1.本发明的领域涉及冲孔站、冲孔方法以及用于制备和/或处理凸版前体、特别是印刷版前体的设备和方法。
背景技术:
2.用于印刷版前体的清洗设备是熟知的。通常,运送杆用于移动印刷版前体通过这样的清洗设备。为此,印刷版前体的一区域在冲孔站中设置有一系列通孔。接下来,操作者将预穿孔的印刷版前体联接到具有多个销的运送杆,该多个销可在印刷版的孔中延伸。然后,操作者将具有连接板的运送杆带到清洗设备的入口侧。运送杆在出口侧离开清洗设备,在此由操作者将运送杆与印刷版前体分离。对下一个要清洗的印刷版前体重复这些步骤。
3.在us 2018/0217502中公开了这样的清洗设备。运送带附接到柔性版印刷元件。为此,首先对柔性版印刷元件进行穿孔,随后将运送带的销布置在穿孔中。
4.在申请人名下的pct申请pct/ep2019/060370中公开了清洗设备的另一个示例。
5.已知设备和方法的缺点是印版必须以良好对准的方式定位在冲孔站中,以避免印版撕裂或损坏而导致需要操作者干预的运送问题。
技术实现要素:
6.本发明的实施例的目的在于提供一种冲孔站,该冲孔站用于以改进的方式将一个或多个穿入元件布置在凸版前体(p)的边缘部分(通常为前缘的一部分)中或布置为穿过凸版前体(p)的边缘部分(通常为前缘的一部分)或者用于以改进的方式将一个或多个穿孔布置在凸版前体的边缘部分中,具有较小的错位风险。
7.根据本发明的第一方面,提供了一种冲孔站,该冲孔站用于使一个或多个穿入元件布置在凸版前体(p)的边缘部分(通常为前缘的一部分)中或布置为穿过凸版前体(p)的边缘部分(通常为前缘的一部分)或者用于将一个或多个穿孔布置在凸版前体的边缘部分中。冲孔站用于将边缘部分直接联接到设置有一个或多个穿入元件的运送杆上,或用于在边缘部分中布置穿孔或孔,因此,运送杆可在稍后的步骤中联接到穿孔的边缘部分。冲孔站包括冲孔装置、抵接装置、检测装置和信号发送装置。冲孔装置包括一个或多个穿入元件或穿孔元件,并被配置为用于使一个或多个穿入元件或穿孔元件布置为穿过凸版前体的边缘部分或者布置在凸版前体的边缘部分中。抵接装置与冲孔装置对准并且被配置为用于形成针对凸版前体的边缘的抵接。检测装置被配置为在沿抵接装置的两个或更多个位置处检测凸版前体的边缘部分是否抵靠抵接装置正确定位。信号发送装置被配置为根据检测装置的检测来传输信号。
8.通过在沿抵接装置的两个或更多个位置处检测凸版前体的边缘部分是否抵靠抵接装置正确定位,可确定整个边缘部分是否正确定位在准备好冲孔的位置。通过进一步包括信号发送装置来基于检测装置的检测传输信号,该信号可用于决定是否操作冲孔装置。冲孔装置可被配置为手动操作或自动操作。例如,当信号指示边缘部分的定位正确时,可自
动启动冲孔装置以执行冲孔动作。通过确保冲孔正确,可确保凸版前体正确地附接到运送杆,从而避免了凸版前体的撕裂或凸版前体的其他损坏。此外,当具有联接的凸版前体的运送杆被运送通过用于处理前体的机器时,正确的冲孔有助于凸版前体在被运送通过机器时的良好对准。
9.优选地,信号发送装置被配置为使信号传输到冲孔装置。例如,冲孔装置被配置为使得冲孔动作在从信号发送装置接收到指示凸版前体的边缘部分的正确定位的信号时自动触发。在另一示例中,冲孔装置包括锁定机构,该锁定机构被配置为当锁定机构处于解锁状态时允许冲孔动作,并且当锁定机构处于锁定状态时阻止冲孔动作。然后,冲孔装置可被配置为使得当从信号发送装置接收到指示凸版前体的边缘部分的正确定位的信号时,锁定机构从锁定状态进入解锁状态,并在冲孔动作已完成之后回到锁定状态。
10.根据示例性实施例,冲孔站还包括信号发送接口或操作者接口。信号发送装置被配置为使信号传输到信号发送接口和/或操作者接口。然后,信号发送接口或操作者接口被配置为基于所述信号生成输出,该输出能够被操作者感知。输出可以是例如视觉输出或音频输出。例如,信号发送接口可包括用于指示凸版前体的边缘部分是否正确定位的灯或屏幕,例如,具有颜色或信息或符号的灯或屏幕。例如,绿灯可指示正确定位,红灯可指示不正确定位。因为向操作者指示凸版前体是否正确定位,这样的实施例可能是有用的,例如,当冲孔是手动完成时。
11.根据示例性实施例,抵接装置至少包括第一抵接部和第二抵接部,该抵接装置可移动地布置,使得当边缘部分正确定位在第一定位处时,第一抵接部处于第一位置,而当边缘部分没有正确定位时,第一抵接部处于第二位置,并且使得当边缘部分正确定位在第二定位处时,第二抵接部处于第一位置,而当边缘部分没有正确地定位时,第二抵接部处于第二位置。例如,第一抵接部和第二抵接部可在第一位置与第二位置之间枢转。检测装置可包括第一检测器和第二检测器,第一检测器和第二检测器被配置为分别检测第一抵接部和第二抵接部的位置。
12.检测装置可包括以下项中的任一者:光学检测装置、接近检测装置、压力检测装置、电检测装置、磁检测装置、机械检测装置、含铁/不含铁金属检测装置或它们的组合。合适的检测装置的示例包括接近开关、光传感器、机械开关、磁开关、照相机等。在示例性实施例中,检测装置包括第一检测器和第二检测器,以分别在第一定位和第二定位处执行检测。然而,诸如相机的某些检测装置可顺序地或同时地在第一定位和第二定位两者处查看。
13.根据示例性实施例,抵接装置包括多个对准销,该多个对准销布置成一排,使得它们能够沿凸版前体的边缘部分延伸。使用销的优点在于,通过为运送杆提供相对应的多个凹入部或孔或通道,销可容易地延伸穿过运送杆。然而,抵接装置也可包括壁部分。在这样的实施例中,运送杆可设置有狭缝,壁部分可延伸穿过该狭缝。多个销中的一个或多个第一销可与第一抵接部相关联,并且多个销中的一个或多个第二销可与第二抵接部相关联。例如,第一销可固定在第一抵接部的第一可枢转承载件中,第二销可固定在第二抵接部的第二可枢转承载件中。为了限制和引导第一抵接部和第二抵接部的移动,对准销可延伸穿过固定引导板的孔。
14.优选地,穿入元件布置在运送杆上,并且冲孔站被配置为使运送杆接纳在与抵接装置对准的位置。
15.根据示例性实施例,冲孔装置包括驱动装置,该驱动装置被配置为使一个或多个穿入元件或穿孔元件布置为穿过凸版前体的边缘部分或布置在凸版前体的边缘部分中。驱动装置可以是例如锤子,锤子可移动地布置,使得其能够抵靠凸版前体的边缘部分被接合,以使一个或多个穿入元件或穿孔元件布置为穿过凸版前体的边缘部分或布置在凸版前体的边缘部分中。锤子可设置有与一个或多个穿入元件或穿孔元件相对应的一个或多个孔。运送杆可布置为与一个或多个穿入元件一起定位在边缘部分的一侧,并且锤子可布置为接合边缘部分的另一侧。
16.更优选地,每个穿入元件具有能够在凸版前体的材料中引起穿入作用的尖锐的末端或边缘,并且冲孔站被配置为使至少一个穿入元件至少部分地穿入到或穿过凸版前体的边缘附近的未穿孔区域。以这种方式,穿入元件被推入凸版前体的材料中而不产生废物。穿入元件可由可穿入到或穿过印版前体材料的任意硬质材料制成。穿入元件可由金属或合金、陶瓷、聚合物、玻璃或它们的组合制成。优选地,穿入元件由金属或合金制成。每个穿入元件包括穿入部,该穿入部的厚度在穿入方向上观看在1mm与20mm之间。优选地,穿入部具有在从与穿入方向垂直的方向观看的最大尺寸,该最大尺寸小于5mm,更优选小于3mm。例如,当穿入部具有圆形截面时,直径优选小于5mm,更优选小于3mm。
17.根据示例性实施例,抵接装置以可移动的方式布置,使得当冲孔装置被启动时,抵接装置能够移开。可替代地,锤子可设置有用于接纳抵接装置的一部分的孔。
18.根据示例性实施例,沿抵接装置的第一定位和第二定位分别对应于凸版前体的边缘部分的中部的左侧和右侧的位置。以这种方式,可执行准确的检测。
19.根据本发明的另一方面,提供了一种用于处理凸版前体的设备,该设备包括运送系统、根据上述实施例中的任一者的冲孔站、和处理隔室。运送系统设置有至少一个运送杆,优选具有至少两个运送杆。冲孔站被配置为用于使凸版前体的边缘联接到至少一个运送杆中的运送杆。处理隔室被配置为用于处理凸版前体。
20.优选地,运送系统被配置用于运送凸版前体,使得凸版前体的前缘接触抵接装置,并且使得信号发送装置触发冲孔装置。
21.可选地,该设备还包括分离站,该分离站被配置为使凸版前体与运送杆分离,其中,运送系统被配置为使运送杆从处理隔室的出口侧穿过排出区移动到分离站,使得凸版前体在与运送杆分离之后能够在排出区中排出。
22.可选地,该设备还包括移除装置,该移除装置被配置为,当处理后的凸版前体在分离站中与运送杆分离之后,移除处理后的凸版前体。
23.可选地,运送系统包括前向运送机构,该前向运送机构被配置为将具有被联接的凸版前体的运送杆至少从处理隔室的入口侧运送到出口侧,并且从出口侧运送到分离站。
24.可选地,运送系统还包括杆联接装置,该杆联接装置被配置为将具有被联接的凸版前体的运送杆联接到前向运送机构。
25.可选地,运送系统包括后向运送机构,该后向运送机构被配置为使运送杆从分离站运送回联接站。
26.可选地,该设备还包括控制单元,该控制单元被配置为控制运送系统,使得至少两个运送杆同时移动通过设备,其中,可选地,信号发送装置可以为控制单元的一部分。
27.运送杆的长度可以为100mm至10000mm。
28.处理隔室可包括以下项中的任一者:扁平或圆柱形刷子、泵、喷射装置、传感器、过滤器、冲洗装置、电机、齿轮、加热装置、冷却装置、辊子、带、网或它们的组合。
29.运送系统可包括以下项中的任一者:一个或多个带、一个或多个链条、一个或多个丝杠、直线电机、磁性装置、电磁装置、夹持装置、真空装置或它们的组合。
30.根据本发明的又一方面,提供一种冲孔方法,用于将一个或多个穿入元件布置在凸版前体的边缘部分中或者布置为穿过凸版前体的边缘部分或者用于将一个或多个穿孔布置在凸版前体的边缘部分中,所述凸版前体优选包括基底层和至少一个感光层(可选地,整体的掩模层),所述冲孔方法在冲孔站中执行,并且包括以下步骤:
[0031]-将具有前缘的凸版前体抵靠抵接装置;
[0032]-在沿抵接装置的两个或更多个位置处检测凸版前体的边缘部分是否抵靠抵接装置正确定位;
[0033]-自动地根据检测装置的检测来传输信号;
[0034]-当指示在第一定位和第二定位处正确定位的信号已经被传输时,将一个或多个穿入元件或穿孔元件布置为穿过凸版前体的边缘部分或布置在凸版前体的边缘部分中。
[0035]
根据示例性实施例,一个或多个穿入元件附接到运送杆,并且该方法还包括以下步骤:
[0036]-将具有被附接的凸版前体的运送杆运送通过处理区,同时去除可溶性或可液化材料并在凸版前体中建立凸版;
[0037]-在分离站中将凸版前体与运送杆分离;
[0038]-可选地,将运送杆运送回冲孔站。
[0039]
根据示例性实施例,运送杆以闭环方式从冲孔站通过处理区移动到分离站并回到联接站。
[0040]
根据示例性实施例,至少两个运送杆在处理设备中被同时运输。
[0041]
根据示例性实施例,通过处理隔室的运送速度与移回到联接站的运送杆的运送速度不同。
[0042]
根据示例性实施例,处理隔室中的处理选自包括以下项的组:清洗、刷洗、冲洗、喷射、干燥、照射、显影、加热、冷却、移除材料、用气体或液体处理、打磨、切割、用电磁波处理以及它们的组合。
[0043]
根据示例性实施例,处理隔室中的处理是热处理,从而导致产生凸版前体的液化部分,随后液化部分与移动的受体材料(诸如熔融材料粘附到其上的网、非织造材料或箔)接触,并连续地移除具有受体材料的液化部分。
[0044]
根据示例性实施例,该方法还包括对凸版前体执行后处理的步骤,所述后处理选自包括以下项的组:清洗、刷洗、冲洗、喷射、干燥、照射、显影、加热、冷却、移除材料、用气体或液体处理、打磨、切割、用电磁波处理以及它们的组合。
[0045]
根据示例性实施例,该方法还包括对凸版前体执行预处理的步骤,所述预处理选自包括以下项的组:切割、烧蚀、暴露于电磁辐射以及它们的组合。
附图说明
[0046]
附图用于说明本发明的设备和方法的当前优选的非限制性示例性实施例。当结合
附图阅读以下详细描述时,本发明的特征和目的的上述和其他优点将变得更加明显,并且本发明将得到更好的理解,在附图中:
[0047]
图1是用于处理凸版前体的设备的示例性实施例的示意性透视图;
[0048]
图2是冲孔站的示例性实施例的示意性透视图;
[0049]
图2a是图2的冲孔站的一部分的细节透视图;
[0050]
图3是示出了布置为抵靠在图2的冲孔站的抵接装置上的凸版前体的细节透视图;
[0051]
图4a是图2冲孔站的一部分的示意性透视图;
[0052]
图4b是穿过图2的冲孔站的一部分的截面图;
[0053]
图5a和图5b是与图4b的示图类似的、在抵接装置的第一状态和第二状态下的截面图;
[0054]
图6a是示出了与运送杆对准的凸版前体的示意性透视图;
[0055]
图6b是从图6a的布置的另一侧观看的细节图;
[0056]
图6c和图6d示出了在使锤式工具在凸版前体的方向上向下移动的同时图6a的布置,其中,图6d示出了运送杆的多个穿入元件延伸穿过凸版前体的边缘附近的区域的情况;
[0057]
图6e示出了在锤式工具已被移除之后图6d的布置;
[0058]
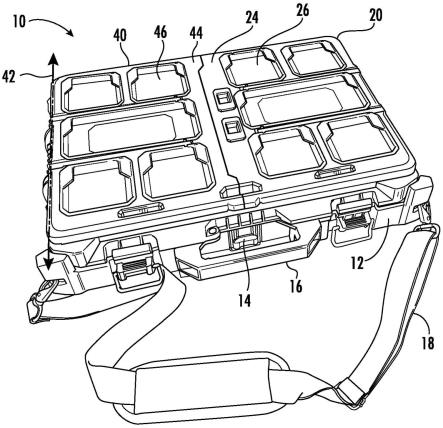
图7是运送杆的示例性实施例的示意性透视图;
[0059]
图7a是图7的运送杆的一部分的细节透视图;以及
[0060]
图8a至图8c是示出了冲孔站的另一实施例的示意性截面。
具体实施方式
[0061]
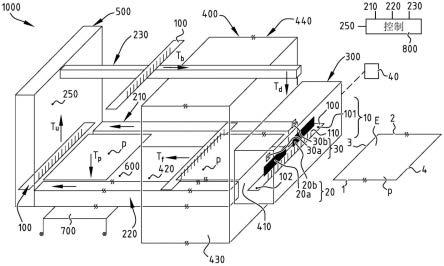
图1示意性地示出了用于处理诸如印刷版前体p的凸版前体的设备1000。该设备例如是用于利用液体清洗凸版前体的清洗设备。然而,其他处理也是可行的,诸如刷洗、冲洗、喷射、干燥、照射、显影、加热、冷却、去除凸版前体的材料、利用气体或液体处理凸版前体、打磨凸版前体、切割凸版前体、用电磁波对凸版前体进行处理,或其组合。
[0062]
设备1000包括运送系统210、220、230。运送系统210、220、230具有至少一个、优选至少两个、甚至更优选至少三个运送杆100,以用于联接到凸版前体p。例如,四个运送杆100可设置到运送系统210、220、230,如图1中所示。运送杆100在冲孔站300中联接到凸版前体p的前缘3,并且优选地延伸超过前缘3的整个长度,使得运送杆100的端部部分可联接到运送机构,参见进一步描述。注意的是,也可将多个凸版前体联接到运送杆100。优选地,运送杆100的长度在100mm与1000mm之间,更优选在1000mm与4000mm之间。
[0063]
设备1000包括:冲孔站300,其被配置用于将凸版前体p联接到运送杆100;处理隔室400,其被配置用于在凸版前体p联接到其上的运送杆100移动通过处理隔室400时处理凸版前体;和印版分离站500,其被配置为将处理后的凸版前体p与运送杆100分离。运送系统210、220、230被配置为,使每个运送杆100在冲孔站300中联接到凸版前体p之后自动地从冲孔站300穿过处理站400移动到印版分离站500,并且在与处理过的凸版前体p分离之后,自动地从印版分离站500移回到冲孔站300,使得运送杆100在闭合回路中移动穿过设备1000。在图1的所示示例中,四个运送杆100在设备1000中循环。
[0064]
在优选实施例中,每个运送杆100设置有多个穿入元件110(这里为销或杆的形式),并且冲孔站300被配置为在靠近凸版前体p的前缘3的区域使多个穿入元件110接合。在
图1中,凸版前体p具有:前缘3、后缘4,其两者都垂直于凸版前体p穿过设备1000的前向运送方向tf;和两个侧边1、2,其平行于前向运送方向tf。靠近凸版前体p的前缘3的区域联接到运送杆100的多个穿入元件110。
[0065]
冲孔站300被配置为用于将多个穿入元件110布置在凸版前体p的边缘部分e中。冲孔站300包括冲孔装置10,冲孔装置10包括多个穿入元件110和被配置为将一个或多个穿入元件110布置在凸版前体p的边缘部分中的诸如锤子的驱动装置(未示出)。冲孔站300还包括抵接装置20,该抵接装置20与冲孔装置10对准并被配置为形成针对凸版前体p的边缘3的抵接。冲孔站300还包括:检测装置30,其被配置为在沿抵接装置20的两个或更多个位置处检测凸版前体的边缘部分e是否正确定位为抵靠在抵接装置20上;以及信号发送装置40,其被配置为根据由检测装置30的检测来传输信号。优选地,信号发送装置40被配置为将信号传输到冲孔装置10,例如,以自动触发冲孔装置10,特别是冲孔装置10的驱动装置,以使一个或多个穿入元件110布置在凸版前体p的边缘部分e中。
[0066]
处理隔室400具有入口侧410和出口侧420。具有联接的凸版前体p的运送杆100从入口侧410移动穿过处理隔室400到出口侧420,其中,运送杆100在前向运送方向tf上移动。在处理隔室400的出口侧420与印版分离站500之间,设置有印版排出区600。凸版前体p被运送系统完全拉出处理隔室400而位于印版排出区600中,然后在分离站500中与运送杆100分离。以此方式,当凸版前体p与运送杆100分离时,凸版前体p可在印版排出区600中被排出。在印版排出区600的底部,可设置有移除装置,该移除装置被配置为在印版分离站500中使凸版前体p与运送杆100分离之后移除处理后的凸版前体p。在所示实施例中,移除装置700是台车,该台车被配置为用于在印版排出区600中接收处理后的凸版前体p,并且被配置为用于移出印版排出区600,从而可被容易地运离印版排出区。例如,如果设备1000是清洗器,则操作者可将清洗后的凸版前体p运送到干燥器以干燥清洗后的凸版前体。在其他未示出的实施例中,移除装置700可以是承载件、机器人、移动带、至少一个转筒(rotating drum)等。这样的装置也可被配置为将在印版分离站500中被分离之后的处理过的凸版前体p移出印版排出区600。
[0067]
在图1的实施例中,运送系统包括前向运送机构,该前向运送机构包括位于设备1000的一侧的第一机构210和位于设备1000的另一侧的第二运送机构220。运送机构210、220被配置为在前向运送方向tf上将具有被联接的凸版前体p的运送杆100至少从处理隔室400的入口侧410运送到出口侧420,并且从出口侧420运送到印版分离站500。为此,运送杆100的第一端101与第一前向运送机构210联接,并且运送杆100的第二端102与第二前向运送机构220联接。运送系统可包括杆联接装置,该杆联接装置被配置为将运送杆,更具体地,将运送杆的第一端101和第二端102联接到第一前向运送机构210和第二前向运送机构220。杆联接装置可例如被配置为用于在第一前向运送机构和第二前向运送机构的方向上推动或移动运送杆100,以使运送杆100的端部部分101和102连接到前向运送机构210、220。在图1的实施例中,处理隔室400具有沿着前向运送方向tf延伸的相对的第一侧面430和第二侧面440,并且第一前向运送机构210和第二前向运送机构220分别在处理隔室400的相对的第一侧面430和第二侧面440处延伸。
[0068]
第一前向运送机构210可包括第一丝杠,并且运送杆100的第一端101可设置有第一联接部121,该第一联接部121被配置为联接到第一丝杠210,参见以下将讨论的图6e。以
类似的方式,第二前向运送机构220可设置有第二丝杠,该第二丝杠可联接到第二联接部122。这些第一联接部121和第二联接部122也被在图2中示出。然而,在其他实施例中,第一前向运送机构210和/或第二前向运送机构220可包括其他运送装置,诸如链条或带,并且第一联接部121和第二联接部122可相应地调整。
[0069]
运送系统还包括后向运送机构230,该后向运送机构230被配置为将运送杆100从印版分离站500运送回到冲孔站300。在图1所示的实施例中,后向运送机构230位于设备1000的上侧处。然而,在其他实施例中,后向运送机构230可布置在设备1000的下部中,位于前向运送机构210、220下方。后向运送机构230可包括以下项中的任一者:一个或多个带、一个或多个链条、一个或多个丝杠、直线电机或它们的组合。
[0070]
在图1中,后向运送机构230布置在处理隔室400上方的中央。然而,后向运送机构230也可通过在第一前向运送机构210和第二前向运送机构220的上方或下方的、位于处理隔室400的相对的侧面处的第一后向运送机构和第二后向运送机构来实现。可替代地,后向运送机构可位于处理隔室的侧面,并且可选地,运送杆可旋转并在竖直位置向后运送。然而,为了减少设备的尺寸,后向运送机构优选地位于第一前向运送机构210和第二前向运送机构220的上方或下方。
[0071]
如图1中所示,后向运送机构230部分地位于处理隔室400的上方,并且运送系统还包括向上运送机构250,该向上运送机构250被配置为使在印版分离站500中分离的运送杆100朝向后向运送机构230向上移动。例如,向上运送机构250可使运送杆100在向上的方向tu(通常为竖直方向)上,朝向后向运送机构230移动,该后向运送机构230使运送杆100在与前向运送方向tf相反的后向运送方向tb上移动,回到冲孔站300。向上运送机构250可包括以下项中的任一者或多者:磁性装置、电磁装置、夹持装置、真空装置、直线电机、链条、带、丝杠、活塞或它们的组合。在向后运送机构230位于前向运送机构下方的其他实施例中,可设置有向下运送机构。向下运送机构可包括以下项中的任一者或多者或仅通过重力发生:磁性装置、电磁装置、夹持装置、真空装置、直线电机、链条、带、丝杠、活塞或它们的组合。
[0072]
图2、图2a、图3、图4a、图4b、图5a和图5b更详细地示出了用于将多个穿入元件110布置在凸版前体p的边缘部分e中的冲孔站300的第一示例性实施例。冲孔站300包括冲孔装置10,冲孔装置10包括多个穿入元件110和实现为锤子310的驱动装置。冲孔站300还包括抵接装置20,该抵接装置20与冲孔装置10对准并被配置为用于形成针对凸版前体p的边缘3的抵接。冲孔站300还包括:检测装置30,其配置为在沿抵接装置20的两个或更多个位置处检测凸版前体的边缘部分e是否抵靠抵接装置20正确定位;和信号发送装置40,其被配置为根据检测装置30的检测来传输信号。优选地,信号发送装置40被配置为将信号传输到冲孔装置10,例如,以自动触发锤子310,以使一个或多个穿入元件110布置在凸版前体p的边缘部分e中。
[0073]
如图4a中所示,抵接装置20至少包括第一抵接部20a和第二抵接部20b,该抵接装置可移动地布置,使得当边缘部分e正确定位在第一定位处时,第一抵接部20a处于第一位置,而当边缘部分e没有正确地定位时,第一抵接部20a处于在第二位置,并且使得当边缘部分正确定位在第二定位处时,第二抵接部20b处于第一位置,而当边缘部分没有正确地定位时,第二抵接部20b处于第二位置。第二抵接部20b的第一位置和第二位置分别在图5b和图5a中示出。在图5a中,凸版前体p的边缘与抵接部20b相距一定距离,并且抵接部20b朝向凸
版前体p向前倾斜。在图5b中,凸版前体p的边缘靠在抵接部20b上,并且抵接部20b向后倾斜。该位置变化由检测装置的检测器30b来检测。第一抵接部20a和第二抵接部20b能围绕平行于横向方向(即,垂直于图2中所示的移动方向tf)延伸的水平轴线23枢转,从而第一抵接部20a和第二抵接部20b可从第一位置枢转到第二位置,并且从第二位置枢转到第一位置。
[0074]
抵接装置20包括多个对准销25,该多个对准销25布置成一排,使得它们可沿凸版前体的边缘部分e延伸。每个抵接部20a、20b可包括一个或多个对准销25。在图4a的示例中,每个抵接部20a、20b包括六个对准销25。对准销25分别固定在第一抵接部20a和第二抵接部20b的相应的可枢转安装的第一承载件21a和第二承载件21b中。承载件21a、21b各自设置有相应的支架22a、22b,该支架22a、22b具有部分24a、24b,部分24a、24b的位置可由检测器30a、30b来检测,参见图5a和5b。为了限制抵接部20a、20b的移动,设置了具有多个通道27的销引导板26,对准销25延伸穿过该通道。通道27大于销25的尺寸,以使销可在第一位置与第二位置之间枢转,其中,限定通道27的壁限制了抵接部20a、20b的运动。抵接部20a、20b的形状和尺寸设计成使得抵接部20a、20b在第二位置(图5a)时朝向凸版前体p向前倾斜,并且使得抵接部20a、20b在第一位置(图5b)时向后倾斜。
[0075]
检测装置30包括第一检测器30a和第二检测器30b。第一检测器30a和第二检测器30b被配置为分别检测第一抵接部20a和第二抵接部20b的位置。检测装置可包括以下项中的任一者:光学检测装置、压力检测装置、电检测装置、机械检测装置或它们的组合。在所示示例中,第一检测器30a和第二检测器30b可以是例如接近传感器。
[0076]
穿入元件110布置在运送杆100上,并且冲孔站300被配置为将运送杆100接纳在与抵接装置20对准的位置,参见图2和图2a。锤子310可移动地布置,本文中能围绕水平横向轴线枢转,使得其可抵靠在凸版前体的边缘部分e上被接合,以将一个或多个穿入元件110布置在凸版前体p的边缘部分e中。运送杆100布置为使得穿入元件110定位在边缘部分e下方,并且锤子310布置在边缘部分的另一侧,以使锤子310可将边缘部分e向下推到穿入元件110上。锤子310设置有与一个或多个穿入元件110相对应的一个或多个孔311,并且可选地设置有与对准销25相对应的多个孔312。应当注意的是,在另一实施例中,也可在锤击之前向下移动对准销25,参见图6c,在这种情况下不需要孔312。
[0077]
优选地,沿抵接装置20的第一定位和第二定位分别对应于凸版前体的边缘部分的中部的左侧和右侧的位置。在所示示例中,这通过在该中部的左侧和右侧具有抵接部20a、20b来实现,参见图4a。
[0078]
图7和7a示出了运送杆100的更详细的示例性实施例。如图7a中最佳可见,多个穿入元件100优选地具有尖锐的末端113,并且冲孔站300优选地被配置为使多个穿入元件110至少部分地穿入到凸版前体p的前缘3附近的未穿孔的边缘部分e中或穿过凸版前体p的前缘3附近的未穿孔的边缘部分e。
[0079]
运送杆100在第一端101和第二端102处设置有第一联接部121和第二联接部122。在这种情况下,联接部121被配置有与丝杠组合使用的联接装置。图7a示出了具有穿入元件110的运送杆100的放大图。每个穿入元件110具有连接部111、穿入部112和末端113。应当注意的是,在这种情况下,穿入部112具有矩形截面和对称的末端113。优选地,穿入部112具有在垂直于穿入方向的截面中观看的最大尺寸,该最大尺寸小于5mm,更优选地小于3mm。换言之,在所示示例的矩形截面中,矩形的最长边优选地小于5mm,更优选地小于3mm。运送杆100
配备有允许销从运送杆下方穿过运送杆100的通道120,同样参见下文讨论的图6a和6b。
[0080]
应当注意的是,根据另一示例性实施例,图1的设备1000也可与设置有不具有尖锐末端的多个穿入元件110的运送杆100一起使用。例如,在将凸版前体p带到站300之前,可在图8的冲孔站300中对凸版前体p的前缘3附近的区域进行预穿孔。那么,图1的站300将为印版联接站而不是冲孔站,其中,多个穿入元件110随后布置为穿过前缘3附近的边缘部分e中的预穿孔。
[0081]
现在将参照图6a-6e描述说明冲孔站300的示例性实施例以及在冲孔站300中进行的步骤。图6a和图6b示出了联接站300中的运送杆100。冲孔站300包括如图2的实施例中实现为具有可移动销25的抵接装置,该抵接装置被配置为用于将凸版前体p相对于运送杆100对准。可移动销25延伸为与运送杆100相邻。为此,运送杆100设置有通道120,从而允许销25从运送杆100下方穿过运送杆100到达它们穿过运送杆100伸出的位置,如图6a中最佳可见的。在已经将凸版前体p抵靠对准销25对准之后,对准销25向下移动,并且锤式工具310推动多个穿入元件110穿过凸版前体的材料,参见图6c和6d。在优选实施例中,锤式工具310包括多个孔311,该多个孔被配置为用于接纳多个穿入元件110。然而,其他锤式工具310也是可行的,并且技术人员理解,也可设置例如被配置为用于接纳多个穿入元件110的一个细长凹入部,而不是一系列孔311。
[0082]
应当注意的是,存在可应用本发明的其他运送杆和锤式工具。例如,在申请人名下的pct申请pct/ep2019/060370的图5和图6a、图6b描述了其他可能的运送杆,该专利申请通过引用被包括在本文中。
[0083]
应当注意的是,穿入元件110的形状可变化,并且该形状可以是例如以下项中的任一者:管、刀片、针或它们的组合。优选地,每个穿入元件110包括穿入部112(参见图7a),该穿入部112用于大致垂直地延伸穿过凸版前体,其中,穿入部112具有在1mm与20mm之间的长度。在又一实施例中,代替设置具有多个穿入元件的运送杆,运送杆可设置有具有尖锐边缘的一个或多个细长刀片元件。
[0084]
如图1中所示,设备1000优选地包括控制单元800,控制单元800被配置为控制设备的不同部件,诸如运送机构210、220、230、250,使得当多个运送杆中的一个运送杆100移动穿过处理隔室400时,另一个运送杆100移回印版分离站300。更优选地,至少三个运送杆在该系统中移动。在图1中,设备1000被示出为具有四个运送杆,该四个运送杆受到控制,使得可同时在冲孔站300中有一个运送杆,在处理隔室400中有一个运送杆,在印版分离站500中有一个运送杆以及被后向运送机构230向后运送的一个运送杆。优选地,至少两个运送杆中的一者被运送穿过处理区,而另一者被运送回联接站。此外,前向运送方向tf上的运送速度可与后向运送方向tb上的运送速度不同,其中,优选地,后向运送方向tb上的运送速度比前向运送方向tf上的运送速度快。例如,后向运送方向上的运送速度除以前向运送方向上的速度的比值可在1至400的范围内,优选地在2至300的范围内。通常地,前向运送速度和后向运送速度在从1mm/秒至1000mm/秒的范围内。
[0085]
图8a至图8c示意性地示出了用于在凸版前体p的边缘部分e中布置一个或多个穿孔的冲孔站300的另一实施例。冲孔站300包括冲孔装置10,该冲孔装置10包括一个或多个穿孔元件115。冲孔装置10被配置为用于将一个或多个穿孔元件115布置为穿过凸版前体p的边缘部分e,以在凸版前体p中布置一个或多个通孔h。冲孔站300包括抵接装置20a,该抵
接装置20a与冲孔装置10对准并且被配置为用于形成针对凸版前体p的边缘的抵接。抵接装置20a可类似于以上结合图4a和图4b描述的抵接装置20a,并且其描述被省略。冲孔站300包括:检测装置30a,其被配置为在沿抵接装置20a的位置处检测凸版前体的边缘部分是否抵靠抵接装置20a正确定位;以及信号发送装置40(未示出),其被配置为根据由检测装置30a的检测来传输信号。检测装置30a可类似于以上结合图4a和图4b描述的检测装置30a,并且其描述被省略。此外,如图4a和图4b的实施例中,可设置多个抵接装置20a、20b和检测装置30a、30b。图8a示出了对凸版前体p的边缘部分e进行穿孔之前的冲孔装置10,图8b示出了穿孔期间的冲孔装置10,图8c示出了穿孔之后的冲孔装置10,示出了通孔h已经被被布置在凸版前体p的边缘部分e中。通常将布置一排通孔,例如,至少十个通孔。具有被穿孔的孔的凸版前体p可在印版联接站中(例如,在作为用于处理凸版前体p的设备的一部分的印版联接站中)联接到运送杆。这可以是例如图1的设备,其中,冲孔站300被替换为印版联接站,并且其中凸版前体在被引入印版联接站中之前在如图8a至图8c中所示的单独的冲孔(穿孔)站300中被预穿孔。
[0086]
凸版前体通常包括由第一材料制成的支撑层和由不同于所述第一材料的第二材料制成的附加层。支撑层可以是柔性金属、天然或人造聚合物、纸或它们的组合。优选地,支撑层是柔性金属或聚合物膜或片。在柔性金属的情况下,支撑层可包括薄膜、筛状结构、网状结构、织造或非织造结构或它们的组合。钢片、铜片、镍片或铝片是优选的,并且可以为大约50μm到1000μm厚。在聚合物膜的情况下,膜的尺寸稳定但可弯曲,并且可由例如聚亚烷基、聚酯、聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚酰胺和聚碳酸酯、用织造、非织造或分层纤维(例如,玻璃纤维、碳纤维、聚合物纤维)增强的聚合物或它们的组合。优选地,使用聚乙烯和聚酯箔,并且聚乙烯和聚酯箔的厚度可在大约100μm至300μm的范围内,优选在100μm至200μm的范围内。凸版前体可携带有附加层。例如,附加层可以是以下项中的任一者:直接可雕刻层(例如被激光雕刻)、溶剂或水可显影层、热可显影层、感光层、感光层和掩模层的组合。可选地,可在附加层上设置一个或多个另外的附加层。这样的一个或多个另外的附加层可包括在所有其他层的顶部处的覆盖层,该覆盖层在可成像层被成像之前被去除。该一个或多个附加层可包括凸版层以及位于支撑层与凸版层之间或在支撑层的与凸版层相对的一侧的抗光晕层。该一层或多层附加层可包括凸版层、可成像层和位于凸版层与可成像层之间的防止氧扩散的一个或多个阻挡层。一个或多个粘合层可位于上述不同的层之间,这确保了不同的层的适当粘合。
[0087]
虽然以上已结合具体实施例阐述了本发明的原理,但应理解的是,该描述仅作为示例的方式进行,而不是对由所附权利要求确定的保护范围的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。