1.本实用新型属于墙材制品生产设备领域,具体涉及一种砖品包装用分砖编组装置。
背景技术:
2.目前的叉车孔留置一般有两种方式具体如下:第一种方法是针对砖品的数量设置对应数量的夹片,每个夹片均单独控制,需要留叉车孔时,该位置对应的夹片不进行夹砖动作,或者是进行夹砖动作,然后在一个固定位置将叉车孔位置的砖品放下留出叉车孔,该种方式在砖品的宽度发生变化、或者夹砖块数发生变化时需要更换夹具,或者调整夹片,因此较为麻烦,并且有带起需要留叉车孔位置附近的砖品的危险,因此使用效果不佳;而且夹具也做的比较复杂,同时留存下来的砖品也需要再次收集编组,从而增加设备投资,降低运行效率。
3.第二种方法是在砖品编组时就组成留叉车孔需要的砖品宽度,也就是砖品的块数少于正常码垛层砖品的块数,然后将这部分砖品夹运至一个分砖平台,由分砖平台将这部分砖品分三部分,然后拉宽至正常码垛层的宽度,拉开的距离也就是叉车孔的宽度。这种方式满足大多数的使用情况,但是在前期编组时会存在需要编组成两种所需要宽度坯体的情况,造成编组装置复杂。同时对于不需要编组装置的包装场合使用方式更加复杂需要单独设置编组装置用于留出叉车孔后的砖坯的收集和再次编组。
4.综合来说,目前针对多种应用场合,需要一种能够适应不同尺寸规格的砖品,具备标准码垛宽度分砖预留叉车孔功能和编组功能于一体的专门装置。
技术实现要素:
5.本实用新型的目的是提供一种砖品包装用分砖编组装置,能够适应不同尺寸规格的砖品,具备标准码垛宽度分砖预留叉车孔功能和编组功能于一体的功能。
6.为了实现上述目的,本实用新型所采用的技术方案是:一种砖品包装用分砖编组装置,包括机架、分砖机构和推送机构,所述机架沿砖组输送方向分为分砖区和集砖区,所述分砖机构设置在分砖区,用于将码放的砖组预留出叉车孔;所述集砖区设置有集砖平台,所述推送机构用于将分砖区剩余的砖组推送到集砖平台上并集齐,推送机构包括推送架和动力机构,动力机构通过设置在机架上的同步机构与推送架连接,以带动推送架两端沿砖组输送方向同步直线移动。
7.进一步的,所述同步机构包括两组设置在机架两侧的同步运动组件,两组同步运动组件的同一端均与同一无动力轴组连接,所述推送架的两端分别与两组同步运动组件固定连接,两组同步运动组件之间连接有推送连接板,推送连接板与所述动力机构连接。
8.进一步的,所述机架的两侧还分别设置有导向机构,所述推送架的两端分别与相邻导向机构上的活动部件连接。
9.再进一步的,所述导向机构包括导向杆和滑动设置在导向杆上的滑块,导向杆平
行于动力机构的施力方向,推送架与滑块连接。
10.进一步的,所述的无动力轴组设置在机架输送方向上的端部,包括同步轴和设置在机架上的转动轴承,同步轴转动支撑在两个转动轴承上。
11.作为一种选择,所述同步运动组件为同步链条组件,包括同步链条和两个同步链轮,两个同步链轮安装在所述同步轴的轴端,同步链条张紧在两个同步链轮上。
12.进一步的,所述同步链条包括分体的第一链条和第二链条,第一链条和第二链条之间的两个连接缝位置分别与所述推送架和所述推送连接板连接。
13.作为另一种选择,所述同步运动组件为同步带组件,包括同步带和两个同步带轮,两个同步带轮安装在所述同步轴的轴端,同步带张紧在两个同步带轮上。
14.进一步的,所述同步带包括分体的第一带体和第二带体,第一带体和第二带体之间的两个连接缝位置分别与所述推送架和所述推送连接板连接。
15.所述分砖机构包括一个固定板和两个活动板,两个活动板位于固定板的两侧,机架的下方设有直线驱动机构,用于驱动两块活动板相对于固定板以相反的方向直线移动。
16.本实用新型的有益效果是:本实用新型可以按照标准码垛宽度,对需要预留叉车孔的砖组进行分砖以预留叉车孔,并对剩余的砖组进行集砖编组处理,完成一层编组后,可以由夹手夹走码垛。本实用新型可以在不更换任何零部件的情况下实现多种砖型的叉车孔留置,同时留置叉车孔后剩余的砖组在不经过二次转运的情况下可以直接进行编组用于砖跺的码放。
附图说明
17.图1为本发明的轴测图;
18.图2为本发明的主视图;
19.图3为本发明的俯视图;
20.图4为本发明的左视图;
21.图5为图3的剖视图;
22.图6为加气块放置状态;
23.图7为加气块分砖状态;
24.图8为加气块分砖后集砖状态;
25.图9为加气块集砖完毕状态;
26.图中标记:1、机架,2、分砖机构,3、推送机构,4、同步机构,5、集砖平台,6、砖品;21、固定板,22活动板一,23、活动板二,24、直线驱动机构,31、推送气缸,32、推送连接板,33、导向机构, 331、滑块,332、导向杆,34、推送架,41、同步轴,42、转动轴承,43、同步链轮,44、同步链条,441、第一链条,442、第二链条,51、齐砖挡板。
具体实施方式
27.下面结合附图和实施例对本实用新型作进一步的详细说明,但并不作为对实用新型做任何限制的依据。
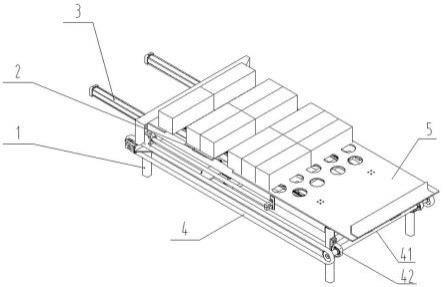
28.实施例1:如图1所示,一种砖品包装用分砖编组装置,包括机架1、分砖机构2、推送机构3、同步机构4和集砖平台5。所述机架1上沿砖品输送方向分成分砖区和集砖区,其中分
砖区对应设置分砖机构2,集砖区对应设置所述集砖平台5。所述分砖机构2用于实现砖品的分砖,以留置叉车孔。所述推送机构3与分砖机构2上下层嵌套布置在机架1上,用于将分砖机构2上分出叉车孔后剩余的砖坯推送集中到集砖平台5进行编组;所述同步机构4分别布置在机架1两侧为推送机构3的移动提供同步支持。
29.如图5所示,所述分砖机构2包括固定板21、活动板一22、活动板二23和直线驱动机构24,所述固定板21、活动板一22、活动板二23设置在机架1顶部,用于支撑所放置的砖组,所述活动板一22、活动板二23分别滑动设置在所述固定板21相对的两侧,所述直线驱动机构24安装在机架1的下部,用于驱动两块活动板相对于固定板21以相反的方向直线移动,并且控制活动板停到活动板移动行程的任意位置。
30.进一步的,所述活动板一22和活动板二23分别滑动设置在相应的轨道上,以减小滑动的摩擦力。所述直线驱动机构24包括双输出轴减速电机和两根旋向相反的滚珠丝杠,每根滚珠丝杠上的螺母与一块活动板连接。滚珠丝杠的一端和双输出轴减速电机连接,另一端支撑在机架1的轴承上,双输出轴减速电机固定在机架1下部。
31.如图1、2、4所示,所述推送机构3包括推送气缸31、推送连接板32、导向机构33和推送架34,所述推送气缸31共设置两个,固定在分砖机构2下方的机架1上;两个推送气缸31的活塞杆固定连接在一个推送连接板32上,推送连接板32的两侧分别与两根同步链条44连接;推送架34为门架结构,包括一根横梁和两根支撑横梁的支腿,两根支腿分别与一个导向机构33的滑块331连接,横梁的高度高于所述分砖机构2的支撑面,使得推送架34移动过程中,能够将分砖机构2上的砖品推走,而不会被固定板或活动板所干涉,推送架34的两个支腿也要与所述的两根同步链条44连接,这样推送气缸31的活塞杆移动时,可以通过推送连接板32带动推送架34移动,同步链条44可以保证推送架34两端的同步移动;所述导向机构33设置为两个,分别位于机架1相对的两侧,导向机构33包括滑块331和导向杆332,滑块331滑动套设在导向杆332上,导向杆332与推送气缸31的运动方向平行,即砖品的输送方向。
32.本实施例中推动推送架34直线移动的动力机构为推送气缸31,在实际使用中,还可以是油缸、电缸等直线驱动机构。
33.所述同步机构4的结构参考图1-3所示,同步机构4包括两组设置在机架1两侧的同步运动组件,两组同步运动组件的同一端均与同一无动力轴组连接,所述推送架34的两个支腿分别与两组同步运动组件固定连接。所述的无动力轴组设置在机架输送方向上的端部,包括同步轴41和设置在机架1上的转动轴承42,同步轴41转动支撑在两个转动轴承42上。
34.所述同步运动组件为同步链条组件,包括同步链条44和两个同步链轮43,两个同步链轮43安装在所述同步轴41的轴端,同步链条44张紧在两个同步链轮43上。
35.所述推送连接板32和推送架34可以通过转接件与一根闭合的同步链条44连接,还可以将同步链条44分成第一链条441和第二链条442,第二链条442位于同步链条44的上层,第二链条442一端和第一链条441相应端部通过推送连接板32连接,第二链条442另一端和第一链条441另一相应端部通过推送架34连接,从而第一链条441和第二链条442组成闭合的同步链条44,安装在同步链轮43上。推送气缸31活动时,推送连接板32通过同步链条44带动推送架34两端同步直线移动。
36.所述集砖平台5的前端设有齐砖挡板51,推送架34将砖品推送到齐砖挡板51位置
进行齐砖,以保证砖组的整齐。
37.实施例2:本实施例在实施例1的基础上,对部分结构采用其他结构形式,实现同样功能。如本实施例中,所述同步运动组件为替代同步链条组件的同步带组件,包括同步带和两个同步带轮,两个同步带轮安装在所述同步轴的轴端,同步带张紧在两个同步带轮上。与实施例1的同步链条类似,本实施例中,同步带可以是一根闭合的带体,也可以是包括第一带体和第二带体,第一带体和第二带体与推送连接板及推送架的连接可以参照实施例1的方式。其他结构均按照实施例1所述方式实施。
38.实施例3:参照图6至图9以加气混凝土砌块为例,本实用新型的使用方法为:
39.(1)由夹手将砌块放置在分砖机构2上,如图6所示,为了更好地说明,将图6中的砌块自左向右依次编号为n1、n2、n3、n4、n5、n6;
40.(2)分砖机构2的两个活动板分别向相反方向移动,在砖组中形成两个叉车孔,如图7所示,每个叉车孔的宽度和一个砌块宽度相当,因此n1~n4为等待被夹手夹走码垛的砖组;
41.(3)如图8所示,n1~n4被夹手夹走后,在推送气缸31和同步机构4的作用下,推送架34向前移动到n5后侧,推送架34移动后的位置如图中虚线所示,推送架34继续前移直至将n5、n6推送到齐砖挡板51位置,以留出分砖空间进行下一轮的分砖编组;
42.(4)在上一轮分砖编组完成后,两个活动板复位,当需要留置叉车孔的砖组时,重复步骤(1)~(3),以此类推,当集装平台5上的砌块编组数量达到满层要求时(如图9所示),由夹手将其夹走码垛。
43.以上实施例在使用中如果因为夹手的自由度不够无法实现叉车孔分砖前的放置和分砖后的夹取则可以设置整体的移动机构,通过机架装置的整体移动,实现分砖前的放置和分砖后的夹取以及集砖后的夹取在同一位置进行,从而节省场地。
44.以上实施例仅用以说明本实用新型的技术方案而非对其进行限制,所属领域的普通技术人员应当理解,参照上述实施例可以对本实用新型的具体实施方式进行修改或者等同替换,这些未脱离本实用新型精神和范围的任何修改或者等同替换均在申请待批的权利要求保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。