1.本实用新型涉及利用长条形毛坯连续生产零件的技术领域,特别是一种用于连续加工产品的设备。
背景技术:
2.产床普通车床和数控车床利用一系列的车刀分不同的工位将毛坯短节车削加工成所需的零件。为提高产品的生产效率,现有采用如图1~2所示的加工设备来生产出产品,即通过加工设备利用一根条形毛坯连续的生产出多个产品,该加工设备包括由前往后顺次设置的推料油缸12、v形槽钢10和车床2,v形槽钢10的左侧设置有平台19,平台19的顶表面上放置有多根平行于v形槽钢10设置的长条形毛坯4,工作时,工人将首端处的长条形毛坯向右推送,长条形毛坯4落入到v形槽钢10内,从而实现了长条形毛坯4的上料,而后工人控制推料油缸12的活塞杆向前伸出,活塞杆的端头推动v形槽钢10内的长条形毛坯4向前运动,直到长条形毛坯4的首端进入到车床2的电动卡爪内时,控制推料油缸12关闭,从而实现了长条形毛坯的输送,而后工人控制电动卡爪启动,电动卡爪将长条形毛坯4夹持固定住,然后工人控制电动卡爪旋转,电动卡爪带动长条形毛坯4绕其自身轴线旋转,随后控制车床2内的车刀动作,从而在长条形毛坯4的首端处切削加工出产品,加工后,通过车床2内的切断刀将产品切断,从而实现了第一个产品的加工,而后工人控制电动卡爪打开,再控制推料油缸12的活塞杆向前伸出一段距离,活塞杆将未加工完的长条形毛坯4向前推送一段距离,推送到位后,控制推料油缸12关闭,最后工人再次控制电动卡爪启动,以对剩余的长条形毛坯继续进行加工,从而生产出第二个产品,如此重复操作,即可由一根长条形毛坯4生产出多个产品。当长条形毛坯使用完毕后,再将平台19上的第二根长条形毛坯推送到上料工位。
3.然而,这种加工设备虽然能够生产出产品,但是仍然存在以下技术缺陷:1、多根长条形毛坯4沿水平方向铺设在平台19的台面上,占用了车间内的水平空间,不利用其他设备的摆放和安装。2、推料油缸12、车床2和v形槽钢10之间的长度总和较大,极大的占用了车间内纵向空间,进一步的不利于其他设备的摆放和安装。因此,亟需一种能够立式安装长条形毛坯、极大节省车间内空间的产品加工设备。
技术实现要素:
4.本实用新型的目的在于克服现有技术的缺点,提供一种结构紧凑、能够立式安装长条形毛坯、极大节省车间内空间、操作简单的用于连续加工产品的设备。
5.本实用新型的目的通过以下技术方案来实现:一种用于连续加工产品的设备,它包括从左往右顺次设置的工作台和车床,所述工作台的顶部固设有料仓,料仓内由下往上顺次堆叠有多根长条形毛坯,每根长条形毛坯的左右端面上均开设有锥形孔,料仓的左右外壁上均固设有锁紧油缸,锁紧油缸的活塞杆伸入于料仓内且延伸端上固设有锥形头,两个锥形头分别抵压于最底层长条形毛坯的两个锥形孔内,所述工作台的台面上固设有水平设置的液压滑台,液压滑台的移动台的顶表面上固设有v形槽钢,v形槽钢设置于最底层长
条形毛坯的正下方,v形槽钢与车床内的电动卡爪处于同一水平线上;
6.所述车床的机壳的顶表面上固设有安装板,安装板的顶表面上固设有推料油缸,推料油缸的活塞杆上固设有l板,l板上固设有位于料仓与车床之间的升降油缸,升降油缸活塞杆的作用端上固设有立板,立板的右端面上固设有推杆。
7.所述料仓的长度大于长条形毛坯的长度。
8.所述料仓的底表面上且位于其四个角落处均焊接有支架,四个支架均焊接于工作台的台面上。
9.所述工作台的台面上固设有多根支撑于地面上的支撑腿。
10.两个锁紧油缸关于料仓左右对称设置。
11.该设备还包括控制器,所述控制器与液压滑台的电磁阀、升降油缸的电磁阀、推料油缸的电磁阀以及锁紧油缸的电磁阀电连接。
12.本实用新型具有以下优点:本实用新型结构紧凑、能够立式安装长条形毛坯、极大节省车间内空间。
附图说明
13.图1 为现有加工设备的结构示意图;
14.图2 为图1的俯视图;
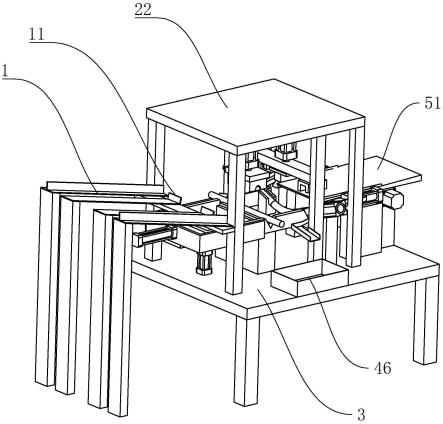
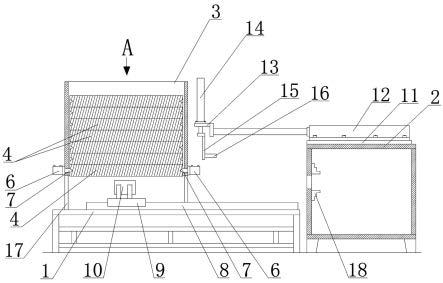
15.图3 为本实用新型的结构示意图;
16.图4 为图3的a向示意图;
17.图5 为长条形毛坯上料的示意图;
18.图6 为长条形毛坯输送到位的示意图;
19.图7 为推杆推送长条形毛坯的示意图;
20.图8 为本实用新型中长条形毛坯的结构示意图;
21.图中,1-工作台,2-车床,3-料仓,4-长条形毛坯,5-锥形孔,6-锁紧油缸,7-锥形头,8-液压滑台,9-移动台,10-v形槽钢,11-安装板,12-推料油缸,13-l板,14-升降油缸,15-立板,16-推杆,17-支架,18-电动卡爪,19-平台。
具体实施方式
22.下面结合附图对本实用新型做进一步的描述,本实用新型的保护范围不局限于以下所述:
23.如图3~4所示,一种用于连续加工产品的设备,它包括从左往右顺次设置的工作台1和车床2,所述工作台1的顶部固设有料仓3,所述料仓3的底表面上且位于其四个角落处均焊接有支架17,四个支架17均焊接于工作台1的台面上,料仓3的长度大于长条形毛坯4的长度,料仓3内由下往上顺次堆叠有多根长条形毛坯4,长条形毛坯4的结构如图8所示,每根长条形毛坯4的左右端面上均开设有锥形孔5,料仓3的左右外壁上均固设有锁紧油缸6,两个锁紧油缸6关于料仓3左右对称设置,锁紧油缸6的活塞杆伸入于料仓3内且延伸端上固设有锥形头7,两个锥形头7分别抵压于最底层长条形毛坯4的两个锥形孔5内,所述工作台1的台面上固设有水平设置的液压滑台8,液压滑台8的移动台9的顶表面上固设有v形槽钢10,v形槽钢10设置于最底层长条形毛坯4的正下方,v形槽钢10与车床2内的电动卡爪18处于同一
水平线上;
24.所述车床2的机壳的顶表面上固设有安装板11,安装板11的顶表面上固设有推料油缸12,推料油缸12的活塞杆上固设有l板13,l板13上固设有位于料仓3与车床2之间的升降油缸14,升降油缸14活塞杆的作用端上固设有立板15,立板15的右端面上固设有推杆16。所述工作台1的台面上固设有多根支撑于地面上的支撑腿。
25.该设备还包括控制器,所述控制器与液压滑台8的电磁阀、升降油缸14的电磁阀、推料油缸12的电磁阀以及锁紧油缸6的电磁阀电连接,工人可通过控制器控制升降油缸14、锁紧油缸6、推料油缸12活塞杆的伸出或缩回,还能控制液压滑台8的启动或关闭,方便了工人的操作,具有自动化程度高的特点。
26.本实用新型的工作过程如下:
27.s1、长条形毛坯的上料,工人控制两个锁紧油缸6的活塞杆同时缩回,活塞杆带动锥形头7从最底层的长条形毛坯4的锥形孔5内退出,退出后,最底层的长条形毛坯4落入到v形槽钢10的v形槽内,从而实现了长条形毛坯4的上料如图5所示;由于长条形毛坯4是由下往上堆叠在料仓3内的,并不占用车间内的水平空间,从而方便了在车间内安装或摆放其他设备,从而极大的节省车间内空间;
28.s2、上料后,工人控制两个锁紧油缸6的活塞杆同时伸出,两个锥形头7分别插入到倒数第二个长条形毛坯4的两个锥形孔5内;
29.s3、工人控制液压滑台8启动,液压滑台8带动移动台9向右做直线运动,移动台9带动v形槽钢10向右做直线运动,v形槽钢10带动其内的长条形毛坯4同步的向右做直线运动,当移动台9运动到极限状态时,长条形毛坯4伸入到车床2内的电动卡爪18内,从而实现了长条形毛坯4的输送如图6所示;
30.s4、工人控制电动卡爪18启动,电动卡爪18将长条形毛坯4夹持固定住,然后工人控制电动卡爪旋转,电动卡爪带动长条形毛坯4绕其自身轴线旋转,随后控制车床2内的车刀动作,从而在长条形毛坯4的首端处切削加工出产品,加工后,通过车床2内的切断刀将产品切断,从而实现了第一个产品的加工;
31.s5、长条形毛坯的推送,工人先控制电动卡爪18打开,随后工人控制升降油缸14的活塞杆向下运动,活塞杆带动立板15向下运动,立板15带动推杆16向下运动,当升降油缸14的活塞杆完全伸出后,推杆16刚好处于未加工长条形毛坯4的左侧;随后工人控制推料油缸12的活塞杆向右缩回一段距离,活塞杆带动l板13向右运动,l板13带动升降油缸14同步向右运动一段距离,进而带动推杆16向右运动一段距离,推杆16将长条形毛坯4向右推动一段距离如图7所示,此时长条形毛坯4伸出电动卡爪18一段距离,到位后控制推料油缸12关闭,工人重复步骤s4的操作,即可实现第二个产品的加工;在步骤s5可知,通过将推料油缸12设置在车床2的顶部,即可实现长条形毛坯4的推送,因此推料油缸12并不占用车间的纵向空间,相比传统推料油缸12纵向设置在v形槽钢10的后侧,并不占用车间内的水平空间,从而方便了在车间内安装或摆放其他设备,进一步的极大的节省车间内空间。
32.s6、重复步骤s5多次,即可连续的将长条形毛坯4推送到车床2的加工工位,从而连续的生产出多个产品;
33.s7、当一根长条形毛坯使用结束后,工人控制液压滑台8反向动作,液压滑台8带动移动台9向左运动,移动台9移动到上料工位后,即v形槽钢10处于料仓3下方时,重复步骤s1
~s6的操作,即可连续的利用多根长条形毛坯生产多个产品。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。