1.本实用新型涉及继电器装配领域,特别涉及一种线圈自动上料机构。
背景技术:
2.线圈是电磁继电器上的一个重要零部件,其利用了通电螺线管两端产生磁场的原理,工作时磁力吸引铆接有动触点组件的衔铁,实现继电器触点间的闭合与断开动作,从而实现继电器控制电路通断的功能。电磁继电器上的线圈,一般采用带有绝缘漆包层的铜线,规则的缠绕在一个空心树脂材料做的骨架上制成。由于该铜漆包线材质较软、较细,缠绕完的线圈产品在后续的继电器装配过程中,稍有不当极易造成漆包线的绝缘层破损、铜线表面压伤、断线等不良的发生,所以要实现高效率、高品质、高产能的电磁继电器自动化生产线难度较大。
3.现有一般电磁继电器自动化生产设备,为了防止上述不良的发生以及从保证产品质量方面等考虑,对线圈自动上料这道工序往往采用机械爪逐个从线圈载盘抓取的方式,将线圈产品搬运至设备指定装配工位,再进行后续的组装生产。显然这种作业方式工作效率低、稳定性差、且设备运行中的人工干预程度大。
技术实现要素:
4.针对以上现有技术存在的缺陷,本实用新型的主要目的在于克服现有技术的不足之处,公开了一种线圈自动上料机构,包括机架、运送机构、定位机构和抓取机构,所述运送机构和所述定位机构设置在所述机架上,利用所述运送机构对托盘进行运送,利用所述定位机构确定所述托盘停止位置,利用所述抓取机构将所述托盘上的线圈抓取并送入装配机内。
5.进一步地,所述运送机构包括电机、驱动轴、从动轴、托板和输送皮带,所述驱动轴和所述从动轴分别设置在所述机架的两端,所述输送皮带分设在所述驱动轴的两端,并连接所述从动轴,所述托板设置在所述机架上,利用所述托板支撑所述输送皮带。
6.进一步地,所述定位机构包括传感器、挡料组件、第一推料组件和第二推料组件,所述传感器设置所述机架上,用于感应所述托盘,所述挡料组件和所述第一推料组件分别设置在所述托盘行进方向的前端和尾端,所述第二推料组件设置在所述机架的两侧。
7.进一步地,所述挡料组件包括挡料销和驱动所述挡料销竖向移动的第一气缸;所述第二推料组件包括定位杆和驱动所述定位杆横向移动的第二气缸。
8.进一步地,所述第一推料组件包括推块和第三气缸,所述推块铰接在所述机架上,利用所述第三气缸驱动所述推块转动。
9.进一步地,所述抓取机构包括直线滑台、第四气缸、安装板、夹爪气缸和夹爪,所述第四气缸设置在所述直线滑台上,利用所述直线滑台驱动所述第四气缸水平移动,所述安装板设置在所述第四气缸上,利用所述第四气缸驱动所述安装板竖向移动,所述夹爪气缸设置在所述安装板上,所述夹爪设置在所述夹爪气缸上,利用所述夹爪气缸驱动所述夹爪
打开或关闭;
10.所述夹爪呈条状结构,且在一侧边间隔设置若干凹槽。
11.进一步地,还包括压板、导杆和弹簧,所述导杆滑动设置在所述安装板上,所述压板设置在所述导杆的下端且位于所述夹爪之间,所述弹簧设置在所述导杆上,利用所述弹簧为所述压板提供压力。
12.本实用新型取得的有益效果:
13.本实用新型结构简单,实现了托盘上料并自动定位;定位机构从托盘的四个方向共同进行定位,以保证托盘位置的准确性,同时将第一推料组件的推块设置为铰接,即可利用推块推动托盘移动,同时可在托盘移动时隐藏于机架内,避免对托盘移动产生影响。另外,夹爪与压块相配合,对线段的工字轮的端板进行夹持,避免直接夹持线圈对线圈的漆包线产生损坏,同时因为压板的设置,使得线圈在移动时不会发生晃动。
附图说明
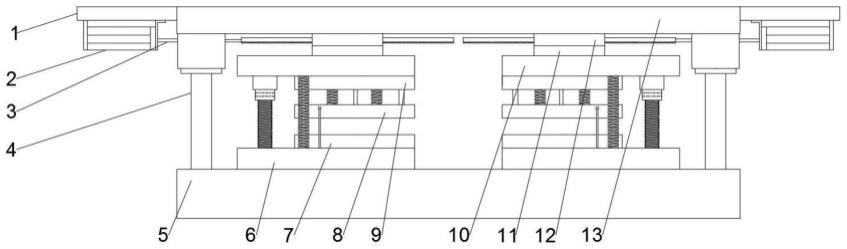
14.图1为本实用新型的一种线圈自动上料机构的使用时的结构示意图;
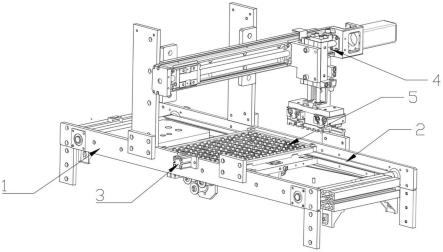
15.图2、3为本实用新型的一种线圈自动上料机构的结构示意图;
16.图4为夹爪展开时的状态示意图;
17.图5为夹爪夹持时的状态示意图;
18.附图标记如下:
19.1、机架,2、运送机构,3、定位机构,4、抓取机构,5、托盘,21、电机,22、驱动轴,23、从动轴,24、托板,25、输送皮带,31、传感器, 32、挡料组件,33、第一推料组件,34、第二推料组件,41、直线滑台, 42、第四气缸,43、安装板,44、夹爪气缸,45、夹爪,46、压板,47、导杆,48、弹簧,321、挡料销,322、第一气缸,331、推块,332、第三气缸,341、定位杆,342、第二气缸。
具体实施方式
20.为了使本实用新型的目的、技术方案及优点更加清楚明白,下面结合附图及实施例对本实用新型作进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
21.一种线圈自动上料机构,如图1-5所示,包括机架1、运送机构2、定位机构3和抓取机构4,运送机构2和定位机构3设置在机架1上,利用运送机构2对托盘5进行运送,利用定位机构3确定托盘5停止位置,利用抓取机构4将托盘上的线圈抓取并送入装配机内。
22.在一实施例中,如图1-5所示,运送机构2包括电机21、驱动轴22、从动轴23、托板24和输送皮带25,驱动轴22和从动轴23分别设置在机架1的两端,输送皮带25连接驱动轴22和从动轴23,并且输送皮带25间隔设置两根,两根输送皮带之间形成容许抬升机构3运动的空间。托板24 安装在机架1上,用于支撑输送皮带25,以保证托盘5稳定运送。其中,电机21与驱动轴22通过皮带连接。
23.在一实施例中,如图1-5所示,定位机构3包括传感器31、挡料组件 32、第一推料组件33和第二推料组件34,传感器31设置机架1上,用于感应托盘5;挡料组件32和第一推料组件33分别设置在托盘5行进方向的前端和尾端;具体的,挡料组件32设置两组,两组挡料组
件32间隔设置;即在托盘5的前端设置两个定位点进行定位;第二推料组件34设置在机架 1的两侧。使用时,当运送机构2运送托盘5移动,传感器31感应到托盘 5后,停止运转;而后通过第一推料组件33驱动托盘5向挡料组件32移动;然后在通过两侧的第二推料组件34对托盘5的两侧进行定位;通过四个方向同时确定托盘5的位置,以保证抓取机构4能够顺利对线圈进行抓取。
24.在上述实施例中,如图1-5所示,挡料组件32包括挡料销321和驱动挡料销321竖向移动的第一气缸322;第二推料组件34包括定位杆341和驱动定位杆341横向移动的第二气缸342。
25.在上述实施例中,如图1-5所示,第一推料组件33包括推块331和第三气缸332,推块331铰接在机架1上,利用第三气缸332驱动推块331转动。
26.在一实施例中,如图1-5所示,线圈为工字轮上整齐包裹漆包线,漆包线的整体直径小于工字轮的端板;抓取机构4包括直线滑台41、第四气缸 42、安装板43、夹爪气缸44和夹爪45,第四气缸42设置在直线滑台41 上,利用直线滑台41驱动第四气缸42水平移动,安装板43设置在第四气缸42上,利用第四气缸42驱动安装板43竖向移动,夹爪气缸44设置安装板43上,夹爪45设置在夹爪气缸44上,利用夹爪气缸44驱动夹爪45 打开或关闭;夹爪45呈条状结构,且在一侧边间隔设置若干凹槽451。优选的,凹槽451的边缘均设置圆角。以防止与线圈接触破坏漆包线表面漆层。
27.在上述实施例中,如图1-5所示,还包括压板46、导杆47和弹簧48,导杆47滑动设置在安装板43上,压板46设置在导杆47的下端且位于夹爪45之间,弹簧48设置在导杆47上,利用弹簧48为压板46提供压力。
28.结合上述结构,如图1-5所示,在对线圈进行抓取时,通过第四气缸 42下移,通过压板46压于线圈上端面,而后通过夹爪气缸44驱动夹爪45 相向移动,并置于线圈的上端板的下方,抬起时,线圈被固定于压板46和夹爪45之间,且并不会直接夹持线圈的漆包线,进而实现对漆包线的保护,进一步提高了产品质量。
29.以上仅为本实用新型的较佳实施例,并非用来限定本实用新型的实施范围;如果不脱离本实用新型的精神和范围,对本实用新型进行修改或者等同替换,均应涵盖在本实用新型权利要求的保护范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。