1.本技术涉及机器人的技术领域,尤其是涉及一种高稳定性多功能焊接机器人。
背景技术:
2.焊接机器人是从事焊接(包括切割与喷涂)的工业机器人。根据国际标准化组织工业机器人属于标准焊接机器人的定义,工业机器人是一种多用途的、可重复编程的自动控制操作机,具有三个或更多可编程的轴,用于工业自动化领域。
3.参照图1和图2,相关技术公开了一种工件总成,包括组装架101,组装架101由杆状柄102与两个弧形头103组成,弧形头103位于杆状柄102的两端且与杆状柄102固定连接。其中,杆状柄102上开设有沿杆状柄102长度方向设置的杆状槽104,弧形头103上开设有弧形槽105,杆状槽104与弧形槽105之间开设有梯形槽106,梯形槽106靠近杆状槽104端部的宽度小于梯形槽106靠近弧形槽105端部的宽度。组装架101上焊接有组装框107,组装框107上开设有组装槽108,组装槽108的一端与一侧弧形槽105的槽底齐平,组装槽108的另一端与另一侧梯形槽106的较窄端齐平。
4.针对上述技术,发明人发现,焊接机器人焊接组装框与组装架时,使用者将组装框放置在组装架上进行焊接,仅通过使用者人工操作,难以将组装框准确的安置在组装架上,存在有组装框与组装架的相对焊接位置容易偏移的缺陷。
技术实现要素:
5.为了使组装框与组装架之间的相对焊接位置较为稳定,本技术提供一种高稳定性多功能焊接机器人。
6.本技术提供的一种高稳定性多功能焊接机器人采用如下的技术方案:
7.一种高稳定性多功能焊接机器人,包括焊接机器人本体,所述焊接机器人本体的一侧设有承载板,所述承载板的一端设有限位气缸;所述限位气缸的输出轴上固设有沿限位气缸长度方向设置的限位块,所述限位块的宽度与弧形槽的宽度相同,所述限位块与弧形槽滑动连接;所述限位块的高度大于弧形头的高度,当组装架与组装框连接时,所述限位块与组装框相抵接。
8.通过采用上述技术方案,焊接前,使用者将组装架置于承载板上,限位气缸的输出轴伸缩带动限位块移动,限位块与弧形槽滑动连接,限位块对组装架进行限位,使组装架与承载板之间的相对位置较为固定。使用者再将组装框放置在组装架上,使组装框的一端与限位块相抵接,限位块使组装框与弧形槽的槽底齐平。使用者安装组装框与组装架时,将弧形槽的槽底与组装框的一端抵接在限位块的一侧,使组装框与组装架之间的相对焊接位置较为稳定。
9.可选的,所述限位块远离限位气缸的端部开设有倒角。
10.通过采用上述技术方案,当限位块与弧形槽相对移动时,倒角使限位块能够更加顺畅的与弧形槽连接。
11.可选的,所述承载板上固设有限位杆,所述限位杆与梯形槽滑动连接;当组装架与组装框连接时,所述限位杆与组装框远离限位气缸的端部相抵接。
12.通过采用上述技术方案,当组装架与组装框连接时,限位杆置于梯形槽内,此时限位杆与限位块置于杆状柄的两端对组装架进行位置限定操作。使用者安装组装架与组装框时,将组装框移动置于限位杆与限位块之间,使组装框的两端分别与限位杆以及限位块抵接,进而使组装架与组装框之间的相对位置关系更加固定。
13.可选的,所述承载板上固设有抵接杆,所述抵接杆与杆状槽滑动连接;当组装架与组装框连接时,所述抵接杆与杆状柄远离限位气缸的端部相抵接。
14.通过采用上述技术方案,抵接杆与限位杆配合,对组装架的摆放方向进行限定,进而令使用者在摆放组装架时,能够令组装架沿限位气缸的长度方向设置,便于限位块执行后续的限位操作。
15.可选的,所述承载板一端设有支撑杆,所述支撑杆上转动连接有按压杆,所述按压杆上固设有按压块;当组装架与组装框连接时,所述按压块与组装框相抵接。
16.通过采用上述技术方案,当使用者将组装架与组装框连接后,使用者转动按压杆,使按压杆转动置于组装框的上方,此时按压块在重力的作用下,按压在组装框的上端面,进而使组装架与组装框之间不易发生相对偏移。
17.可选的,所述按压杆上固设有定位块,所述定位块与组装槽滑动连接;当组装架与组装框连接时,所述定位块位于组装槽内。
18.通过采用上述技术方案,按压块对组装框进行按压限位操作时,定位块位于组装槽内,进一步对组装框进行位置限定,使组装框能够稳定置于组装架上方,不易偏移。
19.可选的,所述承载板一端设有升降气缸,所述升降气缸的输出轴上设有升降杆,所述升降杆上固设有下压块;当组装架与组装框连接时,所述下压块与弧形头抵接。
20.通过采用上述技术方案,进行焊接操作时,升降气缸控制下压块下移,直至下压块与弧形头的上端面相抵接,下压块将弧形头稳定按压在承载板上,使组装架在焊接过程中不易与承载板发生偏移。
21.可选的,所述升降杆与所述升降气缸的输出轴转动连接。
22.通过采用上述技术方案,当使用者需要取放组装架与组装框时,使用者转动升降杆,使升降杆从承载板的上方移开,进而便于使用者进行工件取放操作。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.焊接前,使用者将组装架置于承载板上,限位气缸的输出轴伸缩带动限位块移动,限位块与弧形槽滑动连接,限位块对组装架进行限位,使组装架与承载板之间的相对位置较为固定。使用者再将组装框放置在组装架上,使组装框的一端与限位块相抵接,限位块使组装框与弧形槽的槽底齐平。使用者安装组装框与组装架时,将弧形槽的槽底与组装框的一端抵接在限位块的一侧,使组装框与组装架之间的相对焊接位置较为稳定。
25.当组装架与组装框连接时,限位杆置于梯形槽内,此时限位杆与限位块置于杆状柄的两端对组装架进行位置限定操作。使用者安装组装架与组装框时,将组装框移动置于限位杆与限位块之间,使组装框的两端分别与限位杆以及限位块抵接,进而使组装架与组装框之间的相对位置关系更加固定。
26.当使用者将组装架与组装框连接后,使用者转动按压杆,使按压杆转动置于组装
框的上方,此时按压块在重力的作用下,按压在组装框的上端面,进而使组装架与组装框之间不易发生相对偏移。
附图说明
27.图1是本技术背景技术的结构示意图。
28.图2是本技术背景技术中杆状槽和梯形槽的结构示意图。
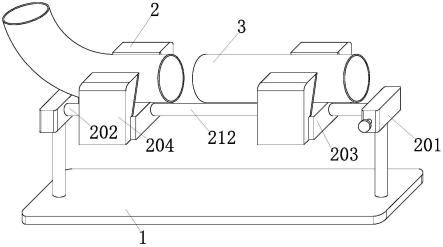
29.图3是本技术实施例的结构示意图。
30.图4是图3中a的局部放大图。
31.图5是本技术实施例中限位杆和抵接杆的结构示意图。
32.附图标记说明:101、组装架;102、杆状柄;103、弧形头;104、杆状槽;105、弧形槽;106、梯形槽;107、组装框;108、组装槽;1、工作台;2、焊接机器人本体;3、承载板;4、限位气缸;5、限位块;6、倒角;7、限位杆;8、抵接杆;9、支撑杆;10、按压杆;11、按压块;12、定位块;13、升降气缸;14、升降杆;15、下压块。
具体实施方式
33.以下结合附图3-5对本技术作进一步详细说明。
34.本技术实施例公开一种高稳定性多功能焊接机器人,参照图3和图4,包括焊接机器人本体2,焊接机器人本体2的一侧设有工作台1。进行焊接操作前,使用者将组装架101与组装框107按照所需的焊接相对位置安装并摆放在工作台1上,而后焊接机器人本体2工作,对组装架101与组装框107的连接位置进行焊接操作。
35.工作台1的上端面固设有承载板3,承载板3沿工作台1的长度方向设置。进行焊接操作时,使用者将组装架101置于承载板3上,此时组装架101的端面与承载板3的上端面抵接,组装架101沿承载板3的长度方向设置,承载板3对组装架101起限位支撑作用。
36.承载板3上固设有限位杆7,限位杆7沿竖直方向设置,限位杆7的宽度与梯形槽106较窄端的宽度相同,限位杆7与梯形槽106沿竖直方向滑动连接。限位杆7的长度大于组装架101与组装框107的高度和,当组装架101的上端面与组装框107抵接时,限位杆7与组装框107远离限位气缸4的端部相抵接。
37.参照图4和图5,当使用者将组装架101置于承载板3上时,限位杆7沿竖直方向滑动置于梯形槽106内,对组装架101进行限位,进而使组装架101能够稳定沿承载板3的长度方向设置。而后使用者再将组装框107放置在组装架101上,使组装框107的一端与限位杆7相抵接,此时,限位杆7使组装框107的一端与梯形槽106的较窄端齐平。
38.使用者安装组装框107与组装架101时,将梯形槽106的较窄端与组装框107的一端同时与限位杆7的一侧端面相抵接,便于使用者按照焊接需求组合组装框107与组装架101,进而使组装框107与组装架101之间的相对焊接位置较为稳定。
39.承载板3上固设有抵接杆8,抵接杆8沿竖直方向设置,抵接杆8与杆状槽104沿竖直方向滑动连接;抵接杆8的长度小于组装架101与组装框107的高度和。当组装架101的上端面与组装框107抵接时,抵接杆8与杆状柄102远离限位气缸4的端部相抵接。
40.当使用者将组装架101置于承载板3上时,限位杆7与梯形槽106沿竖直方向滑动连接,抵接杆8与杆状槽104沿竖直方向滑动连接。抵接杆8与限位杆7配合,对组装架101的摆
放方向进行限定,进而令使用者在摆放组装架101时,能够令组装架101沿限位气缸4的长度方向设置。
41.承载板3远离限位杆7的一端滑动连接有限位块5,限位块5沿承载板3的长度方向移动。限位块5的宽度与弧形槽105的宽度相同,限位块5与弧形槽105滑动连接。限位块5的高度大于弧形头103的高度,当组装架101与组装框107连接时,限位块5与组装框107远离限位杆7的一端相抵接。
42.使用者将组装架101置于承载板3上后,限位块5沿承载板3的长度方向移动,限位块5与弧形槽105滑动连接,进而通过限制弧形槽105的位置,对组装架101进行限位,使组装架101与承载板3之间的相对位置较为固定。
43.使用者安装组装架101与组装框107时,沿竖直方向移动组装框107,将组装框107移动置于限位杆7与限位块5之间,使组装框107的两端分别与限位杆7以及限位块5抵接,进而使组装架101与组装框107之间的相对位置关系更加固定。
44.工作台1上固设有限位气缸4,限位气缸4位于承载板3远离限位杆7的一端,限位气缸4沿承载板3的长度方向设置;限位气缸4的输出轴与限位块5同轴固定连接。
45.使用者将组装架101置于承载板3上后,限位气缸4的输出轴伸长带动限位块5移动,直至限位块5与弧形槽105的槽底相抵接,此时限位杆7与限位块5分别置于杆状柄102的两端对组装架101进行位置限定操作。
46.限位块5远离限位气缸4的端部开设有倒角6。当限位块5与弧形槽105相对移动时,倒角6使限位块5能够更加顺畅的与弧形槽105连接。
47.工作台1上固设有沿竖直方向设置的升降气缸13,升降气缸13位于承载板3的一侧,升降气缸13的输出轴上设置有升降杆14,升降杆14沿水平方向设置,升降杆14的下端面固设有两个相同的下压块15。当组装架101与组装框107连接时,下压块15与靠近限位气缸4的弧形头103上端面抵接,此时两个下压块15分别位于限位块5的两侧。
48.进行焊接操作时,升降气缸13的输出轴缩短,进而控制下压块15下移,直至下压块15与弧形头103的上端面相抵接,下压块15将弧形头103稳定按压在承载板3上,使组装架101在焊接过程中不易与承载板3发生晃动偏移。
49.升降杆14与升降气缸13的输出轴转动连接。升降杆14的转动轴方向沿竖直方向设置。当使用者需要取放组装架101与组装框107时,升降气缸13的输出轴伸出,进而控制下压块15上移,当下压块15与限位块5分离后,使用者转动升降杆14,使升降杆14从承载板3的上方移开,进而便于使用者进行工件取放操作。
50.承载板3远离限位气缸4的一端固设有支撑杆9,支撑杆9沿竖直方向设置,支撑杆9上转动连接有按压杆10,按压杆10的转动轴沿水平方向设置。按压杆10远离支撑杆9的端部固设有按压块11,按压块11与按压杆10相互垂直。当组装架101与组装框107连接时,按压杆10转动置于水平状态,此时按压块11与组装框107相抵接。
51.使用者放置组装架101与组装框107时,转动按压杆10,使按压杆10转动置于支撑杆9远离承载板3的一侧。当使用者将组装架101与组装框107连接后,使用者转动按压杆10,使按压杆10转动置于组装框107的上方,此时按压块11在重力的作用下,按压在组装框107的上端面,进而使组装架101与组装框107之间不易发生相对偏移。
52.按压杆10上固设有定位块12,定位块12与组装槽108滑动连接;当组装架101与组
装框107连接时,定位块12位于组装槽108内。当使用者将按压杆10转动置于组装框107上方时,按压块11对组装框107进行按压限位操作时,定位块12滑动穿过组装槽108,进一步对组装框107进行位置限定,使组装框107能够稳定置于组装架101上方。
53.本技术实施例一种高稳定性多功能焊接机器人的实施原理为:当使用者将组装架101置于承载板3上时,限位杆7与梯形槽106沿竖直方向滑动连接,抵接杆8与杆状槽104沿竖直方向滑动连接。而后限位气缸4的输出轴伸长带动限位块5移动,直至限位块5与弧形槽105的槽底相抵接,此时限位杆7与限位块5分别置于杆状柄102的两端对组装架101进行位置限定操作。使用者安装组装架101与组装框107时,沿竖直方向移动组装框107,将组装框107移动置于限位杆7与限位块5之间,使组装框107的两端分别与限位杆7以及限位块5抵接,使组装架101与组装框107之间的相对位置更加稳定。
54.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。