1.本发明涉及厚板焊接技术领域,尤其涉及一种低温状态下厚板焊接方法。
背景技术:
2.焊接工艺是基础钢结构建设中的一项非常重要的工序,焊接质量的好坏极大地影响到基础设施的使用效能和寿命。焊机除了和焊接母材有关,还跟外界环境等因素有莫大关系,焊接工艺解决的问题是在特定环境下对特定焊接母材采取措施,使其得到理想的应力特性和结构特性。大量试验表明,低温时导致焊缝脆断的主要原因,特别是结构中存在缺口效应的脆断效应更为严重。在工程需要冬季施工,环境温度较低时,焊缝与外界的温度梯度大,焊接后迅速冷却易导致焊缝晶格变化,使断裂应力下降;当温度低于材料转变温度时,在远小于屈服强度的作用下,钢材会出现完全无屈服的断裂。因此在低温环境下进行焊接操作必须解决焊缝的可靠性会被温度条件严重削弱的问题。在对厚钢板进行焊接的时候,由于厚钢板的长度宽度均不一致,其焊缝的长度各不相同,同时厚钢板定位夹持不便,不方便对厚钢板进行焊接操作,为此需要一种低温状态下厚板焊接方法。
技术实现要素:
3.本发明提出的一种低温状态下厚板焊接方法,解决了现有技术中存在的问题。
4.为了实现上述目的,本发明采用了如下技术方案:
5.一种低温状态下厚板焊接方法,包括以下步骤:
6.s1胚料预处理:
7.在待焊接的厚钢板焊接端进行切割打磨,切割成斜坡状,斜坡打磨清理,将切割的杂质打磨干净;
8.s2将预处理的胚料放置在焊接装置上进行夹紧固定:
9.将切割打磨后的厚钢板放置在焊接装置上进行定位夹紧,使两组厚钢板之间的间隙保持一致;
10.s3:胚料预热处理:
11.将定位夹紧在焊接装置上的厚钢板进行预热处理;
12.s4利用焊接装置进行焊接:
13.将预热处理的厚钢板利用焊接装置进行焊接,焊接完成后进行隔绝保温处理;
14.s5焊缝保护处理:
15.保温处理完成后,在焊缝处涂刷防锈油。
16.优选的,所述焊接装置包括放置板,所述放置板贯穿有长条形结构的焊接通道,所述放置板的顶部安装有支架,所述放置板的底部安装有支撑架,所述支撑架与支架相互远离的一侧均安装有焊接机构,所述焊接机构的一侧均安装有保温隔离机构,所述放置板的两端均安装有压紧机构,所述焊接通道的顶部安装有与支架固接的按压机构。
17.优选的,所述压紧机构包括与放置板底部固接的u型结构的托板,所述推板的顶部
滑动连接有与放置板底部滑动连接的活动板,活动板远离放置板的一端顶部固接有传动单元,所述传动单元靠近放置板顶部的一侧设置有夹板,夹板的底部固接有两组与活动板顶部滑动连接的引导板,所述引导板的顶部中间位置开设有沿竖直方向设置的对接槽,对接槽的顶部内侧壁开设有内螺纹,内螺纹螺纹套接有输送单元,输送单元的一端与放置板端部活动套接,输送单元的另一端与传动单元活动套接。
18.优选的,两组所述输送单元包括短螺杆、对接杆和长螺杆,对接杆的一端与短螺杆固接,对接杆的另一端与长螺杆滑动套接,其中一个输送单元的短螺杆与传动单元活动套接、长螺杆与放置板活动套接,另一个输送单元的短螺杆与放置板活动套接、长螺杆与传动单元活动套接。
19.优选的,所述传动单元包括与活动板顶部固接的箱体,箱体的内部安装有环形结构的链条,链条的内圈连接有主动链轮,主动链轮内圈固定套接有与箱体活动套接的主动轴,主动轴的一端安装有与箱体固接的电机一,链条的内圈还链接有与短螺杆和或长螺杆固定套接的从动链轮,推板的底部安装有与活动板底部固接的推动单元一。
20.优选的,所述保温隔离机构包括沿竖直方向设置的推动单元二,推动单元二与相邻的支架或支撑架固接,推动单元二输出端连接有沿水平方向设置的推动单元三,推动单元三输出端固接有开口朝向放置板的长条形结构的罩壳,所述罩壳的内部滑动套接有沿其长度方向依次分布的挤压板,所述罩壳的一侧内侧壁开设有沿其长度方向设置的限制槽,所述罩壳的另一侧内侧壁下方开设有沿其长度方向设置的连通槽,限制槽的内部滑动连接有与相邻挤压板固接的限制块,所述挤压板的底部中间位置开设有沿其长度方向设置的隔离槽,所述挤压板远离限制块的一端底部开设有与隔离槽连通的通孔一,所述罩壳固定套接有与连通槽连通的进气管,所述罩壳的顶部内侧壁固接有沿其长度方向设置的气管,气管的底部开设有位于相邻挤压板顶部的喷孔。
21.优选的,所述气管伸出罩壳的一端连接有三通管,三通管的一个连接有抽气管,三通管的另一个连通有供气管。
22.优选的,所述焊接机构包括与用于固定的支架或支撑架固接推动单元三,推动单元三靠近放置板的输出端连接有沿水平设置的推动单元四,推动单元四靠近放置板的输出端固接有焊机。
23.优选的,所述按压机构包括与支架固接的推动单元五,推动单元五底部固接有横杆,横杆的底部固接有两组分布在焊接通道两侧的压紧杆。
24.本发明中,
25.通过该厚钢板的焊接方法,能够对不同宽度和长度的厚钢板进行压紧定位和焊接操作,提高厚钢板的焊接效率,能够对焊接后的厚钢板焊缝处进行保温处理,提高焊接性能,
26.通过设置的放置板、焊接通道、支架、支撑架、压紧机构、焊接机构、保温隔离机构、按压机构、推板、活动杆、传动单元、夹板、引导板、对接槽、内螺纹、短螺杆、对接杆、长螺杆、罩壳、限制槽、挤压板、隔离槽、限制块、通孔一、连通槽、进气管、气管和喷孔,能够自适应不同宽度长度的厚钢板的夹持定位操作,在对厚钢板进行保温的时候根据厚钢板的宽度自适应形成保温用的隔离腔体,减少焊接装置成本投入,提高焊接装置的适用范围,提高焊接装置的焊接范围,节省成本,提高焊接效率。
附图说明
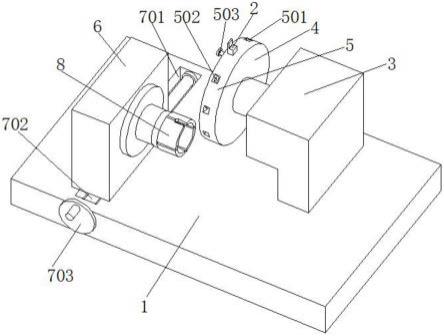
27.图1为本发明提出的一种低温状态下厚板焊接方法的结构示意图;
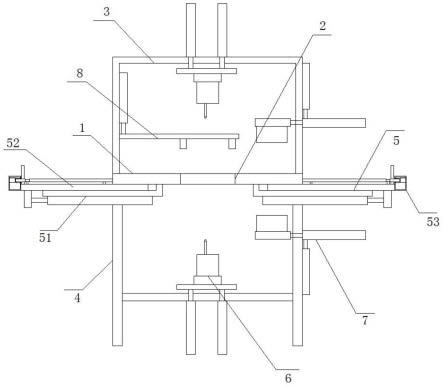
28.图2为本发明提出的一种低温状态下厚板焊接方法保温隔离机构的结构示意图;
29.图3为本发明提出的一种低温状态下厚板焊接方法挤压板的结构示意图;
30.图4为本发明提出的一种低温状态下厚板焊接方法压紧机构的俯视图;
31.图5为本发明提出的一种低温状态下厚板焊接方法压紧机构的结构示意图。
32.图中:1放置板、2焊接通道、3支架、4支撑架、5压紧机构、6焊接机构、7保温隔离机构、8按压机构、51推板、52活动杆、53传动单元、54夹板、55引导板、56对接槽、57内螺纹、58短螺杆、59对接杆、510长螺杆、71罩壳、72限制槽、73挤压板、74隔离槽、75限制块、76通孔一、77连通槽、78进气管、79气管、710喷孔。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
34.一种低温状态下厚板焊接方法,包括以下步骤:
35.s1胚料预处理:
36.在待焊接的厚钢板焊接端进行切割打磨,切割成斜坡状,斜坡打磨清理,将切割的杂质打磨干净;
37.s2将预处理的胚料放置在焊接装置上进行夹紧固定:
38.将切割打磨后的厚钢板放置在焊接装置上进行定位夹紧,使两组厚钢板之间的间隙保持一致;
39.s3:胚料预热处理:
40.将定位夹紧在焊接装置上的厚钢板进行预热处理;
41.s4利用焊接装置进行焊接:
42.将预热处理的厚钢板利用焊接装置进行焊接,焊接完成后进行隔绝保温处理;
43.s5焊缝保护处理:
44.保温处理完成后,在焊缝处涂刷防锈油。
45.参照图1-5,焊接装置包括放置板1,放置板1贯穿有长条形结构的焊接通道2,放置板1的顶部安装有支架3,放置板1的底部安装有支撑架4,支撑架4与支架3相互远离的一侧均安装有焊接机构6,焊接机构6的一侧均安装有保温隔离机构7,放置板1的两端均安装有压紧机构5,焊接通道2的顶部安装有与支架3固接的按压机构8。
46.具体的,压紧机构5包括与放置板1底部固接的u型结构的托板51,推板51的顶部滑动连接有与放置板1底部滑动连接的活动板52,活动板52远离放置板1的一端顶部固接有传动单元53,传动单元53靠近放置板1顶部的一侧设置有夹板54,夹板54的底部固接有两组与活动板52顶部滑动连接的引导板55,引导板55的顶部中间位置开设有沿竖直方向设置的对接槽56,对接槽56的顶部内侧壁开设有内螺纹57,内螺纹57螺纹套接有输送单元,输送单元的一端与放置板1端部活动套接,输送单元的另一端与传动单元53活动套接。
47.值得说明的,两组输送单元包括短螺杆58、对接杆59和长螺杆510,对接杆59的一端与短螺杆58固接,对接杆59的另一端与长螺杆510滑动套接,其中一个输送单元的短螺杆
58与传动单元53活动套接、长螺杆510与放置板1活动套接,另一个输送单元的短螺杆58与放置板1活动套接、长螺杆510与传动单元53活动套接。
48.此外,传动单元53包括与活动板52顶部固接的箱体,箱体的内部安装有环形结构的链条,链条的内圈连接有主动链轮,主动链轮内圈固定套接有与箱体活动套接的主动轴,主动轴的一端安装有与箱体固接的电机一,链条的内圈还链接有与短螺杆58和或长螺杆510固定套接的从动链轮,推板51的底部安装有与活动板52底部固接的推动单元一。
49.除此之外,保温隔离机构7包括沿竖直方向设置的推动单元二,推动单元二与相邻的支架3或支撑架4固接,推动单元二输出端连接有沿水平方向设置的推动单元三,推动单元三输出端固接有开口朝向放置板1的长条形结构的罩壳71,罩壳71的内部滑动套接有沿其长度方向依次分布的挤压板73,罩壳71的一侧内侧壁开设有沿其长度方向设置的限制槽72,罩壳71的另一侧内侧壁下方开设有沿其长度方向设置的连通槽77,限制槽72的内部滑动连接有与相邻挤压板73固接的限制块75,挤压板73的底部中间位置开设有沿其长度方向设置的隔离槽74,挤压板73远离限制块75的一端底部开设有与隔离槽74连通的通孔一76,罩壳71固定套接有与连通槽77连通的进气管78,罩壳71的顶部内侧壁固接有沿其长度方向设置的气管79,气管79的底部开设有位于相邻挤压板73顶部的喷孔710。
50.更进一步的,气管79伸出罩壳71的一端连接有三通管,三通管的一个连接有抽气管,三通管的另一个连通有供气管。
51.优选的,焊接机构6包括与用于固定的支架3或支撑架4固接推动单元三,推动单元三靠近放置板1的输出端连接有沿水平设置的推动单元四,推动单元四靠近放置板1的输出端固接有焊机。
52.尤其是,按压机构8包括与支架3固接的推动单元五,推动单元五底部固接有横杆,横杆的底部固接有两组分布在焊接通道2两侧的压紧杆,压紧杆的底部滑动套接有沿其长度方向分布的滚珠。
53.实施例一:
54.推动单元一、推动单元二、推动单元三和推动单元五采用推杆电机,推动单元四采用直线模组;
55.实施例二:
56.一种低温状态下厚板焊接方法,包括以下步骤:
57.s1胚料预处理:
58.在待焊接的厚钢板焊接端进行切割打磨,切割成斜坡状,斜坡打磨清理,将切割的杂质打磨干净;
59.s2将预处理的胚料放置在焊接装置上进行夹紧固定:
60.将切割打磨后的厚钢板放置在焊接装置上进行定位夹紧,使两组厚钢板之间的间隙保持一致;
61.s3:胚料预热处理:
62.将定位夹紧在焊接装置上的厚钢板进行预热处理,在预热处理的时候,预热温度为200-450℃;
63.s4利用焊接装置进行焊接:
64.将预热处理的厚钢板利用焊接装置进行焊接,焊接完成后进行隔绝保温处理,在
焊接装置中充入保护气体进行保温,保护气体采用惰性气体,保护气体的温度为250-350℃,保温2-4小时;
65.s5焊缝保护处理:
66.保温处理完成后,在焊缝处涂刷防锈油。
67.在焊接时候,将预处理的厚钢板首先放置在焊接装置上进行夹持固定,根据厚钢板的宽度,调整压紧机构5的位置,此时推动单元一启动,将活动板52向远离放置板1的一侧运动,调整夹板54与放置板1之间的距离,然后将两组带焊接的厚钢板放置在放置板1的顶部同时使两组厚钢板之间的焊缝处于焊接通道2的位置处;
68.此时按压紧固8上的推动单元五启动,将横杆向下推动,压紧杆底部的滚珠与厚钢板顶部接触,将厚钢板向放置板1底部方向与压紧;
69.在活动板52运动的时候,横截面为正多边形结构的对接杆59相对长螺杆510相对运动,同时夹板54处于靠近传动单元53的一侧,此时夹板54相对与传动单元53静止,当传动单元53上的电机一启动的时候,带动链条转动,此时在从动链轮的作用下,两组输送单元同步同方向转动,当输送单元转动的时候,短螺杆58、对接杆59和长螺杆510同时转动,其中的一组输送单元中,短螺杆58上的引导板55在螺纹作用下向放置板1方向运动,然后从短螺杆58的末端向对接杆59的方向运动,此时另一组输送单元中,引导板55处于长螺杆510上,从而保证两组引导板55至少有一个始终与其相连接的长螺杆510或短螺杆58螺纹套接,从而能够使夹板54能够平稳的向放置板1方向运动,实现不同长度的厚钢板的夹持操作,两组压紧机构5将两组厚钢板向焊接通道2的方向推动,使两组厚钢板之间的焊缝处于焊接通道2的位置处;
70.焊接的时候,推动单元三启动,将焊机向厚钢板的焊缝位置推动,焊机上的焊枪接近焊缝位置,之后推动单元四启动,使焊机沿焊缝长度方向运动,从焊缝的顶部和底部同步进行焊接;
71.焊接完成后,保温隔离机构7上的推动单元二和推动单元三启动,首先从供气管向气管79通气,气体从喷孔710喷出,此时罩壳71内部的挤压板73均向下运动,直到罩壳71与厚钢板的外侧面接触,此时与厚钢板接触的挤压板73被厚钢板阻挡,被阻挡的挤压板73向上运动,不与厚钢板接触的挤压板73处于伸出罩壳71的状态,
72.与厚钢板基础的挤压板73上的隔离槽74与厚钢板之间形成隔离腔体,隔离腔体一致延伸至厚钢板的端部,在端部的位置处,伸出罩壳71的挤压板73向下运动封堵住相邻与厚钢板抵接的挤压板73的隔离槽74,保温气体沿进气管78进入连通槽77,然后沿通孔一76进入隔离槽74形成的隔离腔体当中对厚钢板的焊缝处进行隔离保温,隔离腔体的长度根据厚钢板的宽度自行调整,适合不同宽度的厚钢板的隔离保温操作,提高厚钢板的焊接效果;
73.综上所述该焊接方法能够对不同宽度和长度的厚钢板进行压紧定位和焊接操作,提高厚钢板的焊接效率,能够对焊接后的厚钢板焊缝处进行保温处理,提高焊接性能;
74.该焊接装置能够自适应不同宽度长度的厚钢板的夹持定位操作,在对厚钢板进行保温的时候根据厚钢板的宽度自适应形成保温用的隔离腔体,减少焊接装置成本投入,提高焊接装置的适用范围,提高焊接装置的焊接范围,节省成本,提高焊接效率。
75.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时
针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
76.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
77.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。