1.本实用新型涉及超声波焊接技术领域,尤其涉及线束超声波焊接设备自动送料装置。
背景技术:
2.超声波金属焊接机是一种机械处理过程,把高频电能通过换能器装置转换成机械振作用于工件,使相互接触的工件表面产生高频摩擦使之生热凝聚而熔接,因此对有色金属材料来说,无疑是一种理想的金属焊接系统,特别是铝、镍、铜、银等细、簿材料进行单点、多点、方形、条形、单层、多层、复合焊接起到理想效果;汽车线束系统由于是采用多个系统集成,因此很多时候需要对线束进行焊接作业,与传统工艺相比超声波金属焊接机焊接时间很短,一般可以在0.5秒内瞬间熔接完成;焊接后导电性良好,其电阻系数极低,近等于零;金属表面有粘污物或氧化物,不用表面处理,变可完美焊接;几乎所有物质不需预先处理,不需焊锡,焊油添加物就能熔接,经济方便;焊接时不产生火花,操作员安全放心,没有烟味,不会造成空气污染。
3.经检索,专利申请号cn201420014702.0公开了线束超声波焊接设备自动送料装置,由焊接设备、焊接头和皮带输送机组成,焊接头安装在焊接设备上,皮带输送机处于焊接头下方,其特征在于:所述的电动机与主动皮带轮相连,皮带设置在主动皮带轮和被动皮带轮上,夹持块安装在皮带上,线束设置在夹持块之间,皮带做回转运动,线束输送到焊接头位置,焊接头对线束进行焊接作业。
4.但是,此实用新型在焊接时,只通过夹持块对线束进行固定,增加了焊接的不稳定性,容易导致线束之间出现错位,造成焊接失败,因此我们提出了线束超声波焊接设备自动送料装置。
技术实现要素:
5.本实用新型的目的是为了解决现有技术中只通过夹持块对线束进行固定,增加了焊接的不稳定性,容易导致线束之间出现错位,造成焊接失败的问题,而提出的线束超声波焊接设备自动送料装置。
6.为了实现上述目的,本实用新型采用了如下技术方案:
7.线束超声波焊接设备自动送料装置,包括工作台和焊接头,所述焊接头连接在工作台上,还包括:固定连接在工作台上的固定架,其中,所述固定架上转动连接有传送带,所述传送带上固定连接有固定块,所述固定块两侧固定连接有挡板;滑杆,滑动连接在挡板上其中,所述滑杆上固定连接有夹板和移动块,所述滑杆上套接有弹簧;移动架,滑动连接在固定架上,其中,所述移动架上固定连接有梯形块,所述梯形块滑动与移动块相抵。
8.为了方便进行夹紧,优选地,所述固定架上转动连接有转动杆,所述转动杆上固定连接有偏心轮,所述偏心轮与移动架相贴。
9.为了方便进行间歇送料,优选地,所述固定架上转动连接有转轴,所述传送带转动
连接在转轴上,所述固定架上固定连接有电机,所述电机输出端固定连接有第一齿轮,所述转轴上固定连接有第一半齿轮,所述第一半齿轮与第一齿轮啮合相连。
10.为了方便使用,优选地,所述固定架上转动连接有传动杆,所述传动杆上转动连接有第二半齿轮,所述传动杆通过传动带与电机输出端相连,所述转动杆上固定连接有第二齿轮,所述第二齿轮与第二半齿轮啮合相连。
11.为了提高使用的适用性,优选地,所述夹板呈v型。
12.为了提高夹紧的效果,优选地,所述夹板上开设有卡槽。
13.与现有技术相比,本实用新型提供了线束超声波焊接设备自动送料装置,具备以下有益效果:
14.1、该线束超声波焊接设备自动送料装置,通过梯形块向上滑动与移动块相抵,移动块通过滑杆推动挡板上凹槽内的夹板移动对线束进行夹紧,然后焊接头对线束进行焊接,通过在焊接前对线束进行夹紧固定,提高焊接的准确性,减少线束焊接点之间出现偏移,提高焊接的质量。
15.2、该线束超声波焊接设备自动送料装置,通过夹板为v型设置,方便对不同直径的线束进行夹紧固定,同时夹板上开设有卡槽,两组夹板上的卡槽之间相互交错对线束进行夹紧,进一步的提高夹紧的效果。
附图说明
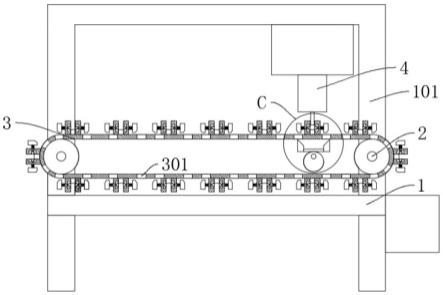
16.图1为本实用新型提出的线束超声波焊接设备自动送料装置主视的结构示意图;
17.图2为本实用新型提出的线束超声波焊接设备自动送料装置主视的剖视图;
18.图3为本实用新型提出的线束超声波焊接设备自动送料装置传送带的结构示意图;
19.图4为本实用新型提出的线束超声波焊接设备自动送料装置固定块和挡板的结构示意图;
20.图5为本实用新型提出的线束超声波焊接设备自动送料装置滑杆和夹板的结构示意图;
21.图6为本实用新型提出的线束超声波焊接设备自动送料装置图1中a部分的结构示意图;
22.图7为本实用新型提出的线束超声波焊接设备自动送料装置图1中b部分的结构示意图;
23.图8为本实用新型提出的线束超声波焊接设备自动送料装置图2中c部分的结构示意图。
24.图中:1、工作台;101、固定架;2、转轴;3、传送带;301、滑槽;4、焊接头;5、固定块;6、挡板;601、凹槽;7、滑杆;8、夹板;801、卡槽;9、弹簧;10、移动块;11、移动架;12、梯形块;13、电机;14、第一齿轮;15、第一半齿轮;16、传动杆;17、传动带;18、第二半齿轮;19、转动杆;20、第二齿轮;21、偏心轮。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行
清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
26.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.参照图1-8,线束超声波焊接设备自动送料装置,包括工作台1和焊接头4,焊接头4连接在工作台1上,还包括:固定连接在工作台1上的固定架101,其中,固定架101上转动连接有传送带3,传送带3上固定连接有固定块5,固定块5两侧固定连接有挡板6;滑杆7,滑动连接在挡板6上其中,滑杆7上固定连接有夹板8和移动块10,滑杆7上套接有弹簧9;移动架11,滑动连接在固定架101上,其中,移动架11上固定连接有梯形块12,梯形块12滑动与移动块10相抵,固定架101上转动连接有转动杆19,转动杆19上固定连接有偏心轮21,偏心轮21与移动架11相贴,固定架101上转动连接有转轴2,传送带3转动连接在转轴2上,固定架101上固定连接有电机13,电机13输出端固定连接有第一齿轮14,转轴2上固定连接有第一半齿轮15,第一半齿轮15与第一齿轮14啮合相连,固定架101上转动连接有传动杆16,传动杆16上转动连接有第二半齿轮18,传动杆16通过传动带17与电机13输出端相连,转动杆19上固定连接有第二齿轮20,第二齿轮20与第二半齿轮18啮合相连,夹板8呈v型,夹板8上开设有卡槽801。
28.本实用新型中,使用者使用时,把需要焊接的线束分别放置在传送带3上前后两侧的固定块5上,通过挡板6对线束进行限位,防止线束在传送带3转动使出现晃动,然后启动电机13,电机13输出端上的第一齿轮14与第一半齿轮15啮合,第一半齿轮15通过转轴2带动传送带3进行间歇转动把固定块5上的线束送到焊接头4的下方,焊接头4固定在固定架101上,且位于固定架101的右侧,当固定块5上的线束位于焊接头4下方时,第一齿轮14与第一半齿轮15分离,使线束停止在焊接头4下方,同时电机13继续转动,通过传动带17带动传动杆16转动,传动杆16上的第二半齿轮18与转动杆19上的第二齿轮20啮合带动转动杆19上的偏心轮21转动,偏心轮21转动推动移动架11向上移动,移动架11上的梯形块12通过传送带3上的滑槽301与移动块10相抵,移动块10通过滑杆7推动挡板6上凹槽601内的夹板8移动对线束进行夹紧,然后焊接头4对线束进行焊接,通过在焊接前对线束进行夹紧固定,提高焊接的准确性,减少线束焊接点之间出现偏移,提高焊接的质量,焊接完成后,偏心轮21带动梯形块12向下滑动从滑槽301内滑出,通过弹簧9的张力与移动块10相抵,推动滑杆7带动夹板8与线束分离进入到凹槽601内,然后第一齿轮14转动与第一半齿轮15啮合带动传送带3转动继续进行送料到焊接头4下方,进行夹紧然后进行焊接,此时线束只通过挡板6进行限位,当固定块5转动到转轴2下方使,线束自动送固定块5上落下完成焊接。
29.本实用新型中,夹板8为v型,方便对不同直径的线束进行夹紧固定,同时夹板8上开设有卡槽801,两组夹板8上的卡槽801之间相互交错对线束进行夹紧,进一步的提高夹紧的效果。
30.本实用新型使用简单,操作方便,通过传送带3间歇转动的同时通过夹板8对线束进行夹紧固定,减少减少线束焊接点之间出现偏移,增加焊接位置的准确性,提高焊接的质量。
31.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
