1.本发明涉及蜡纸雪糕包装设备技术领域,尤其涉及一种使用蜡纸全面包装的全自动雪糕包装机。
背景技术:
2.常见的雪糕包装纸一般分为两类:第一类是采用塑料包装纸,由于塑料包装纸成型、密封方便,目前使用塑料包装纸的自动化雪糕包装设备很多,大多已经能够实现全自动化生产,但是,塑料包装纸会产生污染,不利于环境保护;第二类采用蜡纸包装,它比较环保,未采用全自动包装的原因在于,难以设计出蜡纸将雪糕的木柄所在面包裹住的设备,现有设备只是将蜡纸包裹在雪糕处木柄所在面其他的五个面,而木柄所在面则暴露在外,如此雪糕易被灰尘等杂物弄脏,若采用人工包装则费时费力。
3.现有公开号为cn106742167a的发明专利公开了一种全自动雪糕包装机蜡纸扭结机构,属于包装机械领域。它包括支架、机架、驱动轴、从动轴、链轮、驱动链条、导杆、梯形导轨、齿条、扭结滑块、转动轴、齿轮、扭结夹子。
4.上述技术方案提供了一种全自动雪糕包装机蜡纸扭结机构,完成初步包裹的雪糕固定在成型盒内继续随着成型盒输送机5移动,当雪糕运动到成型盒输送机5一侧的扭结装置6时,扭结装置6中的驱动链条66带动导杆67随着成型盒输送机5同步运动,导杆67与雪糕位置相对,同步运动,此时导杆67上的扭结滑块610受限在梯形导轨68内运动,扭结滑块610 从梯形导轨68的腰边逐渐滑动到上底边,扭结夹子613恰好前伸到雪糕的木柄处,扭结夹子 613将蜡纸夹在内部,两者同步平移,此时,与扭结夹子613相连的转动轴611中部的固定齿轮612开始与齿条69啮合,转动轴611发生转动,扭结夹子613随着雪糕平移的同时也发生转动,扭结夹子613将内部的蜡纸旋转扭结在木柄上,完成自动扭结工作,扭结完成后,扭结滑块610沿梯形导轨68的另一侧腰边缩回,带动扭结夹子613与雪糕分离,每个扭结夹子613对应一个雪糕,逐一扭结。可将雪糕木柄所在面简单包裹,但其包裹后没有固定方式,极易散落,包裹美观度极差,并不适用现有蜡纸包装行业所需,且散落后仍存在因雪糕木柄所在面并没有完全密封从而导致雪糕被灰尘等杂物弄脏的情况。
技术实现要素:
5.针对上述技术问题,本发明的目的是提供一种使用蜡纸全面包装的全自动雪糕包装机,通过设置固定叉和活动叉,可完全自动的将雪糕的六个面完全包裹并密封,彻底防止了雪糕木柄所在面并没有完全密封从而导致雪糕被灰尘等杂物弄脏的情况。
6.本发明的上述技术目的是通过以下技术方案得以实现的:
7.一种使用蜡纸全面包装的全自动雪糕包装机,包括机架,所述架上延雪糕传送方向依次设置有雪糕输送部、蜡纸输送部、包装部和热合部,所述机架上设置有驱动部,所述包装部包括侧封装部、顶封装部和木柄封装部,所述木柄封装部包括固设于所述机架上的固定叉和滑移连接与所述机架上的活动叉,所述固定叉远离所述活动叉一侧设置有两条限
位条,所述热合部位于所述限位条远离所述固定叉一端,所述雪糕输送部、蜡纸输送部、包装部和热合部均由驱动部提供动力,所述驱动部包括电机和主动轴。
8.通过采用上述技术方案,可实现将方形雪糕的六个面,包括木柄所在面完全包装,整个机体在工作时,雪糕输送部将雪糕逐一输送至包装部,蜡纸输送部将蜡纸输送至包装部前方,雪糕经过蜡纸后,蜡纸输送部将蜡纸切断,雪糕被蜡纸半包裹,即包裹三个面,然后雪糕输送部继续输送,将雪糕向前推送至固定叉处,固定叉将蜡纸折叠一次,而后侧封装部将蜡纸收尾两端封装,雪糕被蜡纸包裹四面,此时活动叉靠近固定叉运动,将蜡纸折叠第二次,由于固定叉和活动叉均为叉状结构,可使雪糕木柄通过的同时对包覆在雪糕上的蜡纸进行折叠,最后折叠两次的蜡纸连同雪糕一同通过限位条输送至热合部,将雪糕带有木柄一侧完全封死,配合其他密封手段,可完全自动的将雪糕的六个面完全包裹并密封,彻底防止了雪糕木柄所在面并没有完全密封从而导致雪糕被灰尘等杂物弄脏的情况。
9.本发明进一步设置为:所述活动叉通过第一连杆与所述机架滑移连接,所述第一连杆上转动连接有第一转动扣,所述第一转动扣连接有第一摆杆,所述第一摆杆一侧设置有第一凸轮,所述第一凸轮中部设置有第一从动轴,所述第一从动轴与所述主动轴通过锥齿轮组连接。
10.通过采用上述技术方案,可实现活动叉配合整个装置在合适的时间做间歇性往复运动,从而实现其折叠蜡纸的功能。
11.本发明进一步设置为:所述侧封装部包括固设于所述机架上的第二固定架和转动设置于所述机架上的折叠板,所述第二固定架上转动连接有第二转杆,所述第二转杆远离所述第二固定架一端固设有侧封装架,所述侧封装架下部设置有热封板,所述第二转杆与所述第二固定架通过第二连接轴转动连接,所述第二连接轴中部连接有第二连接杆,所述第二连接杆远离所述第二连接轴一端转动连接有第二转动扣,所述第二转动扣连接有第二摆杆,所述第二摆杆一侧设置有第二凸轮,所述第二凸轮与所述第一从动轴固定连接,所述机架上开设有折叠槽,所述折叠板与所述机架通过折叠架转动连接,所述折叠架两端设置有折叠杆,所述折叠杆与所述第一凸轮处于同一平面内,所述第一凸轮可带动折叠杆进行摆动。
12.通过采用上述技术方案,可将雪糕侧边的蜡纸首位连接并热合,配合整个装置实现雪糕的六面全方位封装。
13.本发明进一步设置为:所述顶封装部包括固设于所述机架上的第一封装板、第二封装板和第三封装板,所述第一封装板与所述第二封装板之间留有倾斜的第一间隙,所述第二封装板与所述第三封装板之间留有与所述第一间隙倾斜方向相反的第二间隙。
14.通过采用上述技术方案,可对雪糕上顶面进行封装。
15.本发明进一步设置为:所述雪糕输送部包括传送带和推送杆,所述推送杆与所述机架滑移连接,所述推送杆一端连接有第三摆杆,所述第三摆杆低端与所述机架转动连接,所述第三摆杆中段连接有第三连接杆,所述第三连接杆连接有第三从动轴,所述第三从动轴通过锥齿轮组和链轮链条与所述主动轴连接,所述传送带的驱动轴通过链轮链条的方式与所述第三从动轴连接。
16.通过采用上述技术方案,可实现控制雪糕的输送速度和输送间隔,从而实现配合整个装置完成对雪糕的封装。
17.本发明进一步设置为:所述蜡纸输送部包括上纸架、送纸架、上纸辊和若干传送辊,所述送纸架固设于所述机架上方,所述送纸架上转动连接有若干送纸辊,所述送纸架转动连接有夹紧架,所述夹紧架上转动连接有夹紧轴,所述送纸架下方固设有切断刀,所述送纸架底部转动连接有切断辊,所述送纸辊通过齿轮组与所述主轴连接。
18.通过采用上述技术方案,可配合整个装置间歇性定长的输送和切断蜡纸。
19.本发明进一步设置为:所述热合部包括滑移连接于所述机架上的热合架,所述热合架上部固设有上热合块,所述上热合块下方设置有固设于所述机架上的下热合块,所述热合架底部设置有两个连接轮,两个所述连接轮一侧均设置有第四凸轮,两个所述第四凸轮同轴固设于所述第四从动轴上,所述第四从动轴与所述主轴通过链轮链条连接。
20.通过采用上述技术方案,可控制热合部间歇性运动从而配合整个装置对包裹好蜡纸的雪糕进行热合。
21.综上所述,本发明的有益技术效果为:
22.(1)可完全自动的将雪糕的六个面完全包裹并密封,彻底防止了雪糕木柄所在面并没有完全密封从而导致雪糕被灰尘等杂物弄脏的情况。
23.(2)可将雪糕侧边的蜡纸首位连接并热合,配合整个装置实现雪糕的六面全方位封装。可实现控制雪糕的输送速度和输送间隔,从而实现配合整个装置完成对雪糕的封装。可配合整个装置间歇性定长的输送和切断蜡纸。
24.(3)可控制热合部间歇性运动从而配合整个装置对包裹好蜡纸的雪糕进行热合。
附图说明
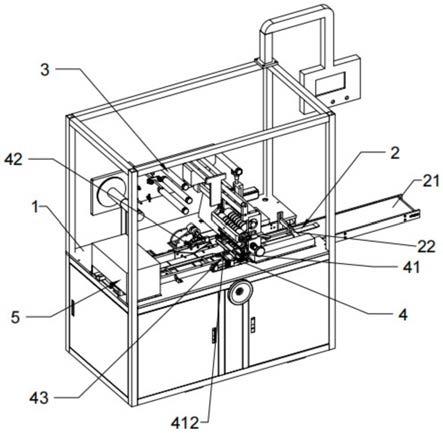
25.图1是本发明一个实施例的整体结构示意图;
26.图2是本发明一个实施例的内部整体结构示意图;
27.图3是本发明一个实施例的内部整体结构示意图;
28.图4是本发明一个实施例的内部整体结构示意图;
29.图5是图2中a的局部放大示意图;
30.图6是图3中b的局部放大示意图;
31.图7是图4中c的局部放大示意图;
32.图8是本装置雪糕木柄所在面包装的具体流程。
33.附图标记:1、机架;2、雪糕输送部;3、蜡纸输送部;4、包装部;5、热合部;6、驱动部;21、传送带;22、推送杆;23、第三摆杆;24、第三连杆;25、第三从动轴;31、上纸架;32;送纸架;33、上纸辊;34、传送辊;35、送纸棍;36、夹紧架;37、夹紧轴;38;切断刀;39、切断辊;41、侧封装部;42、顶峰装不;43、木柄封装部;51、热合架;52、上热合块;53、下热合块;54、连接轮;55、第四凸轮;56、第四从动轴;61、电机;62、主动轴;411、第二固定架;412、折叠板;413、第二转杆;414、侧封装架;415、热封板; 416、第二连接轴;417、第二连杆;418、第二转动扣;419、第二摆杆;4110、第二凸轮; 4111、折叠槽;4112、折叠架;4113、折叠杆;421、第一封装板;422、第二封装板;423、第三封装板;424、第一间隙;425、第二间隙;431、固定叉;432、活动叉;433、限位条; 434、第一连杆;435、第一转动扣;436、第一摆杆;437、第一凸轮;438、第一从动轴。
具体实施方式
34.下面将结合实施例对本发明进行清楚、完整地描述。
35.参见附图1、附图2,附图5,一种使用蜡纸全面包装的全自动雪糕包装机,包括机架1,所述架上延雪糕传送方向依次设置有雪糕输送部2、蜡纸输送部3、包装部4和热合部5,所述机架1上设置有驱动部6,所述包装部4包括侧封装部41、顶封装部和木柄封装部43,所述木柄封装部43包括固设于所述机架1上的固定叉431和滑移连接与所述机架1上的活动叉 432,所述固定叉431远离所述活动叉432一侧设置有两条限位条433,所述热合部5位于所述限位条433远离所述固定叉431一端,所述雪糕输送部2、蜡纸输送部3、包装部4和热合部5均由驱动部6提供动力,所述驱动部6包括电机61和主动轴62。
36.结合附图3、附图4、附图5,所述活动叉432通过第一连杆434与所述机架1滑移连接,所述第一连杆434上转动连接有第一转动扣435,所述第一转动扣435连接有第一摆杆436,所述第一摆杆436一侧设置有第一凸轮437,所述第一凸轮437中部设置有第一从动轴438,所述第一从动轴438与所述主动轴62通过锥齿轮组连接。
37.结合附图6、附图7,所述侧封装部41包括固设于所述机架1上的第二固定架411和转动设置于所述机架1上的折叠板412,所述第二固定架411上转动连接有第二转杆413,所述第二转杆413远离所述第二固定架411一端固设有侧封装架414,所述侧封装架414下部设置有热封板415,所述第二转杆413与所述第二固定架411通过第二连接轴416转动连接,所述第二连接轴416中部连接有第二连接杆,所述第二连接杆远离所述第二连接轴416一端转动连接有第二转动扣418,所述第二转动扣418连接有第二摆杆419,所述第二摆杆419一侧设置有第二凸轮4110,所述第二凸轮4110与所述第一从动轴438固定连接,所述机架1 上开设有折叠槽4111,所述折叠板412与所述机架1通过折叠架4112转动连接,所述折叠架4112两端设置有折叠杆4113,所述折叠杆4113与所述第一凸轮437处于同一平面内,所述第一凸轮437可带动折叠杆4113进行摆动。
38.结合附图8,本装置在雪糕包装时,雪糕输送部2将雪糕逐一输送至包装部4,蜡纸输送部3将蜡纸输送至包装部4前方并控制一定长度后停止,雪糕经过蜡纸后(如图8中初始状态),蜡纸输送部3中切断刀38和切断辊39配合将蜡纸切断,雪糕被蜡纸半包裹(如图8 中状态1),即包裹三个面,此时活动架远离固定架移动并停止,然后雪糕输送部2继续输送,将雪糕向前推送至固定叉431处,固定叉431将蜡纸折叠一次(如图8中状态2),而后侧封装部41中折叠板412将突出雪糕侧面下方的蜡纸向上折叠(如图8中状态3)后,折叠架4112回收,同时侧封装架414连同热封板415向下转动突出雪糕侧面上方的蜡纸向下折叠并热封(如图8中状态4),将雪糕被蜡纸包裹四面,此时活动叉432靠近固定叉431运动,将蜡纸折叠第二次(如图8中状态5),由于固定叉431和活动叉432均为叉状结构,可使雪糕木柄通过的同时对包覆在雪糕上的蜡纸进行折叠,最后折叠两次的蜡纸连同雪糕一同通过限位条433输送至热合部5,将雪糕带有木柄一侧完全封死(如图8中完成状态),配合其他密封手段,可完全自动的将雪糕的六个面完全包裹并密封,彻底防止了雪糕木柄所在面并没有完全密封从而导致雪糕被灰尘等杂物弄脏的情况。
39.所述顶封装部包括固设于所述机架1上的第一封装板421、第二封装板422和第三封装板423,所述第一封装板421与所述第二封装板422之间留有倾斜的第一间隙424,所述第二封装板422与所述第三封装板423之间留有与所述第一间隙424倾斜方向相反的第二间
隙 425。
40.所述雪糕输送部2包括传送带21和推送杆22,所述推送杆22与所述机架1滑移连接,所述推送杆22一端连接有第三摆杆23,所述第三摆杆23低端与所述机架1转动连接,所述第三摆杆23中段连接有第三连接杆,所述第三连接杆连接有第三从动轴25,所述第三从动轴25通过锥齿轮组和链轮链条与所述主动轴62连接,所述传送带21的驱动轴通过链轮链条的方式与所述第三从动轴25连接。
41.所述蜡纸输送部3包括上纸架31、送纸架32、上纸辊33和若干传送辊34,所述送纸架 32固设于所述机架1上方,所述送纸架32上转动连接有若干送纸辊,所述送纸架32转动连接有夹紧架36,所述夹紧架36上转动连接有夹紧轴37,所述送纸架32下方固设有切断刀 38,所述送纸架32底部转动连接有切断辊39,所述送纸辊通过齿轮组与所述主轴连接,输送蜡纸输送部3包括开合气缸,所述开合气缸的输出轴端连接有齿轮,当开合气缸缩回时,整个蜡纸输送部3不再与主动轴62连通,实现停运。
42.所述热合部5包括滑移连接于所述机架1上的热合架51,所述热合架51上部固设有上热合块52,所述上热合块52下方设置有固设于所述机架1上的下热合块53,所述热合架51 底部设置有两个连接轮54,两个所述连接轮54一侧均设置有第四凸轮55,两个所述第四凸轮55同轴固设于所述第四从动轴56上,所述第四从动轴56与所述主轴通过链轮链条连接。
43.在本装置给雪糕包装时,第一封装板421、第二封装板422和第三封装板423设置于雪糕顶面一侧,在包裹上蜡纸的雪糕经过时,蜡纸经过第一间隙424和第二间隙425可自动折叠,方便后续热封,雪糕输送部2通过摆杆和推送杆22配合,可将雪糕间歇性的输送至包装部4,蜡纸输送装置通过联动可实现蜡纸间歇性定长输送和定长切断,配合整个装置完成包装,热合部5通过第四凸轮55控制整个热合架51上下往复运动,实现传输雪糕和热合的相互配合,上述联动机构配合可从雪糕输送至传送带21开始,直至雪糕包装完毕结束,整个装置配合紧密,所有机构以驱动部6的主动轴62为主动力,无电学器件配合,纯机械结构,实用寿命长,结构稳定,通过调节电机61转速可直接适应整个机体加速或减速运行,完成雪糕从上料到包装完成的所有过程,无需人工参与,方便快捷。
44.本实施例的工作原理是:本装置在雪糕包装时,雪糕输送部2将雪糕逐一输送至包装部 4,蜡纸输送部3将蜡纸输送至包装部4前方并控制一定长度后停止,雪糕经过蜡纸后(如图 8中初始状态),蜡纸输送部3中切断刀38和切断辊39配合将蜡纸切断,雪糕被蜡纸半包裹(如图8中状态1),即包裹三个面,此时活动架远离固定架移动并停止,然后雪糕输送部2继续输送,将雪糕向前推送至固定叉431处,固定叉431将蜡纸折叠一次(如图8中状态2),而后侧封装部41中折叠板412将突出雪糕侧面下方的蜡纸向上折叠(如图8中状态 3)后,折叠架4112回收,同时侧封装架414连同热封板415向下转动突出雪糕侧面上方的蜡纸向下折叠并热封(如图8中状态4),将雪糕被蜡纸包裹四面,此时活动叉432靠近固定叉431运动,将蜡纸折叠第二次(如图8中状态5),由于固定叉431和活动叉432均为叉状结构,可使雪糕木柄通过的同时对包覆在雪糕上的蜡纸进行折叠,最后折叠两次的蜡纸连同雪糕一同通过限位条433输送至热合部5,将雪糕带有木柄一侧完全封死(如图8中完成状态),配合其他密封手段,可完全自动的将雪糕的六个面完全包裹并密封,彻底防止了雪糕木柄所在面并没有完全密封从而导致雪糕被灰尘等杂物弄脏的情况。
45.以上所述,仅为本发明较佳的具体实施方式,并非依此限制本发明的保护范围,
故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
