接剂也被涂敷于一次性尿布的大致整面(涂敷部位b2的位置)。这用于上层无纺布20a与下层无纺布20b之间的粘接,并且用于腰围弹性部件25和弯曲弹性部件26、28的粘接。此外,在尿布的制造中,在初始的工序中,上层无纺布20a或下层无纺布20b是布状的片,在腿围线29的内侧的部分(供穿着者的脚插入的部分)也存在无纺布,因此,在该部分也涂敷有粘接剂,但该部分在后续的工序中被切掉。并且,图8所示的粘接剂通常被涂敷于上层无纺布20a和下层无纺布20b的任意一方。
67.在上述内容中,如图7和图8所示,对通过在涂敷部位b1、b2双方涂敷粘接剂来制造尿布的情况进行了说明。如图10的10a所示,本发明的特征在于,在粘接剂的涂敷中,涂敷在与侧封部21的宽度方向内侧相邻的相邻区域n1中的粘接剂的涂敷量比涂敷在侧封部21的宽度方向外侧的区域n2中的粘接剂的涂敷量多。
68.在图9中,示出了在与侧封部21的宽度方向内侧相邻的相邻区域n1中涂敷了与在图7、图8中涂敷的粘接剂不同的粘接剂的情况。将涂敷了该粘接剂的部位表示为涂敷部位b3。通过像这样涂敷其他粘接剂,能够增多相邻区域n1的粘接剂的涂敷量。其结果是,与未涂敷该粘接剂的区域(特别是侧封部21的宽度方向外侧的区域n2)相比,相邻区域n1的粘接剂的涂敷量变多。此外,通过增多相邻区域n1的粘接剂的涂敷量,弯曲弹性部件26、28的端部被牢固地粘接于上层无纺布20a或下层无纺布20b,因此能够抑制弯曲弹性部件26、28的端部的拉入。在图10和图11中,示出了:腹侧弯曲弹性部件28的端部被牢固地粘接的结果是,腹侧弯曲弹性部件28的拉入部分28a较少。另外,通过减少侧封部21的宽度方向外侧区域n2的粘接剂的涂敷量,能够防止粘接剂从侧封部21的宽度方向外侧端部向外侧漏出。另外,如前所述,由于存在涂敷于侧封部21的粘接剂的量越增加则侧封部21的粘接强度越降低的问题,因此,通过减少侧封部21的宽度方向外侧区域n2的粘接剂的涂敷量,防止了侧封部21的粘接强度的降低。
69.在图10的10a中,示出了:仅在侧封部21的宽度方向外侧区域n2形成有粘接剂的涂敷量少的部位b4。但是,更优选如图10的10b所示那样,在侧封部21的宽度方向内侧的区域也形成粘接剂的涂敷量少的部位b4。这是因为,涂敷于侧封部21的粘接剂的量越少,越能够防止侧封部21的粘接强度的降低。另外,涂敷于侧封部21的粘接剂的量越少,越能够防止如下情况:粘接剂漏出至侧封部21的外表面而变硬,从而穿着者触碰到该变硬的部分而感觉出不快感。
70.在图11中示出了另一实施方式。图11的11a是这样的形态:粘接剂的涂敷量多的部位b3不仅形成于相邻区域n1,而且还形成于侧封部21的宽度方向内侧。若涂敷于侧封部21的粘接剂的量变多,则侧封部21的粘接强度降低,因此,若从该观点考虑,则11a的形态不优选。但是,在制造工序中,由于上层无纺布20a和下层无纺布20b高速移动,因此难以仅在上层无纺布20a和下层无纺布20b的规定的位置(相邻区域n1)间歇地涂敷粘接剂。因此,即使涂敷在比相邻区域n1稍靠宽度方向外侧的位置,这也是允许的范围。
71.图11的11b示出了这样的形态:在相邻区域n1的宽度方向外侧部分(n3的部分)不存在粘接剂的涂敷量多的部位b3。通过设为这样的形态,腹侧弯曲弹性部件28的拉入部分28a不与侧封部21重叠。若在侧封部21存在腹侧弯曲弹性部件28,则会产生由侧封部21的腹侧弯曲弹性部件28引起的凹凸,并且在该凹凸部分处,会在腹侧弯曲弹性部件28的外周与外装体之间产生间隙,因此,粘接剂容易通过该间隙从侧封部21的宽度方向外侧端部渗出。在本方式中,由于腹侧弯曲弹性部件28的拉入部分28a不与侧封部21重叠,因此能够防止这样的粘接剂的渗出。此外,在图10的10a、10b的形态中,在侧封部21的宽度方向外侧的区域n2中也不存在腹侧弯曲弹性部件28的拉入部分28a。这是因为,涂敷于侧封部21的宽度方向外侧的区域n2中的粘接剂的量较少。因此,下述的担忧较少:在侧封部21的宽度方向外侧的区域n2中,产生由腹侧弯曲弹性部件28引起的凹凸,并且在该凹凸部分处,在腹侧弯曲弹性部件28的外周与外装体之间产生间隙,因此,粘接剂通过该间隙从侧封部21的宽度方向外侧端部渗出。
72.在以上的说明中,示出了这样的形态:为了形成粘接剂的涂敷量多的部位b3而涂敷与图7或图8的粘接剂不同的新的粘接剂,但是,并不限定于这样的形态。例如,在如图8所示那样涂敷于涂敷部位b2的粘接剂中,也可以通过使与相邻区域n1相当的部分的涂敷量比
其他部分多来形成粘接剂的涂敷量多的部位b3。
73.并且,在本实施方式的说明中,侧封部21的宽度方向外侧是指在将侧封部的宽度大致一分为二时位于宽度方向外侧的部分,侧封部21的宽度方向内侧是指在将侧封部的宽度大致一分为二时位于宽度方向内侧的部分。另外,前述的相邻区域n1是指:以侧封部21的宽度方向内侧端缘为起点,从此处到向宽度方向内侧离开5~60mm的部分为止的区域。
74.在粘接剂的涂敷量多的部位b3中涂敷的粘接剂的量为大约11~25g/m2,在粘接剂的涂敷量少的部位b4中涂敷的粘接剂的量为大约1~5g/m2。另外,粘接剂的涂敷量多的部位b3的涂敷量是粘接剂的涂敷量少的部位b4的涂敷量的约2~25倍的量。
75.另外,在图9中,对前身部分f的腹侧弯曲弹性部件28和后身部分b的背侧弯曲弹性部件26双方设置了粘接剂的涂敷量多的部位b3,但也可以仅对任意一方设置。并且,粘接剂的涂敷量多的部位b3或粘接剂的涂敷量少的部位b4只要仅设置在腹侧弯曲弹性部件28或背侧弯曲弹性部件26所存在的区域中即可。即,不需要设置于在纵向上远离腹侧弯曲弹性部件28或背侧弯曲弹性部件26的位置。具体而言,只要设置于在纵向上与腹侧弯曲弹性部件28或背侧弯曲弹性部件26分离0.5~10mm的范围内即可。例如,在图10的10a所示的实施方式中,使3根腹侧弯曲弹性部件28在纵向上隔开规定的距离分离,且将它们大致平行地配置。此时,只要将从最靠腹侧的腹侧弯曲弹性部件28t中的上端部分(在图10a中,相当于腹侧弯曲弹性部件28的外侧部分)向上侧(腹侧)离开0.5~10mm的位置(即,t1为0.5~10mm)作为粘接剂的涂敷量多的部位b3的上端即可。同样地,只要将从最靠裆间侧的腹侧弯曲弹性部件28u中的上端部分(在图10a中,相当于腹侧弯曲弹性部件28的外侧部分)向下侧(裆间侧)离开0.5~10mm的位置(即,u1为0.5~10mm)作为粘接剂的涂敷量多的部位b3的下端即可。此外,从制造的容易性等观点出发,优选将最靠腹侧的腹侧弯曲弹性部件28t与最靠裆间侧的腹侧弯曲弹性部件28u之间的部分全部设为粘接剂的涂敷量多的部位b3。因此,在腹侧弯曲弹性部件28为3根的情况下,粘接剂的涂敷量多的部位b3在纵向上的长度p1优选为大约15~50mm。
76.在上述的说明中,对形成于腹侧弯曲弹性部件28的周围的粘接剂的涂敷量多的部位b3进行了说明,但是,形成于背侧弯曲弹性部件26的周围的粘接剂的涂敷量多的部位b3也是同样的值。进而,关于粘接剂的涂敷量少的部位b4在纵向上的范围,可以认为是与所述粘接剂的涂敷量多的部位b3相同的范围。
77.另外,在形成粘接剂的涂敷量多的部位3时,在涂敷与图8所示的整面涂敷的粘接剂不同的加强用的粘接剂(用于防止弯曲弹性部件26、28的端部的拉入的加强用的粘接剂)的情况下,可以对与涂敷了整面涂敷的粘接剂的片材(例如下层无纺布20b)相反一侧的片材(例如上层无纺布20a)涂敷加强用的粘接剂。另外,整面涂敷的粘接剂是成为上层无纺布20a与下层无纺布20b的粘接、以及配置在它们之间的弯曲弹性部件26、28的粘接的基础的粘接剂,加强用的粘接剂是用于防止弯曲弹性部件26、28的端部的拉出的粘接剂。整面涂敷的粘接剂和加强用的粘接剂可以采用不同种类的粘接剂,也可以采用相同种类的粘接剂。整面涂敷的粘接剂和加强用的粘接剂没有特别限定,例如可以使用热熔粘接剂。另外,热熔粘接剂没有特别限定,例如可以使用eva系、粘合橡胶系(弹性体系)、烯烃系、聚酯聚酰胺系等种类的热熔粘接剂。
78.(内装体的结构例)
79.如图4~图6所示,内装体10具有吸收体13介于由无纺布等构成的透液性正面片11与由聚乙烯等构成的不透液性背面侧片12之间的结构,其对透过了正面片11的排泄液进行吸收保持。
80.作为覆盖吸收体13的正面侧(肌肤接触面侧)的透液性正面片11,优选使用有孔或无孔的无纺布、或者多孔性塑料片等。构成无纺织布的面料纤维除了能够使用聚乙烯或聚丙烯等烯烃系、聚酯系、以及聚酰胺系等合成纤维之外,还能够使用人造纤维或铜氨纤维等再生纤维、以及棉等天然纤维,从而能够使用通过水刺法、纺粘法、热轧法、熔喷法、针刺法等适当的加工方法所得到的无纺布。在这些加工方法中,水刺法在富于柔韧性和悬垂性的方面优异,热轧法在膨松和柔软方面优异。在透液性正面片11上形成有多个透孔的情况下,尿等被迅速地吸收,干爽性变得优异。透液性正面片11将吸收体13的侧缘部卷入并延伸至吸收体13的背面侧。
81.关于覆盖吸收体13的背面侧(非肌肤接触面侧)的不透液性背面侧片12,虽然可以使用聚乙烯或聚丙烯等不透液性塑料片,但近年来从防止闷湿的观点考虑而优选使用具有透湿性的片。该阻水/透湿性片是通过下述方法获得的微多孔性片:将无机填充材料在例如聚乙烯或聚丙烯等烯烃树脂中熔融混炼而形成片之后,沿单轴或双轴方向拉伸。
82.作为吸收体13,可以使用公知的吸收体,例如使用以纸浆纤维的积纤体、醋酸纤维素等长丝的集合体、或者无纺布为基础并根据需要将高吸收性聚合物混合、固定等而成的吸收体,在图示例中,使用了将平面形状成形为大致方形状的吸收体,其宽度尺寸为不会因与裆间部的抵接而给穿着者带来僵硬感的尺寸宽度。考虑到形状和对聚合物的保持等,可以根据需要而利用绉纸等具有透液性和液体保持性的包装片14来包装该吸收体13。关于吸收体13的形状,除了如图示方式那样形成为长方形状以外,也可以形成为裆间部的宽度比背侧和腹侧窄的沙漏形状(收窄形状)。
83.优选的是,在内装体10的两侧部,形成有与腿围贴合的立体褶裥部bs。该立体褶裥部bs由褶裥部无纺布15形成,作为褶裥部无纺布,如图5和图6所示,优选使用通过折返而形成为双层片的无纺布,该立体褶裥部bs与透液性正面片11一起从吸收体13的上侧将吸收体13的侧缘部卷入并延伸至吸收体13的背面侧而粘接。更具体而言,关于褶裥部无纺布15,在尿布1的长度方向中间部,残留有立体褶裥部bs形成部分,并且,从宽度方向中间部遍及至吸收体13的背面侧的范围通过热熔粘接剂等粘接,另外,在长度方向前后端部,从宽度方向中间部到一侧端缘为止的区间在遍及吸收体13的背面侧的范围内被粘接,并且,将形成立体褶裥部bs的部分在吸收体13的上表面部一边折叠一边通过热熔粘接剂等进行粘接。
84.在由双层片无纺布形成的褶裥部无纺布15的内部,在立起末端侧部分配设有多根线状弹性伸缩部件16。线状弹性伸缩部件16用于在制品状态下如图4中的双点划线所示那样利用弹性伸缩力使从吸收体侧缘部突出的无纺布部分立起而形成立体褶裥部bs。
85.不透液性背面侧片12进入到双层片状的褶裥部无纺布15的内部,并且如图4所示那样在立体褶裥部bs的下端侧构成了防漏壁。作为该不透液性背面侧片12,优选使用不透明的片,以免大便或尿等的褐色显现出来。作为不透明化的片,优选使用在塑料中添加碳酸钙、氧化钛、氧化锌、白炭黑、粘土、滑石、硫酸钡等颜料或填充材料并进行薄膜化而成的片。
86.作为线状弹性伸缩部件16,可以采用通常所使用的苯乙烯系橡胶、烯烃系橡胶、聚氨酯系橡胶、酯系橡胶、聚氨酯、聚乙烯、聚苯乙烯、苯乙烯丁二烯聚合物、硅酮、聚酯等材
料。另外,为了不容易从外侧看到,适合配设成:粗细为925dtex以下,张力为150~350%,间隔为7.0mm以下。另外,也可以使用具有一定程度的宽度的带状弹性伸缩部件来代替线状弹性伸缩部件。
87.构成前述的褶裥部无纺布15的面料纤维也与透液性正面片11相同,除了能够使用聚乙烯或聚丙烯等烯烃系、聚酯系以及聚酰胺系等合成纤维之外,还能够使用人造丝或铜氨纤维等再生纤维、以及棉等天然纤维,从而能够使用通过纺粘法、热轧法、熔喷法、针刺法等适当的加工方法所得到的无纺织布,特别是,为了防止闷湿,适合使用抑制基重从而使得透气性优异的无纺布。而且,关于褶裥部无纺布15,为了防止尿等透过,并且,为了防止皮疹且提高肌肤触感(干燥感),优选使用涂敷有硅酮系、石蜡金属系、烷基氯化铬(alkyl chromic chloride)系疏水剂等的疏水处理无纺布。
88.(前后压片)
89.也如图1和图4所示,为了罩住在外装体20的内表面上安装的内装体10的前后端部并防止从内装体10的前后缘发生泄漏,设置有前后压片50、60。对图示形态更详细地说明,前压片50在前身部分f内表面中的从腰侧端部的折返部分20c的内表面至与内装体10的前端部重合的位置为止的范围内遍及整个宽度方向延伸,后压片60在后身部分b内表面中的从腰侧端部的折返部分20c的内表面至与内装体10的后端部重合的位置为止的范围内遍及整个宽度方向延伸。如果在前后压片50、60的下裆侧缘部遍及整个宽度方向(也可以仅是中央部)设置少许的非粘接部分,则不仅能够防止粘接剂溢出,还能够使该部分从正面片稍微浮起而作为防漏壁发挥功能。
90.如果如图示形态那样分体地安装前后压片50、60,则虽然具有面料选择的自由度变高的优点,但也存在材料或制造工序增加等缺点。因此,也可以使将外装体20向尿布1内表面折返而成的折返部分20c延伸至与吸收体13重合的部分,来形成与前述的压片50、60同等的部分。
91.产业上的可利用性
92.本发明能够用于上述例子那样的短裤型一次性尿布。
93.标号说明
94.b:后身部分;
95.f:前身部分;
96.1:短裤型一次性尿布;
97.10:内装体;
98.11:透液性正面片;
99.12:不透液性背面侧片;
100.13:吸收体;
101.14:包装片;
102.15:褶裥部无纺布;
103.16:线状弹性伸缩部件;
104.20:外装体;
105.20c:折返部分;
106.21:侧封部;
107.24:腰部弹性部件;
108.25:腰围弹性部件;
109.26、28:弯曲弹性部件;
110.26:背侧弯曲弹性部件;
111.28:腹侧弯曲弹性部件;
112.29:腿围线;
113.b3:粘接剂涂敷量多的部分;
114.b4:粘接剂涂敷量少的部分。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。