1.本发明涉及数控系统技术领域,特别是断刀检测方法和装置。
背景技术:
2.机床在金属切削加工过程中,若出现异常情况,则会对切削加工中的刀具造成冲击性的损坏,从而出现工件损伤或加工不完整的不合格品。对这种异常情况的检测称为断刀检测。
3.现有的断刀检测方法都是人工检测。需要人工在数控系统集成的跟踪界面中选择相关信号,并人工对所选择的信号进行跟踪、换算,然后根据跟踪、换算结果人为判断切削加工过程是否出现异常,若出现异常则由人工根据经验修改相关参数。上述处理方法的缺点如下:
4.一、整个处理过程都需要人工参与,这就需要相关人员对数控系统具有较全面的了解,或者需要参考数控系统相关文档来完成,不仅效率低且人工成本高;
5.二、由于刀具、加工工序以及主轴速度等的变化,都会造成机床负载的较大波动,而依靠人工进行是否为多工序加工、是否更换了刀具、是否为主轴加减速阶段等复杂条件的判断,会存在误判问题。
技术实现要素:
6.有鉴于此,本发明实施例提出断刀检测方法和装置,以提高断刀检测的效率和准确度;
7.本发明实施例还提出非瞬时计算机可读存储介质、计算机程序产品和电子设备,以提高断刀检测的效率和准确度。
8.本发明实施例的技术方案是这样实现的:
9.一种断刀检测方法,该方法包括:
10.在机床的切削加工过程中,周期性地获取当前正在使用的刀具标识,并周期性地对机床电流和加工位置进行采样,将每个刀具的采样数据分别记录到对应刀具的采样文件中,其中,采样数据包括:机床电流和加工位置;
11.在切削加工结束时,针对每一刀具的采样文件,根据该采样文件中的各加工位置确定该刀具对应的一个或多个加工工序,分别根据在该刀具的每个加工工序中采样到的机床电流,计算并记录该刀具的每个加工工序对应的负载阈值;
12.根据所述每个刀具的每个加工工序对应的负载阈值,对每个刀具的每个加工工序进行断刀检测。
13.所述计算并记录该刀具的每个加工工序对应的负载阈值,包括:
14.针对该刀具的每一加工工序,计算在该刀具的该加工工序中采样到的所有机床电流的平均值,并根据所述平均值和在该刀具的该加工工序中采样到的所有机床电流中的最大值,确定在该刀具的该加工工序中的机床电流的加权平均值,对所述平均值和所述加权
平均值进行加权求和,得到该刀具的该加工工序对应的负载阈值。
15.所述根据所述平均值和在该刀具的该加工工序中采样到的所有机床电流中的最大值,确定在该刀具的该加工工序中的机床电流的加权平均值,包括:
16.在所述平均值和所述最大值之间,搜寻满足如下条件的第一机床电流:将第一机床电流减去预设电流步长得到的差值作为搜索最小值,将第一机床电流加上预设电流步长得到的和值作为搜索最大值,在该刀具的该加工工序中采样到的所有机床电流中搜索不小于所述搜索最小值且不大于所述搜索最大值的机床电流,若搜索到的机床电流数占在该刀具的该加工工序中采样到的所有机床电流的比率大于预设比率,则将第一机床电流作为所述加权平均值。
17.所述采样数据进一步包括:主轴转速,
18.所述在切削加工结束之后、根据该采样文件中的加工位置确定该刀具对应的一个或多个加工工序之前,进一步包括:
19.对于该采样文件中的每一条采样数据,若该采样数据中的主轴转速不在预设的正常转速范围内,则忽略该采样数据。
20.所述采样数据进一步包括:每条采样数据的采样时刻;
21.所述将每个刀具的采样数据分别记录到对应刀具的采样文件中之后,进一步包括:
22.接收针对一刀具的机床电流显示请求,根据该刀具的采样文件中的各条采样数据中的加工位置,确定各条采样数据对应的加工工序,对于每个加工工序中的采样数据,根据采样时刻的从先到后,将各条采样数据的机床电流绘制成该加工工序的机床电流变化曲线,将各加工工序的机床电流变化曲线分别显示给用户。
23.所述计算并记录该刀具的每个加工工序对应的负载阈值之后,进一步包括:
24.接收用户输入的针对一刀具的一加工工序的负载阈值修正值,将记录的该刀具的该加工工序的负载阈值更新为所述负载阈值与所述负载阈值修正值之和。
25.一种断刀检测装置,该装置包括:
26.采样模块,用于在机床的切削加工过程中,周期性地获取当前正在使用的刀具标识,并周期性地对机床电流和加工位置进行采样,将每个刀具的采样数据分别记录到对应刀具的采样文件中,其中,采样数据包括:机床电流和加工位置;
27.学习模块,用于在切削加工结束时,针对每一刀具的采样文件,根据该采样文件中的各加工位置确定该刀具对应的一个或多个加工工序,分别根据在该刀具的每个加工工序中采样到的机床电流,计算并记录该刀具的每个加工工序对应的负载阈值;
28.检测模块,用于根据所述每个刀具的每个加工工序对应的负载阈值,对每个刀具的每个加工工序进行断刀检测。
29.一种非瞬时计算机可读存储介质,所述非瞬时计算机可读存储介质存储指令,所述指令在由处理器执行时使得所述处理器执行如上任一项所述的断刀检测方法的步骤。
30.一种计算机程序产品,包括计算机程序或指令,该计算机程序或指令被处理器执行时实现如上任一项所述的断刀检测方法的步骤。
31.一种电子设备,包括:处理器和存储器,其中:
32.存储器存储有程序,所述程序配置为在被所述处理器执行时使得所述处理器执行
如上任一项所述的断刀检测方法的步骤。
33.本发明实施例通过在机床的切削加工过程中,对各个刀具的机床电流和加工位置进行自动采样,并在切削加工结束时,根据采样数据自动计算每个刀具的每个加工工序的负载阈值,然后在后续的切削加工过程中,自动根据各刀具的各加工工序的负载阈值进行断刀检测,从而实现了对每个刀具的每个加工工序的负载阈值学习和断刀检测的全自动化处理,提高了断刀检测的效率和准确度,并降低了断刀检测的成本。
附图说明
34.下面将通过参照附图详细描述本发明的优选实施例,使本领域的普通技术人员更清楚本发明的上述及其它特征和优点,附图中:
35.图1为本发明实施例提供的断刀检测方法流程图;
36.图2为本发明实施例提供的负载阈值自学习方法流程图;
37.图3为本发明实施例提供的负载阈值自学习过程的查询界面的示例图;
38.图4为本发明实施例提供的机床电流变化曲线查询方法流程图;
39.图5为本发明实施例提供的机床电流变化曲线的查询界面示例图;
40.图6为本发明实施例提供的断刀检测装置的结构示意图。
41.其中,附图标记如下:
42.标号含义101~103步骤201~207步骤401~404步骤60断刀检测装置61采样模块62学习模块63检测模块
具体实施方式
43.为使本发明的目的、技术方案和优点更加清楚,以下举实施例对本发明进一步详细说明。
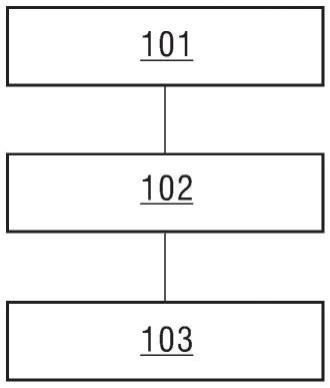
44.图1为本发明实施例提供的断刀检测方法流程图,其具体步骤如下:
45.步骤101:在机床的切削加工过程中,周期性地获取当前正在使用的刀具标识,并周期性地对机床电流和加工位置进行采样,将每个刀具的采样数据分别记录到对应刀具的采样文件中,其中,采样数据包括:机床电流和加工位置。
46.在机床的切削加工过程中,机床的数控中心会实时维护当前使用的刀具标识、当前机床电流、当前加工位置等信息,从而本步骤中,可从机床的控制中心周期性地获取当前正在使用的刀具标识以及当前机床电流和当前加工位置。
47.其中,加工位置可以加工位置的x(水平方向)坐标和z(垂直方向)坐标来表示。
48.步骤102:在切削加工结束时,针对每一刀具的采样文件,根据该采样文件中的各加工位置确定该刀具对应的一个或多个加工工序,分别根据在该刀具的每个加工工序中采
样到的机床电流,计算并记录该刀具的每个加工工序对应的负载阈值。
49.每个加工工序对应不同的加工位置范围,因此,根据加工位置就可确定出加工工序。
50.步骤103:根据每个刀具的每个加工工序对应的负载阈值,对每个刀具的每个加工工序进行断刀检测。
51.具体地,若机床当前正使用一刀具a执行加工工序x,则查找到记录的刀具a的加工工序x对应的负载阈值,并根据当前机床电流实时计算对应的实时负载,若实时负载大于负载阈值,则确定负载异常,发出断刀报警。
52.上述实施例中,通过在机床的切削加工过程中,对各个刀具的机床电流和加工位置进行自动采样,并在切削加工结束时,根据采样数据自动计算每个刀具的每个加工工序的负载阈值,然后在后续的切削加工过程中,自动根据各刀具的各加工工序的负载阈值进行断刀检测,从而实现了对每个刀具的每个加工工序的负载阈值学习和断刀检测的全自动化处理,提高了断刀检测的效率和准确度,并降低了断刀检测的成本。
53.一可选实施例中,步骤102中,计算并记录该刀具的每个加工工序对应的负载阈值,包括:针对该刀具的每一加工工序,计算在该刀具的该加工工序中采样到的所有机床电流的平均值,并根据该平均值和在该刀具的该加工工序中采样到的所有机床电流中的最大值,确定在该刀具的该加工工序中的机床电流的加权平均值,对该平均值和该加权平均值进行加权求和,得到该刀具的该加工工序对应的负载阈值。
54.一可选实施例中,步骤102中,根据该平均值和在该刀具的该加工工序中采样到的所有机床电流中的最大值,确定在该刀具的该加工工序中的机床电流的加权平均值,包括:在该平均值和该最大值之间,搜寻满足如下条件的第一机床电流:将第一机床电流减去预设电流步长得到的差值作为搜索最小值,将第一机床电流加上预设电流步长得到的和值作为搜索最大值,在该刀具的该加工工序中采样到的所有机床电流中搜索不小于该搜索最小值且不大于该搜索最大值的机床电流,若搜索到的机床电流数占在该刀具的该加工工序中采样到的所有机床电流的比率大于预设比率,则将第一机床电流作为该加权平均值。
55.一可选实施例中,负载阈值=(平均值*150% 加权平均值)/2。
56.一可选实施例中,步骤101中的采样数据进一步包括:主轴转速,
57.步骤102中,在切削加工结束之后、根据该采样文件中的加工位置确定该刀具对应的一个或多个加工工序之前,进一步包括:对于该采样文件中的每一条采样数据,若该采样数据中的主轴转速不在预设的正常转速范围内,则忽略该采样数据。
58.一可选实施例中,步骤101中的采样数据进一步包括:每条采样数据的采样时刻;
59.步骤102中,将每个刀具的采样数据分别记录到对应刀具的采样文件中之后,进一步包括:接收针对一刀具的机床电流显示请求,根据该刀具的采样文件中的各条采样数据中的加工位置,确定各条采样数据对应的加工工序,对于每个加工工序中的采样数据,根据采样时刻的从先到后,将各条采样数据的机床电流绘制成该加工工序的机床电流变化曲线,将各加工工序的机床电流变化曲线分别显示给用户。
60.一可选实施例中,步骤102中,计算并记录该刀具的每个加工工序对应的负载阈值之后,进一步包括:接收用户输入的针对一刀具的一加工工序的负载阈值修正值,将记录的该刀具的该加工工序的负载阈值更新为该负载阈值与该负载阈值修正值之和。
61.图2为本发明实施例提供的负载阈值自学习方法流程图,其具体步骤如下:
62.步骤201:预先设置采样间隔和采样时长。
63.采样间隔即相邻两个采样周期之间的时间间隔,采样时长即每个采样周期的持续时长。
64.步骤202:在机床切削加工过程开始后,按照预设的采样间隔和采样时长,周期性地向数控中心获取当前正在使用的刀具标识、当前机床电流、当前主轴转速、当前加工位置和当前加工状态,将获取的机床电流、主轴转速、加工位置、加工状态和采样时刻存入对应刀具的采样文件中。
65.加工状态主要包括:待机、运行、异常和结束等状态。
66.当获取到刀具标识后,若检测到该刀具标识为一个新的刀具标识,则为该刀具创建一个采样文件,该采样文件以该刀具标识命名,此后采集的该刀具的采样数据都存入该采样文件中。每条采样数据的内容包括:机床电流、主轴转速、加工位置、加工状态和采样时刻,还可包括:采样周期循环次数等。
67.实际应用中,可提供负载阈值自学习过程的查询界面。图3为查询界面的示例图,图3针对的是负载阈值自学习的初始界面,从图3中可以看出,初始状态如下:
68.1)初始加工位置的坐标为:x(水平方向)坐标:162.002mm(毫米),z(垂直方向)坐标:-709.380;
69.2)当前刀具(t)编号为6;
70.3)主轴初始转速(s)为0rpm(转/分);
71.4)采样间隔为100ms(毫秒),采样持续时长为1.00min(分);
72.5)主轴转速设定值(s:set)=空;
73.6)主轴转速实时值(s:act)=空;
74.7)机床电流实时值(sp.act.curr)为空;
75.8)机床电流历史最大值(sp.max.curr)=10.500a(安);
76.9)当前采样文件(datafile):mystudyt6;
77.10)当前刀具在加工当前工件时的实时电流(curr.act)为空;
78.11)当前刀具在加工当前工件时的最大电流(curr.max)为空;
79.12)当前刀具在加工当前工件时的平均电流(curr.ave)为空。
80.步骤203:当根据加工状态确定切削加工过程结束时,依次读取每个刀具的采样文件,对于每个刀具的采样文件,分别执行步骤204-207:
81.步骤204:对当前采样文件进行文件校验,校验通过,读取该采样文件中的各条采样数据,对于每条采样数据,分别执行步骤205。
82.文件校验如:校验采样文件是否为空,若为空,则校验未通过,或/和采样文件的校验码是否正确,若不正确,则校验未通过。
83.步骤205:判断该条采样数据是否满足:该条采样数据中的主轴转速在预设的正常转速范围内且该条采样数据中的加工状态为运行,若是,则读取该条采样数据中的机床电流和加工位置,根据加工位置确定对应的加工工序。
84.若否,则忽略该条采样数据。
85.步骤206:对于已读取的所有机床电流,按照加工工序的不同,将属于同一加工工
序的机床电流划分为一组。
86.步骤207:对于每一组机床电流,计算该组机床电流的平均值,并在该组机床电流中搜寻最大值,根据该组机床电流的平均值和最大值,计算该组机床电流的加权平均值,对该组机床电流的平均值和加权平均值进行加权计算,将得到的加权和作为该刀具的该加工工序的负载阈值。
87.在负载阈值自学习过程结束后,还可以将各刀具的各加工工序的机床电流绘制成机床电流变化曲线并显示给用户,以方便用户了解不同刀具在不同加工工序的机床电流变化情况。
88.图4为本发明实施例提供的机床电流变化曲线查询方法流程图,其具体步骤如下:
89.步骤401:接收用户输入的针对一刀具的机床电流变化曲线查询请求,该查询请求携带该刀具标识。
90.步骤402:根据该刀具标识查找到该刀具的采样文件,根据采样文件中的各采样数据中的加工位置,确定各加工位置对应的加工工序。
91.步骤403:对于属于同一加工工序的采样数据,将各采样数据中的机床电流,按照采样时刻的从先到后绘制成该加工工序的机床电流变化曲线,其中,横轴为采样时刻,纵轴为机床电流值。
92.步骤404:将绘制成的该刀具的各加工工序的机床电流变化曲线分别显示在界面上。
93.图5为机床电流变化曲线的查询界面示例图,如图5所示,当前查询的刀具是刀具2(t2),查询的加工位置为:x坐标:162.002mm、z坐标:-709.380mm,当前显示的机床电流变化曲线中的最大电流(max)为0.298a,电流平均值(ave)为0.174a,该曲线上包含的点数(points,即机床电流值数目)是100,曲线的缩放比例(scale)是120%,曲线对应的采样文件存储路径为:c:\temp\mystudyt2.txt,当前光标对应的机床电流值(varcurr)为0.057a,曲线的横坐标为采样时刻,单位为s(秒),纵坐标为机床电流,单位为a(安)。
94.在实际应用中,用户可根据经验等对负载阈值进行修正。具体过程为:接收用户输入的携带修正口令、刀具标识、加工工序标识和修正值的负载阈值修正请求,验证该请求中的修正口令是否正确,若正确,则根据刀具标识和加工工序标识查找到记录的负载阈值,将记录的负载阈值修改为该负载阈值加上修正值所得的和值。
95.本发明实施例可以应用于任何数控系统如:828d数控系统中。
96.图6为本发明实施例提供的断刀检测装置60的结构示意图,该装置60主要包括:
97.采样模块61,用于在机床的切削加工过程中,周期性地获取当前正在使用的刀具标识,并周期性地对机床电流和加工位置进行采样,将每个刀具的采样数据分别记录到对应刀具的采样文件中,其中,采样数据包括:机床电流和加工位置。
98.学习模块62,用于在切削加工结束时,针对采样模块61记录的每一刀具的采样文件,根据该采样文件中的各加工位置确定该刀具对应的一个或多个加工工序,分别根据在该刀具的每个加工工序中采样到的机床电流,计算并记录该刀具的每个加工工序对应的负载阈值。
99.检测模块63,用于根据学习模块62记录的每个刀具的每个加工工序对应的负载阈值,对每个刀具的每个加工工序进行断刀检测。
100.一可选实施例中,学习模块62计算并记录该刀具的每个加工工序对应的负载阈值,包括:针对该刀具的每一加工工序,计算在该刀具的该加工工序中采样到的所有机床电流的平均值,并根据该平均值和在该刀具的该加工工序中采样到的所有机床电流中的最大值,确定在该刀具的该加工工序中的机床电流的加权平均值,对该平均值和该加权平均值进行加权求和,得到该刀具的该加工工序对应的负载阈值。
101.一可选实施例中,学习模块62根据该平均值和在该刀具的该加工工序中采样到的所有机床电流中的最大值,确定在该刀具的该加工工序中的机床电流的加权平均值,包括:在该平均值和该最大值之间,搜寻满足如下条件的第一机床电流:将第一机床电流减去预设电流步长得到的差值作为搜索最小值,将第一机床电流加上预设电流步长得到的和值作为搜索最大值,在该刀具的该加工工序中采样到的所有机床电流中搜索不小于该搜索最小值且不大于该搜索最大值的机床电流,若搜索到的机床电流数占在该刀具的该加工工序中采样到的所有机床电流的比率大于预设比率,则将第一机床电流作为该加权平均值。
102.一可选实施例中,负载阈值=(平均值*150% 加权平均值)/2。
103.一可选实施例中,采样模块61的采样数据进一步包括:主轴转速,
104.学习模块62在切削加工结束之后、根据该采样文件中的加工位置确定该刀具对应的一个或多个加工工序之前,进一步包括:对于该采样文件中的每一条采样数据,若该采样数据中的主轴转速不在预设的正常转速范围内,则忽略该采样数据。
105.一可选实施例中,采样模块61的采样数据进一步包括:每条采样数据的采样时刻;
106.学习模块62将每个刀具的采样数据分别记录到对应刀具的采样文件中之后,进一步包括:接收针对一刀具的机床电流显示请求,根据该刀具的采样文件中的各条采样数据中的加工位置,确定各条采样数据对应的加工工序,对于每个加工工序中的采样数据,根据采样时刻的从先到后,将各条采样数据的机床电流绘制成该加工工序的机床电流变化曲线,将各加工工序的机床电流变化曲线分别显示给用户。
107.一可选实施例中,学习模块62计算并记录该刀具的每个加工工序对应的负载阈值之后,进一步包括:接收用户输入的针对一刀具的一加工工序的负载阈值修正值,将记录的该刀具的该加工工序的负载阈值更新为该负载阈值与该负载阈值修正值之和。
108.本发明实施例还提供一种非瞬时计算机可读存储介质,非瞬时计算机可读存储介质存储指令,指令在由处理器执行时使得处理器执行如上任一项所述的断刀检测方法的步骤。
109.本发明实施例还提供一种计算机程序产品,包括计算机程序或指令,该计算机程序或指令被处理器执行时实现如上任一项所述的断刀检测方法的步骤。
110.本发明实施例还提供一种电子设备,包括:处理器和存储器,其中:存储器存储有程序,程序配置为在被处理器执行时使得处理器执行如上任一项所述的断刀检测方法的步骤。
111.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。