1.本发明涉及一种超声波焊接装置。
背景技术:
2.对于各种各样的技术应用,可能需要以机械固定和/或导电的方式将两个部件接合在一起。例如,出于各种目的,可能需要以机械方式和导电方式将电缆或其线股接合在一起。这例如可用于生产线束或电缆束,例如车辆内部的耗电器可以借助这些线束或电缆束相互电连接、电连接到能源和/或控制系统。
3.目前开发了所谓的超声波焊接,在两个导电部件之间产生物质到物质的结合,为它们提供高强度的良好导电性。待焊接的部件(又称为接合偶或焊接料)相互进入表面接触,并在低压高频机械振动下相对移动,是一种特殊形式的摩擦焊接。在此情况下,可以借助超声焊极产生振动,在该超声焊极中产生频率通常为20khz至50khz的超声波振动并传递到至少一个接合偶。塑料流动则允许接合偶在靠近表面的地方彼此渗透或互锁,而不必熔化接合偶的材料。因此,超声波焊接可用于以低冲击、快速、经济的方式将接合偶结合在一起。
4.超声波焊接尤其也可用于焊接金属接合偶,例如待接合的两个或更多个电缆的线股,或例如待焊合的电缆线股的两个或更多个单独的电线。为此,通常将接合偶插入超声波焊接装置的接纳室中,然后在超声波振动的超声焊极与砧座之间焊合。
5.在超声波焊接中,接合偶在超声波焊接过程中的彼此相对位置可能对所产生的焊缝质量具有显著影响。特别地,待焊接的一个、两个或更多个线股的末端作为接合偶应尽可能准确地在超声波焊接装置的接纳室中上下定位,以便它们大致彼此对齐地容纳在超声焊极与砧座之间并可以焊合。
6.传统上,超声波焊接装置的操作者通常必须谨慎地将待焊接的电缆及其线股正确定位在超声波焊接装置的接纳室中。为此,可以在接纳室中设置标记,线股末端将会对准这些标记。
7.为了将电缆以所谓的端接头形式焊合,即,将两条电缆从相同的方向插入超声波焊接装置的接纳室时,还已知手动地将止动元件以所谓的线股末端止动件的形式拧到安装板上,然后将该安装板安装在超声波焊接装置中的合适位置处。电缆线股则可定位在接纳室中,它们的正面邻接止动元件。然而,安装这样的止动元件十分复杂,在不使用时必须又将其拆卸。
技术实现要素:
8.可能需要一种用于焊接两个或更多个接合偶的超声波焊接装置,该装置易于操作,通过多个焊接操作有助于高品质、优选品质稳定地生产焊接接头,和/或简单地出于各种目的、特别是关于生产不同类型的焊接接头来进行配置。
9.为了达成上述目的,本发明提出了独立权利要求的主题。本发明有利实施例可参
阅从属权利要求和下述内容。
10.根据本发明一方面,描述了一种超声波焊接装置,具备检测超声波焊接装置内待焊接的接合偶的期望定位功能。超声波焊接装置至少包括超声焊极、砧座、接触元件、横向滑动件、接纳室(其接纳接合偶并由超声波焊接装置的边界部件界定)和止动元件作为部件。止动元件在本文中称为第一止动元件,因为如下所述可以任选地设置至少一个附加止动元件。接纳室在第一侧由超声焊极表面界定而在与第一侧相对的第二侧由砧座表面界定。接纳室在第三侧由接触元件表面进一步界定而在与第三侧相对的第四侧由横向滑动件表面进一步界定。至少在第一止动元件可占居的定位配置中,接纳室在横向于第一侧至第四侧延伸的第五侧由朝向接纳室的第一止动元件表面进一步界定。第一止动元件在其朝向接纳室的表面上导电,以便形成第一电极。至少一个界定接纳室的边界部件包括超声焊极、砧座、接触元件和横向滑动件,在其均朝向接纳室的表面上导电,以便形成第二电极。超声波焊接装置配置为检测第一电极与第二电极之间的电闭合并基于此检测至少一个待焊接的接合偶的期望定位。
11.在不以任何方式限制本发明范围的前提下,有关本发明实施例的构思和可能特征可以视为尤其基于下述观点和发现。
12.在焊接过程之前和期间,待焊接的接合偶将容纳在超声波焊接装置的接纳室中。接纳室通常由至少四个侧面界定,使得接合偶仅可容纳在有限的体积中。在两个相对的侧面上,即例如在顶侧和底侧,接纳室可以一方面由超声焊极表面界定而另一方面由砧座表面界定。超声焊极和/或砧座可移位,使得这两个部件可以彼此相对、彼此相向或彼此背离地移动,这样即可使接纳室例如在第一方向上(即垂直方向上)变小或变大。在横向于(优选地垂直于)上述两个侧面延伸的另外两个相对侧面上,即例如左侧和右侧,接纳室可以一方面由接触元件表面界定而另一方面由横向滑动件表面界定。接触元件和/或横向滑动件也可移位,使得这两个部件可以彼此相对、彼此相向或彼此背离地移动,这样即可使接纳室在垂直于上述第一方向延伸的第二方向上变小或变大。在此情况下,所述部件的表面可以像框架、特别是四边形框架一样围绕接纳室。在未由所述部件界定的第五侧或第六侧上,接合偶可以插入或推入以框架状方式包围的接纳室中。
13.表述“在一侧界定接纳室”可理解为任何上述部件的相应表面导致接合偶不能移出该表面所产生的边界。为此,相应表面可以在相应侧面上完全覆盖接纳室。但替代地,在相应侧面上仅部分覆盖接纳室也可能足矣,只要仍然确保接合偶保持在接纳室内即可。
14.两个相应相对的部件(即超声焊极与砧座,或接触元件与横向滑动件)可以优选地彼此相对移动,特别是彼此相向移动,从而能够暂时减小接纳室的体积,特别是能够将容纳于其中的接合偶推压成彼此接触。
15.通过仅为接合偶提供相对较小的接纳室,该接纳室被上述四个部件以框架状方式围绕,上述四个部件横向于大部分细长的接合偶被推入或插入接纳室的方向,可以实现,在实际焊接操作开始之前,即在超声焊极与砧座之间将接合偶推压到一起之前,接合偶可能或必须已经以相对于彼此至少大致预定定位的方式布置于接纳室中。例如可以实现,将末端剥皮的两个电缆的线股用作接合偶如此布置于接纳室中,即当超声焊极与砧座相互靠近时,将这些线股紧密推压成彼此接触。
16.如果超声波焊接装置如此配置,即超声焊极和砧座从上方和下方界定接纳体积,
这意味着两个电缆末端有利地上下垂直布置。这样的布置方式通常对焊接结果具有正面影响,而并置的线股则通常焊接不充分。
17.本文所述的超声波焊接装置具有第一止动元件,借助第一止动元件也可以在第五侧界定接纳室。该第五侧横向于、优选地垂直于上述由其他部件以框架状方式界定的其他四个侧面延伸。在第五侧,第一止动元件即可关闭经过以框架状方式或者诸如在第五侧与相对的第六侧之间界定的接纳室的通道。
18.据此,虽然可以将一个或多个接合偶在第六侧插入接纳室中,但它们可能不再在第五侧离开接纳室或在第五侧突出超过接纳室。相反,细长的接合偶的正面仅可以到达朝向接纳室的止动元件表面并与之接触。
19.因此,可以将一个或多个待焊接的接合偶各自插入接纳室中并以其正面向上推到止动元件,使得它们的正面末端对齐邻接止动元件,或在多个接合偶的情况下,使得它们的正面末端上下定位且彼此对齐和/或彼此并置。可以由操作超声波焊接装置的用户或由另一台机器插入接合偶。
20.在接纳室的第五侧上设置止动元件,从而易于将接合偶以它们彼此相对对齐的配置插入接纳室中。例如,人员可以将来自第六侧的电缆推入接纳室,直到感觉到电缆正邻接布置于对面的止动元件。原则上,超声波焊接装置的操作者即可进行触觉式检测,即感觉电缆是否已经正确地插入到接纳室中。据此,通常无需目视检查电缆的定位。
21.然而,在超声波焊接装置的实际使用过程中,反复观察到超声波焊接装置的操作者例如因注意力分散或注意力不集中而在焊接操作开始之前未能将接合偶布置到超声波焊接装置的接纳室内的期望定位。据此,至少在一些情况下,接合偶的焊缝质量可能欠佳,这可能导致例如产生接头所获电导率的变化和/或接头机械强度的变化。
22.因而,寻求一种通过在超声波焊接装置中实施的附加功能而支持操作者正确定位待焊接的接合偶的方法。
23.为了实现上述目的,本发明提出了将第一止动件元件朝向接纳室的表面配置为导电的第一电极,并将横向围绕接纳室的至少一个部件朝向接纳室的表面配置为同样导电的第二电极。此外,超声波焊接装置应当适于能够识别何时在这两个电极之间发生电闭合,即何时两个电极通过导电元件相互连接。在此,电闭合可以理解为第一电极与第二电极之间的电连接,如可以通过例如与两个电极之间的气隙相比电阻相对较低的诸如电缆等导电元件建立电连接。超声波焊接装置应当能够将电闭合解释为插入到接纳室中的接合偶已经布置成期望定位的效果。
24.这是基于如下考虑:通常将待焊接的电缆在其末端预先剥皮,以便它们的导电线股暴露出来。然后将带有这些暴露线股的电缆插入超声波焊接装置的接纳室中。接纳室和横向界定接纳室的部件的配置可以如此选择,即当电缆一方面以其正面邻接止动元件的形成第一电极的表面,另一方面横向邻接围绕接纳室的部件之一的形成第二电极的表面时,电缆布置成期望定位。在这个定位上,暴露线股将第一电极电连接到第二电极。因此,如果如此在两个电极之间产生了电闭合,则这可以视为电缆已正确定位的检测特征。
25.根据一实施例,在朝向接纳室的止动元件表面与界定接纳室的至少一个边界部件的表面之间布置电绝缘。
26.也就是说,形成第一电极的止动元件表面与形成第二电极的部件表面通过中间的
电绝缘体而电绝缘,至少只要是不属于超声波焊接装置的任何元件(诸如插入接纳室的电缆),不会使这两个表面之间的电路相互闭合。
27.在此情况下,可以通过在空间上使形成两个电极的表面远离和/或通过位于这些表面或其承载部件之间的由电绝缘材料制成的绝缘元件来实现电绝缘。
28.原则上,第二电极可以由界定接纳室的任何一个部件的朝向接纳室的表面形成,即超声焊极、砧座、接触元件或横向滑动件的表面。当电缆接触由该表面形成的第二电极和第一接触元件上形成的第一电极时,检测由此引起的电闭合会确保电缆以其端面到达止动元件进而以期望方式沿插入方向定位在接纳室中。
29.然而,不可能在所有情况下检测出电缆横向于插入方向在接纳室内的位置。例如,如果第二电极由在底侧界定接纳室的超声焊极的水平延伸表面形成,则只要接纳室足够宽,电缆可以在不同的位置(即例如在其中心或在其横向边缘之一上)接触超声焊极。
30.根据一实施例,形成第二电极的表面可以邻近接纳室横向延伸。
31.换而言之,形成第二电极的表面可以横向邻接接纳室,即,在水平方向上观察时,该表面可以邻近接纳室。也就是说,第二电极可以不是由在底侧或顶侧界定接纳室的表面形成,而是由在左侧或右侧界定接纳室的表面形成。
32.这样可以实现,插入接纳室的电缆必然邻接接纳室最外侧的横向边缘,以便在此处与形成第二电极的表面接触并能够与第一电极产生电闭合。只有在这样定位的情况下,超声波焊接装置才基于产生的电闭合而检测到作为接合耦的电缆已经布置成期望定位。这确保了超声波焊接装置检测到电缆正确定位时,电缆既以其正面抵于第一止动元件上,又以其圆周表面抵于横向界定接纳室的表面上。这样可以在两个方向上重复性检查接合偶的定位,即在插入接纳室的方向和横向于该插入方向的这两个方向上。
33.根据一实施例,形成第二电极的表面可以垂直延伸。
34.原则上,形成第二电极的表面也可以相对于水平面成其他角度延伸,即倾斜于水平面延伸。然而,形成第二电极的表面的垂直定向可能有利的原因在于,插入到接纳室中的接合偶则可特别易于邻接该表面。
35.特别地,根据一实施例,接触元件可以邻近接纳室横向布置并相对于接纳室在水平方向上静止,形成第二电极的表面可以是朝向接纳室的接触元件表面。
36.接触元件通常在焊接单元中布置于横向界定接纳室的平面内。接触元件可以为静止,或者例如可以随同砧座在所述平面中移动。如此,接触元件特别适合作为止动件,接合偶可以横向邻接该止动件,以使接合偶以期望方式定位在接纳室中。
37.根据一实施例,第一止动元件在拉入位置与拉出位置之间可移位。在此情况下,在拉入位置,第一止动元件在第五侧界定接纳室,在拉出位置,第一止动元件在第五侧使接纳室敞开。
38.人们认识到,界定第五侧的止动元件在某些情况下可能造成阻碍或不合需要。例如,可能还期望能够使用超声波焊接装置来焊接所谓的内联(inline)接头。以内联接头的配置方式焊合的电缆形成电线延伸,而端接头的配置方式可以视为一种电线折返。为了通过超声波焊接创建内联接头,电缆从相对两侧插入接纳室。据此,出于这种应用目的,接纳室的彼此相对的第五侧和第六侧至少不应永久性由止动元件界定。
39.因此,本发明提出将第一止动元件设置为超声波焊接装置的集成部件,即第一止
动元件永久性连接到超声波焊接装置的其他部件并与之相互作用。然而,第一止动元件优选地不应固定在超声波焊接装置中的静止位置,而是本发明提出,第一止动元件配置为使得第一止动元件可以在第一位置(即所谓的拉入位置)与第二位置(即所谓的拉出位置)之间移动。在拉入位置,第一止动元件在第五侧界定接纳室。据此,在这种配置中,第一止动元件可以用作从第六侧插入接纳室的一个或多个接合偶的机械止动件。然而,在拉出位置,止动元件露出第五侧到至少使得一个或多个接合偶也可以从第五侧插入接纳室中的程度。换而言之,本文所述的超声波焊接装置的止动元件可以优选地选择性拉入或拉出,这例如取决于是要焊接端接头还是内联接头。拉入位置与拉出位置可以彼此相距几毫米到几厘米,例如2mm到10cm,优选地4mm到4cm。
40.根据一实施例,超声波焊接装置还包括驱动装置,该驱动装置配置为使第一止动元件在拉入位置与拉出位置之间主动移位。
41.也就是说,超声波焊接装置优选地不仅有只能被动移动并例如由操作超声波焊接装置的人员使其在拉入位置与拉出位置之间移位的第一止动元件。相反,超声波焊接装置具有驱动装置,该驱动装置可以使第一止动元件从拉入位置主动移位到拉出位置和/或反之亦然。通过这种驱动装置可以实现自动化使第一止动元件移位。驱动装置可以连接到电源。此外,驱动装置可以连接到控制系统或可以用来控制其操作的集成控制系统。
42.有关止动元件的可能移位能力以及可用于使其移位的驱动装置的细节请参阅本技术的申请人于本技术的同一申请日提交、名称为“ultrasonic welding device with displaceable stop element(具有可移位止动元件的超声波焊接装置)”的专利申请。该并行专利申请还描述了驱动装置、接合偶检测装置、人机界面、用于检测可移位止动元件的实际位置的传感器系统和用于引导第一止动元件的引导件的可能实施例。该并行专利申请的内容将通过引用全文归并本专利申请。
43.根据进一步改进实施例,超声波焊接装置还可以包括第二止动元件。至少在第二止动元件可占居的定位配置中,接纳室在与第五侧相对的第六侧由朝向接纳室的第二止动元件表面进一步界定。第二止动元件在其朝向接纳室的表面上导电,以便形成第三电极。在此情况下,超声波焊接装置附加地配置为检测第三电极与第二电极之间的电闭合并基于此检测至少一个待焊接的接合偶的期望定位。
44.第二止动元件即可布置于第一止动元件的对侧上,使得两个止动元件在二者之间界定接纳室。在此情况下,第一止动元件可用于定位从第六侧插入接纳室的接合偶,使得接合偶邻接第一止动元件进而直接到达接纳室的边缘,但不会突出超过接纳室的边缘。相反,第二止动元件可用于针对从相对的第五侧插入的接合偶执行类似的任务,即通过将接合偶的正面抵靠第二止动元件来定位接合偶,使得接合偶到达接纳室的相对边缘,但不会突出超过接纳室的相对边缘。通过这两个止动元件,接合偶即可从相对的两侧相继地容纳在接纳室中并适当地定位在接纳室中,以便在超声波焊接过程之后形成高质量的内联接头。
45.类似于上述第一止动元件,超声波焊接装置在此情况下应当配置为能够检测由第二止动元件形成的第三电极与由横向界定接纳室的部件之一形成的第二电极之间的电闭合。如果检测到这种电闭合,则超声波焊接装置可以基于此识别出接合偶已经定位在邻近第二止动元件并邻接形成第二电极的横向部件的期望位置。
46.根据一实施例,第二止动元件在拉入位置与拉出位置之间可移位,其中,在拉入位
置,第二止动元件至少在第六侧的某些区域界定接纳室,在拉出位置,第二止动元件在第六侧使接纳室敞开。
47.换而言之,类似于第一止动元件,第二止动元件在拉入位置与拉出位置之间可移位。据此,当第一止动元件布置于其拉入位置时,第二止动元件可移位到其拉出位置,使得接纳室的第六侧敞开并且一个或多个接合偶可从该侧推入接纳室,直到它们邻接第一止动元件。然后第一止动元件可移位到其拉出位置并且可将第二止动元件带动到其拉入位置。在这种配置中,接纳室的第五侧则敞开,使得一个或多个接合偶可从该侧推入接纳室,直到它们邻接第二止动元件。第一止动元件和第二止动元件可以相互独立地或相互依赖地移位。它们可以另以全自动或部分自动的方式移位。
48.根据具体实施例,在此情况下,第二止动元件可以包括多个细长部段,每个部段在沿第六侧的方向上相互平行延伸。每个部段独立于相邻部段地在拉入位置与拉出位置之间可移位。
49.也就是说,第二止动元件优选地可以呈多件式。由第二止动元件在第六侧形成的接纳室边界在此情况下可以由多个部段组成。每个单独的部段可以是细长部段并且沿着第六侧延伸或在第六侧的延伸方向上延伸或平行于第六侧延伸。在此情况下,各个部段可以相互平行延伸,进而当各个部段移位到它们的拉入位置时,部段表面可以覆盖接纳室的第六侧的至少某些区域。
50.这些部段可在拉入位置与拉出位置之间彼此独立地移位。换而言之,每个部段可独立于相邻部段在其纵向延伸方向上移位。据此,例如一些部段可以保持在它们的拉出位置,而其他部段移位到它们的拉入位置或中间位置。
51.第二止动元件的这种段状结构可以具有如下效果:由此在接纳室的第六侧上实现的边界必要时可以不覆盖整个第六侧而是仅覆盖部分第六侧。这可能有利的是,例如来自第六侧的接合偶先前已经定位在接纳室中,使得接纳室在其第六侧不再完全封闭。在此情况下,覆盖第六侧(已经从该侧插入的接合偶向外延伸)的部分区域的那些部段可以保持在它们的拉出位置,而其他部段通过移位到它们的拉入位置而可以覆盖第六侧的相邻部分区域。移位到拉入位置的部段则可以形成物理止动件,用于从相对的第五侧插入的接合偶。
52.超声波焊接装置还可包括用于推动第二止动部段的驱动装置以及如上文已提及的本技术人并行提交的专利申请中描述的其他细节。
53.根据一实施例,超声波焊接装置配置为在检测到第一电极与第二电极之间的电闭合时发出超声波焊接装置的操作者可感知的信号。
54.也就是说,超声波焊接装置可以包括位于形成第一电极和第二电极的部件之间的监测装置,该监测装置永久性或以特定时间间隔检查第一电极与第二电极之间是否存在电连接。为此,例如可以在电极之间施加电压,并可以监测电流是否相应地流动。如果这样检测到电闭合,则超声波焊接装置可以发出操作者可以通过视觉、听觉、触觉或其他方式感知的信号。为此,超声波焊接装置可以例如具有小灯、发光二极管、可视显示器、扬声器、蜂鸣器等。当操作者感知到信号时,操作者例如认识到由操作者插入接纳室的电缆已正确定位。
55.根据一实施例,超声波焊接装置可以附加地或替代地配置为能够仅在检测到第一电极与第二电极之间的电闭合时执行焊接操作。
56.换而言之,超声波焊接装置可以仅在已经预先检测到两个电极之间的电闭合进而
可以假定焊接部件已正确定位在接纳室中的情况下允许执行焊接操作。为此,两个电极可以例如是安全电路的一部分,在超声波焊接装置可以开始焊接操作之前须使该电路电闭合。
57.根据一实施例,超声波焊接装置可以附加地或替代地配置为在检测到第一电极与第二电极之间的电闭合时自动启动焊接操作的执行。
58.在此情况下,例如,超声波焊接装置可以无需操作者例如通过按下启动按钮而手动启动焊接操作。相反,超声波焊接装置可以等待直到检测到两个电极之间的电闭合进而假定待焊接的接合偶已正确布置于接纳室中,于是启动焊接操作。必要时,必须采取附加的安全措施来防止自动超声波焊接装置对操作者造成危害。
59.应当注意,本发明实施例的可能特征和优点在本文中部分地结合根据本发明配置的超声波焊接装置说明,部分地结合该超声波焊接装置的操作或使用方式说明。本领域技术人员将认识到,针对各个实施例描述的特征可以采取类似的方式适当地转移到其他实施例,可以调整和/或互换以实现本发明的更多实施例和可能协同效应。
附图说明
60.下面结合附图对本发明的有利实施例作进一步说明,附图和说明均不应解释为以任何方式限制本发明。
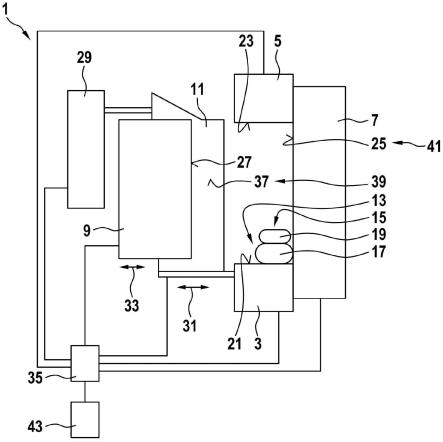
61.图1示出了根据本发明实施例的超声波焊接装置的极简侧视图。
62.图2示出了根据本发明实施例的超声焊接装置处于第一配置的透视图,其中第一止动元件位于其拉入位置。
63.图3示出了根据本发明实施例的超声焊接装置处于第二配置的透视图,其中第二止动元件位于其拉入位置。
64.这些附图仅为示意性而未按比例绘制。各个附图中相同的附图标记表示相同的特征或具有相同效果的特征。
具体实施方式
65.图1示出了根据本发明实施例的超声波焊接装置1的极简视图。图2和图3中示出了超声波焊接装置1的具体实施例的两种不同配置的透视图和某些主要部件的更多细节。
66.超声波焊接装置1包括超声焊极3、砧座5、接触元件7和横向滑动件9。所述部件以框架状方式围绕接纳室13,接纳室13中可以接纳接合偶15,如第一电缆的第一线股17和第二电缆的第二线股19。在此情况下,由超声焊极3的表面21界定接纳室13的第一侧(在所示的示例中为底侧)。由砧座5的表面23界定接纳室13的与第一侧相对的第二侧(在所示的示例中为顶侧)。由接触元件7的表面25界定接纳室13的第三侧(在所示的示例中为右侧)。由横向滑动件9的表面27界定接纳室13的与第三侧相对的第四侧(在所示的示例中为左侧)。在所示的示例中,超声焊极3的表面21和砧座5的表面23各自水平延伸且相互平行,而接触元件7的表面25和横向滑动件9的表面27各自垂直延伸也相互平行。因此,由所述表面21、23、25、27界定的接纳室13近似呈长方体。
67.如图2和图3的透视图可以容易看出,第一止动元件11设置在横向滑动件9后面。如图2所示,第一止动元件11可以布置于拉入位置,在该位置第一止动元件11在第五侧(在所
示的示例中为后侧)界定接纳室13。必要时,如图3所示,第一止动元件11可移位到拉出位置,在该位置第一止动元件11使接纳室13在第五侧敞开。
68.为清楚起见,图2和图3仅示出超声波焊接装置的几个主要部件,而下面说明的一些可选部件仅在图1中示意性示出而在图2和图3中省略。
69.通过驱动装置29可以使第一止动元件11沿位移方向31在拉入位置与拉出位置之间移位。为此,驱动装置29可由控制系统35控制。控制系统35可以是单独的部件或可以集成在驱动装置29中。
70.此外,控制系统35还可以控制可移位砧座5和/或可移位横向滑动件9的位移运动。另外,控制系统35还可以控制超声焊极3的操作。
71.例如,为了能够检测超声波焊接装置1的操作者是否已经将充当接合偶15的两个线股17、19布置于接纳室13内视为对此有利的位置,超声波焊接装置1配备有可以检测这种定位的功能。
72.为此,在所示的示例中,至少朝向接纳室13的第一止动元件11的表面37导电,进而充当第一电极39。为此,在所示的示例中,朝向接纳室13的接触元件7的表面25导电,进而充当第二电极41。在此情况下,在超声波焊接装置1中如此形成的两个电极39、41通过电绝缘材料或部件相对布置或相互分离,使得它们之间不存在通过超声波焊接装置1本身的部件的电连接。
73.在此情况下,超声波焊接装置1配置为检测这两个电极39、41之间的电闭合。为此,例如控制系统35可以电连接到形成电极39、41的部件并检测这两个部件之间的电路径何时闭合。
74.如图2所示,这种电闭合可以通过用作连接合偶15的电缆的剥皮线股17来产生。当电缆布置于接纳室13内为此优选的位置时,一方面,线股17在其正面以止动件11的表面37朝向接纳室13的方式接触第一电极39,另一方面,线股17在其正面以接触元件7的表面25朝向接纳室13的方式接触第二电极41。
75.由于由此引起的电闭合,控制系统35例如可以控制信号发生器43发出超声波焊接装置1的操作者可感知的信号。替代地或附加地,仅若检测到两个电极39、41之间的所述电闭合,进而可以假定接合偶15处于期望定位,则控制系统35才可以允许执行焊接操作。结果,甚至可以自动启动焊接操作。
76.图3示出了超声波焊接装置1中第二止动元件45至少在某些区域中已经移位到其拉入位置的配置。第二止动元件45在与第五侧相对的第六侧邻近接纳室13延伸。因此,第二止动元件45可以作为机械止动件用于已经从第五侧插入到接纳室13的接合偶15。
77.第二止动元件45不像第一止动元件11那样配置为简单的一体板,而是具有多个细长部段47。部段47可以相互独立地移位到拉入位置和/或拉出位置。为此,每个部段47耦合到部段移动元件49,可以由驱动装置(未示出)使部段移动元件49移位。然而,部段移动元件49并未将驱动装置的移动刚性地传递到相关联的部段47。相反,部段47经由弹簧51耦合到部段移动元件49。这样可以实现,当相应的部段47通过其部段移动元件49朝向拉入位置受力致动时,其被弹性地偏向拉入位置,但实际上未必朝向拉入位置移动。相反,在朝向拉入位置移动期间遇到障碍物(如布置于接纳室13中的接合偶15)的部段47可受该障碍物阻挡。这些部段47则以弹性偏置的方式压靠障碍物。这可用于暂时性固定已经布置于接纳室13中
的接合偶15。这一点在图3中针对下面三个部段47进行说明。那些未遇到障碍物的部段47朝向拉入位置移位。然后它们在此处形成接纳室13的边界,从对侧插入的接合偶可以机械地邻接该边界进而对齐。这一点在图3中针对上面四个部段47进行说明。
78.第二止动元件45在其朝向接纳室13的表面上导电,以便如此形成第三电极55。在此情况下,超声波焊接装置1或其控制系统35还配置为检测该第三电极55与接触元件7上的第二电极41之间的电闭合。
79.这样也可检测待从后面第六侧插入接纳室13的电缆线股是否已按期望方式邻近接触元件7并邻接第二止动元件45定位。
80.利用本文所述的用于检测超声波焊接装置1内待焊接的接合偶15的期望定位功能的方法,能够更易于特别是经验较少的操作者操作超声波焊接装置1,同时保持稳定的焊缝质量。特别地,可以检测焊接接头是否位于正确的位置。因此,可以在所产生的焊接接头中实现恒定的质量。这样能够在很大程度上防止产出有缺陷的零件。
81.最后应当注意,诸如“具有”、“包括”等术语不排除任何其他要素或步骤,术语“一个”或“一种”不排除是多数。还应指出,已结合上述示例性实施例之一描述的特征或步骤也可以与上述其他示例性实施例的其他特征或步骤组合使用。权利要求中的附图标记不应视为限制意义。
82.附图标记
[0083]1ꢀꢀꢀꢀꢀ
超声波焊接装置
[0084]3ꢀꢀꢀꢀꢀ
超声焊极
[0085]5ꢀꢀꢀꢀꢀ
砧座
[0086]7ꢀꢀꢀꢀꢀ
接触元件
[0087]9ꢀꢀꢀꢀꢀ
横向滑动件
[0088]
11
ꢀꢀꢀꢀ
第一止动元件
[0089]
13
ꢀꢀꢀꢀ
接纳室
[0090]
15
ꢀꢀꢀꢀ
接合偶
[0091]
17
ꢀꢀꢀꢀ
第一线股
[0092]
19
ꢀꢀꢀꢀ
第二线股
[0093]
21
ꢀꢀꢀꢀ
超声焊极表面
[0094]
23
ꢀꢀꢀꢀ
砧座表面
[0095]
25
ꢀꢀꢀꢀ
接触元件表面
[0096]
27
ꢀꢀꢀꢀ
横向滑动件表面
[0097]
29
ꢀꢀꢀꢀ
驱动装置
[0098]
31
ꢀꢀꢀꢀ
第一止动元件的位移方向
[0099]
33
ꢀꢀꢀꢀ
横向滑动件的位移方向
[0100]
35
ꢀꢀꢀꢀ
控制系统
[0101]
37
ꢀꢀꢀꢀ
第一止动元件表面
[0102]
39
ꢀꢀꢀꢀ
第一电极
[0103]
41
ꢀꢀꢀꢀ
第二电极
[0104]
43
ꢀꢀꢀꢀ
信号发生器
[0105]
45
ꢀꢀꢀꢀ
第二止动元件
[0106]
47
ꢀꢀꢀꢀ
部段
[0107]
49
ꢀꢀꢀꢀ
部段移动元件
[0108]
51
ꢀꢀꢀꢀ
弹簧
[0109]
53
ꢀꢀꢀꢀ
第二止动元件表面
[0110]
55
ꢀꢀꢀꢀ
第三电极
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。