1.本实用新型属于充气船技术领域,具体地说是涉及一种附加防水裙的充气船。
背景技术:
2.皮划艇作为一项运动项目,1924年作为表演项目进入奥运会,1936年,皮划艇成为奥运会正式比赛项目;1972年,皮划艇又增加了急流回旋项目。皮划艇俗称独木舟。
3.现有技术中,充气皮划艇一般是由单层或多层充气型塑料片材及复合片材通过电热焊接、高频焊接,接着剂(俗称胶水)粘接制成的,其由气室、风咀(气阀)、竖向的拉带构成有座舱的艇体。将空气加压泵入艇体的气室中,塑造出船式浮体造型,使用者可坐在座舱位进行划行。但是,这类充气皮划艇都是开放式浮体,不能使用防水围裙,开放式座舱,使用者难以完成硬式独木舟的各种技术动作;或者使用金属等硬质材料作为骨架形成封闭座舱,这种座舱的安装过程较为繁杂,结构不紧凑。因此,对于使用者技术的发挥造成很大的局限,而且由于安装过程较为繁复,不利于人们对划艇运动的追求。
4.此外,现有封闭座舱的皮划艇的上片采用胶水与船舷进行粘接,难以避免的存在不环保问题。申请号为cn201120492444.3的一种可附加防水裙的封闭式充气皮划艇,其实现了充气船具有封闭式座舱,但是其防水裙组件结构还存在一些不足,例如防水裙容易脱出以及防水裙的结构使其不具备良好的阻水功能,仍然会有水会进入到船舱内。
技术实现要素:
5.本实用新型的目的是提供一种附加防水裙的充气船,其意在解决背景技术中存在的技术问题。
6.为解决上述技术问题,本实用新型的目的是这样实现的:
7.一种附加防水裙的充气船,包括封闭式座舱、舱口和防水裙,所述封闭式座舱船舷、船底以及上片,所述船舷具有充气室,所述舱口开设于上片,所述舱口设置有突出于所述封闭式座舱的防水裙套设件;其特征在于:所述船舷纵向剖分为第一船舷本体和第二船舷本体,所述第一船舷本体在剖分处边缘具有第一连接端以及第二连接端,所述第二船舷本体在剖分处边缘具有第三连接端以及第四连接端,所述第二连接端与所述上片的边缘搭接,所述第四连接端与所述第二连接端搭接,所述第一连接端与所述船底的边缘搭接,所述第三连接端与所述第一连接端搭接。
8.还公开了一种附加防水裙的充气船,包括封闭式座舱、舱口和防水裙,所述封闭式座舱船舷、船底以及上片,所述船舷具有充气室,所述舱口开设于上片,所述舱口设置有突出于所述封闭式座舱的防水裙套设件;所述船舷底部沿其延伸方向具有一连续的开口,所述开口的内侧和外侧边缘形成第一连接端和第三连接端所述上片的边缘与所述船舷上部外表面熔接,所述第一连接端与所述船底搭接,所述第一连接端和所述第三连接端搭接将所述开口封闭。
9.在上述方案的基础上并作为上述方案的优选方案:所述防水裙套设件包括固定组
件和防水裙,所述固定组件固设于所述舱口处,所述固定组件具有内凹的容置空间,所述容置空间环绕所述舱口边缘一周,所述防水裙的裙摆设置有弹性带,所述弹性带接纳于所述容置空间内。
10.在上述方案的基础上并作为上述方案的优选方案:所述防水裙的裙腰向远离所述裙摆的一端延伸后在末端设有固定带。
11.在上述方案的基础上并作为上述方案的优选方案:所述固定组件包括一环形的弹性件,所述弹性件借助一连接件连接于所述舱口。
12.在上述方案的基础上并作为上述方案的优选方案:所述连接件具有一弹性件容置腔,所述弹性件接纳于所述弹性件容置腔内。
13.在上述方案的基础上并作为上述方案的优选方案:所述弹性件容置腔具有一开口,所述开口可选择性的开启或闭合;在所述开口开启后可将所述弹性件向外暴露。
14.在上述方案的基础上并作为上述方案的优选方案:所述开口设置有拉链。
15.在上述方案的基础上并作为上述方案的优选方案:所述弹性件包括第一弹性件和第二弹性件,所述第一弹性件和所述第二弹性件可拆卸的连接。
16.在上述方案的基础上并作为上述方案的优选方案:所述第二弹性件的两自由端插入所述第一弹性件的两端内。
17.在上述方案的基础上并作为上述方案的优选方案:所述防水裙的裙摆和所述上片上设有相互配合的粘扣;所述裙摆远离所述船尾处设置有拉环。
18.本实用新型相比现有技术突出且有益的技术效果是:1、充气船的封闭座舱上片采用熔接的方式与船舷连接,避免了现有技术中采用胶水粘接导致的污染问题。
19.2、相对于现有技术中的防水裙套设件,本技术的裙腰更高,能够更好的阻止水进入到船舱,并且对固定组件进行改进,采用组合式的弹性件以及弹性件容置腔可打开的结构,使得安装和后期使用维护更加方便;并且粘扣的设置进一步提高了防水裙固定的牢固程度,另一方面在遇到危险的时候可以快速的实现防水裙和船体分离;拉环的设置也提高了防水裙拆卸的便捷性。
附图说明
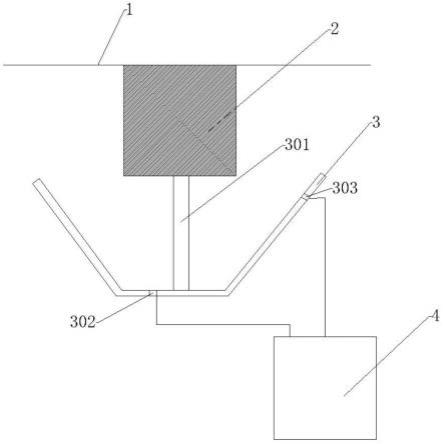
20.图1是本实用新型的整体结构立体示意图;
21.图2是船舷本体结构立体示意图;
22.图3是船底结构示意图;
23.图4是船舷本体结构俯视图;
24.图5实施例一船舷与上片、船底连接结构示意图;
25.图6是实施例二船舷与上片、船底连接结构示意图;
26.图7是固定组件结构剖视图;
27.图8是开口开启状态示意图;
28.图9是弹性件结构示意图。
具体实施方式
29.为使本技术的目的、技术方案和优点更加清楚,下面将结合实施例中的附图,对实
施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部实施例。基于已给出的实施例,本领域普通技术人员在未做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.实施例一
31.一种附加防水裙的充气船,包括封闭式座舱、舱口33和防水裙4,封闭式座舱船舷1、船底2以及上片3,船舷1具有充气室,舱口开设于上片3,舱口33设置有突出于封闭式座舱的防水裙套设件;本实施方式中,上片3的边缘与船舷1熔接。具体的,船舷1由两片第一船舷面料11、两片第二船舷面料12、两片第三船舷面料13、两片第四船舷面料14、两片第五船舷面料15、两片第六船舷面料16组成。船底2为一整张六边形的船底面料组成,其具有第一搭接边21、第二搭接边22、第三搭接边23、第四搭接边24、第五搭接边25以及第六搭接边26。此外,在船舷1上固设有船舷三角片5,船舷三角片5上具有连接绳索的挂扣,用于拖拽或者在充气船停靠时连接绳索,并且在船舷1上安装有充放气嘴(附图中未示出),充放气嘴与储气腔室连通,用于向环形封闭储气腔室充气或者将环形封闭储气腔室放出进行收纳。整个拼装过程中,需要将第一船舷面料11、第二船舷面料12、第三船舷面料13、第四船舷面料14、第五船舷面料15、第六船舷面料16彼此的相邻边依次连接后获得第一船舷本体1’和第二船舷本体1”,然后第二船舷本体1”再与船底2以及上片3面料连接,再将第一船舷本体1’与第二船舷本体1”相连从而获得船体,当然,考虑到增加船舷的强度以及各个连接处的强度,还在各个连接处的外表面设有补强层。
32.具体的充气船加工方法包括以下步骤:
33.s1:按照充气船样板进行面料裁剪,包括多片船舷面料以及船底面料的裁剪,按照样板裁剪出两片第一船舷面料11、两片第二船舷面料12、两片第三船舷面料13、两片第四船舷面料14、两片第五船舷面料15、两片第六船舷面料16、船底面料、防水裙面料以及上片面料;本实施方式中优选面料为双面均具有热熔层的可屈服弹性材料,例如橡胶、pvc、pu等材质的面料,热熔层的材质可以优选tpu。
34.s2:沿充气船的船舷走向依次将第一船舷面料11、第二船舷面料12、第三船舷面料13、第四船舷面料14、第五船舷面料15、第六船舷面料16相邻的边缘搭接,包括先对的两船舷面料搭接面加热融化,随后将两船舷面料搭接面贴合施压完成搭接。例举将第一船舷面料11与第二船舷面料12相邻边缘搭边并调整搭边的宽度到合适尺寸,然后对第一船舷面料11与第二船舷面料12的搭接面同时进行加热,将二者搭接面的热熔层融化,随后快速将第一船舷面料11与第二船舷面料12的搭接面扣合并施加足够的压力,保证第一船舷面料11与第二船舷面料12的搭接面能够充分结合。需要说明的是本实施方式中优选采用第一船舷面料11与第二船舷面料12的搭接面可以采用从搭接面的一端开始,边加热边将两搭接面压合,与此同时同步向另一端移动,直至按照上述步骤从一端加热并压合至另一端,则搭接结束;当然,也可以将第一船舷面料11与第二船舷面料12的搭接面整体加热融化后整体一次性进行贴合并加压,完成搭接。
35.由此,依次将第一船舷面料11、第二船舷面料12、第三船舷面料13、第四船舷面料14、第五船舷面料15、第六船舷面料16相邻的边缘搭接后获得获得第一船舷本体1’和第二船舷本体1”,此时的获得第一船舷本体1’和第二船舷本体1”的宽度方向还没有连接,在获得第一船舷本体1’和第二船舷本体1”宽度方向的边缘形成第一连接端17以及第二连接端
192,第二船舷本体在处边缘具有第三连接端18以及第四连接端191。
36.s3:第二连接端192与上片面料边缘31搭接,第一连接端17与船底面料2的边缘搭接,第四连接端191与第二连接端192搭接并至少将搭接处压紧,同时对搭接处施加高周波将搭接处熔合;第一连接端17与船底2的边缘搭接,第三连接端18与第一连接端17搭接,同时对搭接处施加高周波将搭接处熔合。当然,这个步骤还可以包括将防水裙成型的步骤,其成型同样适用于熔接的方式连接。需要说明的是,本步骤中,第二连接端192与上片面料边缘31搭接、第一连接端17与船底2的边缘搭接的先后顺序,第四连接端191与第二连接端192搭接、第三连接端18与第一连接端17搭接的先后顺序对本实施方式的具体结构没有影响。
37.s4:获得充气船。
38.作为本实施方式进一步的优选,防水裙套设件包括固定组件32和防水裙4,固定组件32固设于舱口33处,固定组件32具有内凹的容置空间325,容置空间325环绕舱口33边缘一周,防水裙4的裙摆设置有弹性带41,弹性带41接纳于容置空间325内,由此实现将防水裙4连接到固定组件32上;当然,本实施方式中的可以在防水裙4的边缘内卷后将弹性带41包裹后将内卷处固定,便可以实现弹性带与防水裙4的组装。本实施方式优选,固定组件32包括一环形的弹性件323,弹性件323借助一连接件322连接于舱口33。具体的,连接件322具有一弹性件容置腔321,弹性件323接纳于弹性件容置腔321内,本实施方式中,连接件322由一块条状面料制作而成,其中将条状面料宽度方向的一端向内卷绕成一个环状后,将其端部与条状面料熔接固定,便形成了一个圆柱形的空腔,这个空腔稍大于弹性件的直径,这样便可以将弹性件接纳于该空腔内;条状面料宽度方向的另一端在上片3与船舷连接之前通过熔接的方式将其固定在上片3上,也就是舱口33处。本实施方式中优选条状面料为双面均具有热熔层的可屈服弹性材料,例如橡胶、pvc、pu等材质的面料,热熔层的材质可以优选tpu。
39.进一步的,为了便于弹性件的拆装,本实施方式中,弹性件容置腔321具有一开口,并且这一开口可选择性的开启或闭合;在开口开启后可将弹性件容置腔内的弹性件323向外暴露,从而可以方便快速的将其安装或拆卸,更利于充气船的收纳。具体的,优选在开口出设置有拉链3213,拉链3213设置在开口第一边3211和开口第二边3212之间,如此拉动拉链便可以实现开口的开启和封闭。
40.本技术考虑到便于弹性件323的拆卸,如果是一根完整的材料的话那么拆卸将变得困难,为此,本技术优选弹性件323包括第一弹性件3231和第二弹性件3232,第一弹性件3231和第二弹性件3232可拆卸的连接。具体的,第一弹性件3231的两端具有接纳孔,该接纳孔的内径稍小于第二弹性件3232的外径,那么便可以将第二弹性件3232的两自由端插入第一弹性件两端的接纳孔内,由此便可以形成一个环形。具体的操作是先将拉链3213打开,即开口打开,然后将第一弹性件由开口处插入到弹性件容置腔内,然后将第二弹性件由开口插入到弹性件容置腔的另一侧,最后将第二弹性件的两端插入到第一弹性件的接纳孔内,拉好拉链,由此便完成了弹性件的安装;拆卸与上述步骤相反即可。
41.进一步的,本实施方式中考虑到由于皮划艇在使用过程中常常会溅起很多水花,那么现有技术中的防水裙就极易进水到座舱内,为了进一步防止在皮划艇座舱的防水效果,本实施方式优选防水裙4的裙腰42向远离裙摆的一端延伸出一筒状部的裙身43,在裙身43的末端设有固定带44,固定带44类似于衣物的肩带结构,并且长度可调节,这样非常便于使用者穿戴防水裙。
42.进一步的,考虑到在使用者控制皮划艇的过程中动作幅度较大,那么极易导致防水圈的裙摆从固定组件内脱出,为此本实施方式优选防水裙的裙摆和上片上设有相互配合的粘扣,一方面提高了防水裙固定的牢固程度,另一方面在遇到危险的时候可以快速的实现防水裙和船体分离;此外,在裙摆远离船尾处设置有拉环45,拉环45的设置也提高了防水裙拆卸的便捷性。
43.实施例二
44.本实施方式与实施例一的区别在于:船舷1由一片第一船舷面料11、一片第二船舷面料12、一片第三船舷面料13、一片第四船舷面料14、一片第五船舷面料15、一片第六船舷面料16组成,需要说明的是,本实施方式中的第一船舷面料11、第二船舷面料12、第三船舷面料13、第四船舷面料14、第五船舷面料15、第六船舷面料16的宽度相当于实施例一中相应船舷面料两片连接后的宽度,从而使其环绕一周后就能满足船舷圆周面的周长要求;船底2为一整张六边形的船底面料组成,其具有第一搭接边21、第二搭接边22、第三搭接边23、第四搭接边24、第五搭接边25以及第六搭接边26。此外,在船舷1上固设有船舷三角片5,船舷三角片5上具有连接绳索的挂扣,用于拖拽或者在充气船停靠时连接绳索,并且在船舷1上安装有充放气嘴(附图中未示出),充放气嘴与储气腔室连通,用于向环形封闭储气腔室充气或者将环形封闭储气腔室放出进行收纳。整个拼装过程中,需要将第一船舷面料11、第二船舷面料12、第三船舷面料13、第四船舷面料14、第五船舷面料15、第六船舷面料16彼此的相邻边依次连接,然后再与船底2以及上片3面料连接,从而获得船体,当然,考虑到增加船舷的强度以及各个连接处的强度,还在各个连接处的外表面设有补强层。具体的充气船加工方法包括以下步骤:
45.s1:按照充气船样板进行面料裁剪,包括多片船舷面料以及船底面料的裁剪,按照样板裁剪出第一船舷面料11、第二船舷面料12、第三船舷面料13、第四船舷面料14、第五船舷面料15、第六船舷面料16、船底面料、防水裙面料以及上片面料;本实施方式中优选面料为双面均具有热熔层的可屈服弹性材料,例如橡胶、pvc、pu等材质的面料,热熔层的材质可以优选tpu。
46.s2:沿充气船的船舷走向依次将第一船舷面料11、第二船舷面料12、第三船舷面料13、第四船舷面料14、第五船舷面料15、第六船舷面料16相邻的边缘搭接,包括先对的两船舷面料搭接面加热融化,随后将两船舷面料搭接面贴合施压完成搭接。例举将第一船舷面料11与第二船舷面料12相邻边缘搭边并调整搭边的宽度到合适尺寸,然后对第一船舷面料11与第二船舷面料12的搭接面同时进行加热,将二者搭接面的热熔层融化,随后快速将第一船舷面料11与第二船舷面料12的搭接面扣合并施加足够的压力,保证第一船舷面料11与第二船舷面料12的搭接面能够充分结合。需要说明的是本实施方式中优选采用第一船舷面料11与第二船舷面料12的搭接面可以采用从搭接面的一端开始,边加热边将两搭接面压合,与此同时同步向另一端移动,直至按照上述步骤从一端加热并压合至另一端,则搭接结束;当然,也可以将第一船舷面料11与第二船舷面料12的搭接面整体加热融化后整体一次性进行贴合并加压,完成搭接。
47.由此,依次将第一船舷面料11、第二船舷面料12、第三船舷面料13、第四船舷面料14、第五船舷面料15、第六船舷面料16相邻的边缘搭接后获得船舷本体,此时的船舷本体的宽度方向还没有连接,在船舷本体宽度方向的内侧和外侧边缘形成第一连接端17和第三连
接端18。
48.s3:船舷本体的第一连接端17与船底面料2搭接并至少将搭接处压紧,同时对搭接处施加高周波将搭接处熔合;船舷本体与上片3的边缘31搭接处压紧,同时对搭接处施加高周波将搭接处熔合。当然,这个步骤还可以包括将防水裙成型的步骤,其成型同样适用于熔接的方式连接。需要说明的是船舷本体与上片3的熔接可以模具完成,如使用一个与船舷本体相适配的下模具通过船舷本体的宽度方向还没有连接位置形成的开口置入到船舷本体内,而后将上片3放置在船舷本体上部,然后通过一个上模具将上片3压紧在船舷本体的外表面上,上模具上设置有高周波发生装置,这样便可以在加压情况下通过高周波将上片与船舷本体熔接;需要说明的是还需要配套使用加压装置对上模具施压,以及必要的高周波发生装置的驱动电源等均属于现有技术,这里不再赘述。
49.s4:将船舷本体的第一连接端边缘17和第三连接端18边缘搭接,包括先对第一连接端边缘17和第三连接端18搭接面加热融化,随后将第一连接端边缘17和第三连接端18搭接面贴合施压完成搭接,获得具有环形封闭储气腔室的船舷1;
50.s5:获得充气船。
51.由此,也可以获得具有上片的充气船船体,防水裙结构与实施例一无异。
52.上述实施例仅为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。