1.本发明涉及可食用膜的制造方法、膜制剂及可食用膜。
背景技术:
2.一直以来,例如,在专利文献1中所记载的膜制剂、膜状点心、膜状口腔护理制品和膜状清凉剂中使用了可食用膜。因进入口腔内,所以可食用膜由可食用的材料构成。可食用膜的最大特征在于具有膜形状。
3.现有技术文献
4.专利文献
5.专利文献1:日本专利第6050031号公报
技术实现要素:
6.发明所要解决的技术问题
7.如专利文献1所记载的那样,在可食用膜的制造方法中,为了将可食用的材料成型为薄的膜形状而频繁使用浇铸法。在浇铸法中,使可食用材料分散或溶解于多量的液体中,展开液体而将可食用材料拉伸得薄后进行干燥,从而制造可食用膜。
8.然而,在通过浇铸法制造可食用膜的情况下,产生大量不会成为最终产品的材料的损耗。
9.本发明的课题在于,提供一种能够减少在制造可食用膜时产生的材料损耗的可食用膜的制造方法。另外,本发明的课题在于,提供具有通过使用该制造方法而赋予的规定功能的膜制剂或可食用膜。
10.用于解决技术问题的技术方案
11.用于解决技术问题的技术方案
12.下面,作为用于解决课题的手段说明多个方式。这些方式可以根据需要而任意地进行组合。
13.本发明的一观点涉及的可食用膜的制造方法是具有规定的膜形状的可食用膜的制造方法,将由比膜厚度小的粒子构成的可食用粉体、规定的成分及粉体的质量的35%以下的质量的可食用液体进行混炼,生成包含液体的可塑性的固体物,将固体物从模具中挤出而使固体物塑性变形,赋予固体物以规定的截面形状,利用刀具将具有规定的截面形状的固体物切片成规定厚度的膜形状。
14.这样构成的可食用膜的制造方法与浇铸法相比,制造工序的材料中所含的液体少,因此材料难以附着于制造设备等,能够减少可食用膜的制造工序整体中的材料的损耗。
15.可食用膜的制造方法可以构成为调节利用刀具进行切片的固体物的温度。在这样构成的情况下,能够控制切片时的固体物的硬度,能够提高用刀具对固体物进行切片的精度。
16.可食用膜的制造方法可以构成为,在利用刀具进行切片时,使切片后的固体物通
过刀具与具有沿着刀具的表面的限制部件之间的间隙。
17.在这样构成的情况下,能够抑制膜形状的固体物在切片后卷曲的情况。
18.可食用膜的制造方法也可以构成为,规定的截面形状为环状,膜形状为环状。在这样构成的情况下,与为了制作环状的形状而对一部分进行冲裁的制造方法相比,能够以较少的材料损耗提供具有环状的膜形状的可食用膜。
19.可食用膜的制造方法也可以构成为,固体物包含粉体、规定的成分和液体中的至少一者互不相同的第一固体物和第二固体物,以在规定的截面形状中形成存在第一固体物的第一区域和存在第二固体物的第二区域的方式,从模具中同时挤出第一固体物和第二固体物,以在膜形状中分开存在第一固体物的区域和存在第二固体物的区域的方式利用刀具对固体物进行切片。在这样构成的情况下,能够将基于第一固体物的功能和基于第二固体物的功能组合而赋予给一片可食用膜,能够对可食用膜赋予在由相同的固体物制造一片可食用膜整体的情况下无法赋予的功能。
20.本发明的一观点涉及的膜制剂具备由可食用的固体构成的膜形状的基部和揉进基部的药效成分,基部具有环状的平面形状。
21.对于这样构成的膜制剂,在将膜制剂贴附于口腔内时,即使误将膜制剂吞入到喉部,在环的中央打开的孔会成为空气的通道,能够降低窒息的风险。
22.本发明的一观点涉及的可食用膜具备:构成由可食用的固体构成的膜形状的基部的组合物和揉进基部的成分,在组合物包含相互不同的第一组合物和第二组合物的情况下,在基部的相互不同的两个区域中分开揉进第一组合物和第二组合物,在成分包含相互不同的第一成分和第二成分的情况下,在基部的相互不同的两个区域中分开揉进第一成分和第二成分。
23.这样构成的可食用膜通过组合两个区域所具有的功能而能够实现在由相同的固体物构成一片可食用膜整体的情况下无法实现的功能。
24.发明效果
25.本发明的可食用膜的制造方法能够减少在制造可食用膜时产生的材料损耗。本发明的膜制剂或可食用膜能够发挥外周的里面一样的膜制剂或可食用膜不具有的功能。
附图说明
26.图1是表示实施方式所涉及的可食用膜的制造方法的一例的流程图。
27.图2是表示混炼机的一例的剖视图。
28.图3是用于说明真空式练泥机、模具及刀具的关系的示意图。
29.图4是表示练泥机的一部分及模具的局部放大剖视图。
30.图5是粘土硬度计的主视图。
31.图6是用于说明刀具与压板的关系的局部放大剖视图。
32.图7a是表示从模具中挤出而被切片的固体物的一例的示意图。
33.图7b是表示被切片后的固体物的一例的俯视图。
34.图7c是表示被切片后的固体物的一例的剖视图。
35.图8是用于说明可食用膜的结构的示意图。
36.图9a是用于说明变形例a的制造方法的模具的周边的局部放大剖视图。
37.图9b是表示从模具中挤出而被切片的固体物的一例的示意图。
38.图9c是表示膜制剂的构成的一例的俯视图。
39.图10a是用于说明变形例b的制造方法的模具的周边的局部放大剖视图。
40.图10b是表示从模具中挤出而被切片的固体物的一例的示意图。
41.图10c是表示可食用膜的构成的一例的俯视图。
具体实施方式
42.(1)可食用膜的制造方法
43.使用图1对本发明的实施方式所涉及的可食用膜的制造方法的概要进行说明。
44.首先,进行可食用膜的制造中使用的材料的称量(步骤st1)。可食用膜的材料主要是作为可食用膜的基部的主要材料的可食用的粉体、用于将粉体固化而形成固体物的可食用的液体、以及可食用膜的目的所需的规定的成分。其中,在固体物中,可以在这些主要的材料以外附加辅助性的材料。在步骤st1中,量取应该包含在规定量的固体物中的粉体、液体以及规定的成分。粉体、液体及规定的成分也有时分别为一种,另外也有时为多种。在如第一成分、第二成分等那样在可食用膜中包含多种成分的情况下,例如按每种成分进行称量。
45.可食用的粉体是用于形成可食用膜的基部的材料。可食用的粉体例如可以使用可食用的有机化合物或可食用的无机化合物。可食用的有机化合物例如有可食用的碳水化合物、可食用的蛋白质、可食用的脂肪。可食用的碳水化合物例如有可食用的二糖类、可食用的多糖类、可食用的糖醇、可食用的食物纤维。可食用的多糖类例如有海藻酸、海藻酸钠、糊化淀粉、卡拉胶、琼脂、黄原胶、马铃薯淀粉、纤维素、普鲁兰多糖(pullulan)。可食用的食物纤维有果胶、纤维素。可食用的二糖类例如有精制白糖。可食用的糖醇例如有山梨糖醇。可食用的蛋白质有明胶。碳水化合物、蛋白质、脂肪以外的可食用有机化合物例如有聚乙烯醇(pva)、聚乙烯吡咯烷酮(pvp(聚维酮))、聚环氧乙烷、聚乙二醇(聚氧乙烯)。另外,这些物质的可食用衍生物例如有糖质的衍生物、纤维素衍生物、聚乙烯醇的衍生物、山梨糖醇的衍生物。糖质的衍生物例如有蔗糖脂肪酸酯。作为纤维素衍生物,有乙基纤维素、羧甲基纤维素(cmc)、羧甲基纤维素钠、羟丙甲纤维素(hpmc)。山梨糖醇的衍生物有脱水山梨糖醇、山梨糖醇酐脂肪酸酯(聚山梨醇酯)。可食用的无机化合物有氧化钛、滑石。作为可食用膜的材料使用的粉体的粒径比可食用膜的厚度小。
46.可食用的液体具有例如水、可食用的醇、可食用的二醇、丙三醇、食用油脂。可食用的醇例如有乙醇。可食用的二醇有丙二醇。
47.作为规定的成分,具有:例如用于使可食用膜发挥作为药剂的功能的药效成分、用于对可食用膜进行调味的显味成分、用于对可食用膜着色的色素成分、用于对可食用膜赋予营养的营养成分、对可食用膜赋予香味的香气成分。
48.作为辅助性的材料,例如具有:使粒子彼此结合的粘合剂、将可食用膜体积增大至容易处理的大小的赋形剂、对可食用膜赋予崩解性的崩解剂、调整味道的矫味剂、防止干燥而提高膜的可挠性的湿润剂、赋予颜色的着色剂、用于良好地混合成分的乳化剂。
49.粘合剂例如有支链淀粉、海藻酸钠、糊化淀粉、羧甲基纤维素、羧甲基纤维素钠、琼脂、丙三醇、结晶纤维素、高分子聚乙烯基吡咯烷酮、小麦淀粉、大米淀粉、蔗糖脂肪酸酯、精
制明胶、精制虫胶、精制白糖、明胶、大豆卵磷脂、低取代度羟丙基纤维素、糊精、浓丙三醇、结晶纤维素、羟乙基纤维素、羟丙甲纤维素、普鲁兰多糖、果胶、聚维酮、聚环氧乙烷、聚山梨醇酯、聚乙烯醇、聚乙二醇、d-甘露醇、甲基纤维素。
50.赋形剂例如有海藻酸、海藻酸钠、糊化淀粉、乙基纤维素、卡拉胶、羧甲基纤维素、羧甲基纤维素钠、琼脂、丙三醇、交联羧甲基纤维素钠、交联聚维酮、硅酸镁、结晶纤维素、小麦粉、小麦淀粉、米粉、大米淀粉、氧化钛、蔗糖脂肪酸酯、精制白糖、明胶、脱脂奶粉、滑石、葡聚糖、糊精、马铃薯淀粉、羟丙甲纤维素、普鲁兰多糖、果胶、聚维酮、聚环氧乙烷、聚山梨醇酯、聚乙烯醇、聚乙二醇、麦芽糖醇、麦芽糖、甲基纤维素。
51.崩解剂例如有海藻酸、糊化淀粉、羧甲基纤维素、羧甲基纤维素钠、琼脂、交联羧甲基纤维素钠、交联聚维酮、结晶纤维素、小麦淀粉、大米淀粉、蔗糖脂肪酸酯、明胶、糊精、玉米淀粉、马铃薯淀粉、羟丙基纤维素、羟丙甲纤维素、聚维酮、聚环氧乙烷、聚山梨醇酯、聚乙二醇、偏硅酸铝镁、甲基纤维素、月桂基硫酸钠。
52.矫味剂例如有阿斯巴甜、dl-丙氨酸、赤藓糖醇、还原麦芽糖糖浆、木糖醇、柠檬酸水合物、柠檬酸钠水合物、丙三醇、琥珀酸、琥珀酸钠、乙酸、糖精、酒石酸、酒石酸钠、三氯蔗糖、牛磺酸钠、碳酸氢钠、辣椒、海藻糖、白糖、蜂蜜、聚维酮、d-甘露糖醇、薄荷醇。
53.湿润剂例如有还原糖浆、丙三醇、蔗糖脂肪酸酯、d-山梨糖醇、丙二醇、聚山梨醇酯、聚乙二醇、甲基纤维素。
54.着色剂例如有氧化钛、食用色素、滑石。
55.乳化剂例如有聚山梨醇酯、精制大豆卵磷脂、中链脂肪酸丙三醇三酯、月桂基硫酸钠。
56.例如,相对于粉体的质量,液体的质量为35%以下。若液体的质量过多,则挤出成型后的固体物变得过软或粘着于用于切片的刀具,因此利用刀具进行的切片变得困难。
57.接着,进行成为切片的对象的固体物的材料的调整(步骤st2)。材料在调整后的混炼中成为适合投入混炼机10的状态。有时在材料中包含多种液体,有时包含多种液体,有时在规定的成分中包含多种成分。在材料的调整中,例如向液体中添加规定的成分。在材料的调整中,将粉体、液体以及规定的成分适当地结合起来。
58.将调整后的材料投入到例如图2所示的混炼机10中进行混炼(步骤st3)。投入的材料在混炼机10中在2片螺旋桨11、12沿箭头的方向旋转的空间ss1中被混炼。混炼机10将可食用的粉体、可食用的液体和规定的成分混炼均匀。通过将这些材料混炼,能够得到添加了水分的粘土样的可塑性固体物。其中,混炼机10的种类不限于图2所示的种类。图2所示的混炼机10为间歇式,但也可以为连续式。
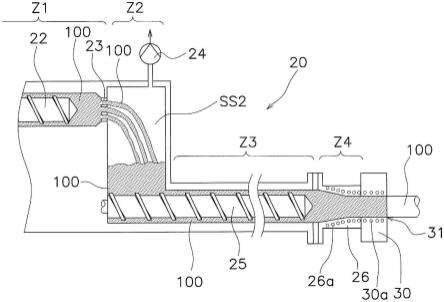
59.在混炼而得到的固体物中,在混炼的过程中混入有空气。因此,为了排出固体物中的空气而进行脱气(或也称为脱泡)(步骤st4)。通过对固体部进行脱气而减少固体物中的气泡,从而能够使固体部变得致密,能够得到不易破损的固体物。为了进行脱气,优选使用如图3及图4所示的真空式练泥机20。根据真空式练泥机20,能够在进行脱气的同时进行挤出成型。需要说明的是,在练泥机20的前端部安装有模具30。有时也将这样安装有用于成型的模具30或接头的练泥机20称为挤出成型机。
60.通过练泥机20和模具30进行固体物100的挤出成型(步骤st5)。在真空式练泥机20中,在投入口21与模具30之间主要设置有四个第一区z1、第二区z2、第三区z3及第四区z4。
从投入口21的正后方开始的第一区z1是一边混炼一边将固体物100运送至第二区z2的区。在第二区z2中从固体物100排出空气时,优选固体物100尽可能地细,因此,第一区z1也是产生压力的区,以能够在与第二区z2的边界处将固体物100分割成多个而挤出。在第一区z1设置有例如挤出用的螺旋件22。螺旋件22可以是一根,也可以是两根以上。在图4中示出了从第一区z1朝向第二区z2被分割为多个并被挤出的固体物100。第一区z1和第二区z2由开有多个孔的隔板23分隔开。
61.在第二区z2设置有气压比大气压低的空间ss2。在空间ss2连接有真空泵24。利用真空泵24从空间ss2排出空气而降低空间ss2的气压。
62.挤出用的螺旋件25从第二区z2朝向第三区z3延伸。在第二区z2中脱气后的固体物100通过该螺旋件25通过冷却套26被推入模具30。固体物100通过的冷却套26的通路随着接近模具30而通路截面不断变小以对固体物100施加压力。在冷却套26和模具30中形成有用于对在第三区z3因摩擦热等而温度升高的固体物100进行冷却的冷却水的流路26a、30a。第四区z4是通过冷却套26的区域。换言之,在模具30与螺旋件25之间设置有对通过挤出用螺旋件25而上升的固体物100进行冷却的冷却部。在此,对由冷却套26构成冷却部的情况进行了说明,但冷却部也可以由冷却套26以外的器材构成。冷却套26和模具30使通过螺旋件25例如上升至50℃以上的固体物100的温度降低至25℃~35℃。冷却后的温度根据构成固体物100的材料的种类和配合比适当设定。
63.通过降低固体物100的温度,能够设为固体物100从模具30被挤出了之后保持形状的硬度。其中,模具30中的固体物100的硬度是在挤出时固体物100能够发生塑性变形的硬度。
64.另外,通过降低固体物100的温度,固体物100成为能够由刀具40良好地切断的硬度。用刀具40切断的固体物100的硬度优选以图5所示的粘土硬度计50(cray hardness tester:日本碍子株式会社制)测定而为10以上且16以下。若固体物100过硬,则产生微细的切屑,从而产生的切屑作为异物附着于可食用膜。另外,若固体物100过固,则刀具40会很快磨损。粘土硬度计50使主体的下端面52与固体物100接触,由此以由被施力的弹簧按压而圆锥形的尖端子51下沉的深度测定硬度。测定对象越硬,尖端子51越不下沉而粘土硬度计50的数值越大。
65.接着,从模具30挤出的固体物100被刀具40切片(步骤st6)。切片的方向例如是与圆柱状的固体物100的中心轴交叉的方向。在实施方式中,在与中心轴正交的方向上进行切片。但是,切片的方向不限于正交的方向,例如也可以倾斜地切片而形成为椭圆形的平面形状。刀具40是将细的部分物理地按压于固体物100而切断固体物100的刀具。刀具40例如也包含如弓的弦那样绷紧的线。刀具40也可以在除切片的方向以外的方向上移动,例如也可以进行超声波振动。
66.如图6所示,沿着刀具40配置有作为限制部件的压板41的表面42。压板41优选使用氟树脂。其中,该限制部件的材料不限于树脂。优选在压板41的表面42以被切片后的膜形状的固体物101容易滑动的方式形成有微细的凹凸。为了抑制膜状的固体物101的卷曲,刀具40与压板41的表面42之间的间隙的大小d2比膜状的厚度d1(参照图7c)厚,优选为膜形状的厚度d1的2倍以下。通过抑制可食用膜的卷曲,能够期待提高可食用膜的商品价值的效果。需要说明的是,对于即使卷曲也没有问题的可食用膜用的固体物101或由难以卷曲的材料
构成的固体物101,也可以设为将压板41去除的状态,用刀具40进行切片。
67.在模具30设置有挤出固体物100的圆形的孔31。因此,如图7a所示,从模具30挤出的固体物100成为圆柱状。膜形状的固体物101的直径d3(参照图7b)例如为30mm,厚度d1(参照图7c)例如为0.1mm。在此,虽然对厚度d1为0.1mm的情况进行了说明,但厚度d1优选为0.5mm以下,进一步优选为0.3mm以下。具有0.5mm以下厚度的可食用膜的便携性优异,放入口腔内时的违和感少。厚度d1为0.5mm以下、进一步而言为0.3mm以下的可食用膜的溶解性或崩解性提高,适合于使其迅速溶解的用途或使其迅速崩解的用途。
68.固体物100的切片可以一边从模具30挤出一边进行,也可以在将从模具30挤出的固体物100从模具30切离了之后进行。在从模具30切离了之后进行切片的情况下,用于调节固体物100的硬度的固体物100的温度调节也可以在从模具30切离了之后进行。例如,也可以将固体物100预先放置在规定温度的房间内规定时间,在固体物100的温度达到了规定温度的时刻进行基于刀具40的切片。
69.切片后的膜形状的固体物101通过带式输送机60被运送到例如干燥机(未图示)并被干燥(步骤st7)。通过干燥而完成了可食用膜。可食用膜在干燥后进行包装而出货。需要说明的是,根据可食用膜的种类,也可以省略干燥工序。
70.(2)可食用膜
71.在图8,将可食用膜110的一部分放大而示意性地进行了示出。在本实施方式的可食用膜的制造方法中,例如在药效成分对于液体非易溶性的情况下,在混炼成粘土状时不会溶解而以粒子的状态揉入,因此,有时能够使可食用膜110产生浓淡。在粉体的粒径水平非常微细的区域中,可以形成图8中用斜线表示的药效成分比较浓的部分111和没有画出斜线的药效成分淡的部分112。由于所使用的液体的量比浇铸法少,因此,以往用大量的液体浇铸并在没有浓淡的状态下被膜化而得的产品在为基于混炼的工艺的情况下液体的量比粉体的量少而因此以粒子的状态被揉入,由此,有时得到与浇铸法相比具有浓淡的膜制剂。这样,通过将规定的成分的浓度的配置设为海岛结构,有时能够将以往没有的新的功能附加于可食用膜110。
72.与此相对,在药效成分对于液体是易溶性的情况下,能够在混炼成粘土状时以溶解的状态揉入,因此容易使药效成分不产生上述那样的浓度的浓淡而均匀地揉入。
73.(3)变形例
74.(3-1)变形例a
75.在上述实施方式中,对膜形状的固体物101为圆形的情况(参照图7b)进行了说明。当干燥这样的平面形状为圆形的固体物101时,得到平面形状为圆形的可食用膜。
76.但是,能够挤出成型的可食用膜的形状不限于圆形、四边形、多边形等那样外周的里面为实心的形状。如图9a所示,也可以使模具30的孔31为甜甜圈状而挤出圆筒状的固体物102。若利用刀具40对圆筒状的固体物102进行切片,则如图9b所示能够获得在基部125的中央部开有孔121的环状的膜制剂120。膜制剂120含有药效成分作为规定的成分。
77.孔121不仅可以是一个,也可以是多个。
78.(3-2)变形例b
79.在上述实施方式中,对可食用膜110在膜形状的一张整体中均匀地分散有规定的成分的情况进行了说明。其中,例如在规定的成分包含相互不同的第一成分和第二成分的
情况下,如图10c所示,也可以仅在可食用膜130的基部135的第一区域131中揉入第一成分、仅在基部的第二区域132中揉入第二成分。需要说明的是,也可以在第一区域131和第二区域132这两者中包含与第一成分及第二成分不同的第三成分。另外,例如在粉体包含相互不同的第一粉体和第二粉体的情况下,如图10c所示,也可以仅在可食用膜130的基部135的第一区域131中揉入第一粉体的第一组合物、仅在基部的第二区域132中揉入第二粉体的第二组合物。在该情况下,第一组合物是构成基部135的第一区域131的组合物,第二组合物是构成基部135的第二区域132的组合物。需要说明的是,也可以在基部135形成与第一区域131以及第二区域132不同的第三区域、第四区域等其他区域。另外,也可以在第一区域131和第二区域132这两者中包含与第一组合物和第二组合物不同的第三组合物。
80.例如,对下述的情况进行说明:可食用膜130为调味料,在第一区域131中揉入辣味成分作为第一成分且第一区域131被着色为红色、在第二区域132中揉入鲜味成分作为第二成分且第二区域132被着色为黄色。在将这样的可食用膜130放入锅中进行调味的情况下,在想要控制辣味成分时,将被着色为红色的第一区域131的一部分用烹饪剪刀剪去,削减第一区域131的面积。如果将这样的可食用膜130放入锅中进行调味,则与未削减第一区域131的面积的情况相比能够减少辣味成分。
81.为了如上述那样将揉入第一区域131和第二区域132的成分分开,准备图10a所示的、粉体、规定的成分和液体中的至少一者互不相同的第一固体物100a和第二固体物100b作为固体物。然后,使用不同的螺旋件25a、25b,以在挤出后的固体物103的规定的截面形状中形成存在第一固体物100a的第一区域103a和存在第二固体物100b的第二区域103b的方式,从模具30同时挤出第一固体物100a和第二固体物100b。以在膜形状中存在第一固体物100a的区域141和存在第二固体物100b的区域142分开的方式,利用刀具40对固体物103进行切片。
82.(3-3)变形例c
83.在上述实施方式的可食用膜的制造方法中,如图1所示,在挤出成型前进行了脱泡(步骤st4)。其中,在可食用膜的制造方法中,也可以省略该脱泡的工序。若使固体物含有气泡而成型为膜状,则可提高可食用膜的溶解性、崩解性。
84.(4)特征
85.(4-1)
86.作为具有上述规定的膜形状(上述情况为圆形的膜形状)的可食用膜110、130或可食用膜的一种的膜制剂120的制造方法与以往的浇铸法相比,加工成膜形状之前的制造工序的材料中所含的液体的比例少。因此,能够减少材料附着于制造设备(混炼机10以及练泥机20)等而不包含于可食用膜110、130以及膜制剂120中的比例,能够减少可食用膜110、130以及膜制剂120的制造工序中的材料的损耗。
87.例如,与以往的浇铸法相比,在制造某特定的可食用膜时,在浇铸法的称量、液体调整、混合以及脱泡中产生约10%的材料损耗。在使材料在转鼓或塑料膜上流动的涂布中产生约20%的材料损耗。在其后的干燥、纵切、切割及包装中产生约10%的材料损耗。与此相对,在制造上述特定的可食用膜时,在上述实施方式的可食用膜的制造方法中,在称量、调整及混炼中产生百分之几的材料损耗。在脱泡和挤出成型中产生约10%以下的材料损耗。在其后的切片、干燥和包装中产生百分之几的材料损耗。若比较上述实施方式的可食用
膜的制造方法相同的可食用膜的制造,则与浇铸法相比能够将材料的损耗减少至约1/2。
88.(4-2)
89.上述的可食用膜110、130或膜制剂120的制造方法通过冷却套26对由刀具40切片的可塑性的固体物100、第一固体物100a及第二固体物100b的温度进行冷却而进行调节。由此,利用ngk式的粘土硬度计50将塑性的固体物100、第一固体物100a和第二固体物100b的硬度调节为10-16。其结果,在利用刀具40对塑性的固体物100、第一固体物100a以及第二固体物100b进行切片时,能够提高切片的精度。
90.(4-3)
91.上述的可食用膜110、130或者膜制剂120的制造方法在利用刀具40进行切片时使切片后的固体物100、第一固体物100a以及第二固体物100b通过刀具40与作为具有沿着刀具40的表面42的限制部件的压板41之间的间隙。由此,膜形状的固体物101的变形被刀具40和压板41限制。其结果,抑制了膜形状的固体物101在切片后卷曲的情况。
92.(4-4)
93.根据使用图9a、图9b和图9c说明的变形例a的制造方法,从模具30挤出的固体物102的截面形状为圆环状。但是,截面形状不限于是圆环状的情况,例如也可以是外周为四边形等多边形。在图9c所示的情况下,膜制剂120也为圆环状。在这样构成的情况下,与为了制作环状的形状而对一部分进行冲裁的制造方法相比,能够以较少的材料损耗提供具有环状的膜形状的作为可食用膜的膜制剂120。
94.对于具有这样的环状的平面形状的膜制剂120,在将膜制剂120贴附于口腔内时,即使误将膜制剂120吞入到喉部,在环的中央打开的孔121会成为空气的通道,能够降低窒息的风险。
95.(4-5)
96.在使用图10a、图10b以及图10c说明的变形例b的制造方法中,在可食用膜130的制造中使用粉体、规定的成分和液体中的至少一者互不相同的第一固体物100a以及第二固体物100b。并且,以在规定的截面形状中形成存在第一固体物100a的第一区域103a和存在第二固体物100b的第二区域103b的方式,从模具30同时挤出第一固体物100a和第二固体物100b。然后,以在膜形状中存在第一固体物100a的区域141和存在第二固体物100b的区域142分开的方式,利用刀具40对固体物103进行切片。
97.这样制造出的可食用膜130能够构成为仅在基部135的第一区域131中揉入第一成分、仅在基部135的第二区域132中揉入第二成分。或者,能够构成为仅在基部135的第一区域131中揉入第一粉体的组合物、仅在基部135的第二区域132中揉入第二粉体的组合物。这样的可食用膜130通过将第一区域131所具有的功能和第二区域132所具有的功能组合起来而能够实现由相同的固体物构成一片可食用膜整体的情况下无法实现的功能。
98.以上,对本发明的一实施方式进行了说明,但本发明并不限定于上述实施方式,能够在不脱离发明的主旨的范围内进行各种变更。特别是,本说明书中记载的多个实施方式以及变形例能够根据需要任意组合。
99.附图标记说明
100.10:混炼机;20:练泥机;30:模具;40:刀具;41:压板;100、100a、100b、101、102、103:固体物;110、130:可食用膜;120:膜制剂。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。