1.本发明涉及机械加工领域,具体涉及一种曲面分区域环切加工轨迹生成方法。
背景技术:
2.数控加工是实现复杂曲面高质量高效率加工的重要技术手段,其中除了高性能的数控机床之外,加工刀轨也是影响数控加工效率和质量的关键因素。
3.在三维曲面上生成刀具轨迹相较于平面或者简单曲面的困难度是指数级的提高,需要进行复杂的三维几何运算,算法稳定性较低,且由于三维曲面的形态复杂、曲率变化大,复杂曲面加工轨迹的分布均匀性也很难控制。
4.目前针对复杂曲面的加工轨迹生成多基于分区域进行,因为分区域轨迹生成方法相比于整体规划方法拥有更灵活的复杂曲面适用性,在降低加工误差、提升加工效率及改善进给运动平稳性等方面具备显著优势。而基于网格曲面参数化技术对网格模型进行刀轨生成也是一种新兴思路,利用参数化映射技术可将复杂的三维几何操作降维至平面参数域上进行,但在实际应用过程中也存在不少问题,例如参数化映射变形会严重影响轨迹分布的均匀性。
技术实现要素:
5.为了解决参数化映射变形影响轨迹分布均匀性的问题,本发明提供一种曲面分区域环切加工轨迹生成方法。本方法以映射变形量为网格特征对曲面进行聚类分割,通过迭代多次裁剪曲面来改善映射变形情况。进而根据子曲面的局部几何特征和参数化映射变形情况,自适应的调整子曲面的映射变形补偿量和加工轨迹的行距值。最终通过改善曲面的参数化质量和对轨迹参数进行动态调节,协调了参数化映射算法的稳定性与轨迹行距分布的均匀性。
6.本发明采用如下技术方案:
7.一种基于共形映射变形量聚类的曲面分区域环切加工轨迹生成方法,包括以下具体步骤:
8.(1)提取工件的三维网格曲面信息,通过网格曲面共形映射算法将三维网格曲面映射至平面参数域上得到展平的网格区域,计算并保存每个网格面片的映射变形量;
9.(2)根据步骤(1)得到的网格面片的映射变形量,对平面网格进行聚类;
10.(3)根据步骤(2)生成的网格聚类结果,构造聚类边界轮廓,并根据边界轮廓将曲面分割为多个子曲面;
11.(4)针对步骤(3)得到的多个子曲面,重新计算其映射变形量,并对其中映射变形均匀度低于均匀度阈值的子曲面继续分割;
12.(5)根据步骤(4)所得到的子曲面的映射平均拉伸变形量以及环切轨迹上待偏置点所对应的曲面的局部几何特征,自适应调整环切轨迹上待偏置点的二维行距值,使得环切轨迹的行距在三维曲面上分布均匀;
13.(6)根据步骤(5)所计算的自适应的待偏置点二维行距值,在步骤(4)所获得的子曲面的平面网格区域上通过偏置的方式生成平面环切轨迹,以填充整个平面网格区域;
14.(7)将步骤(6)所生成的平面环切轨迹逆映射回三维曲面,生成每块子曲面的三维环切加工轨迹。
15.(8)根据各个子曲面的邻接关系将步骤(7)所生成的子曲面环切加工轨迹依序连接在一起,生成连接不同区域环切轨迹的跳刀轨迹。
16.进一步地,步骤(1)中所述的网格曲面共形映射算法是指将三维空间中的网格曲面共形映射到平面参数域中,建立原始三维曲面网格与参数域平面网格之间的一一映射关系的方法。
17.进一步地,步骤(1)中所述的映射变形量是指网格面片在网格曲面共形映射过程中产生变形的程度,变形包括角度变形、拉伸变形和面积变形。
18.进一步地,步骤(2)中所述的聚类是指根据网格面片的映射变形量与聚类初始值的大小关系进行聚集分类,其中聚类初始值一般设置为0,将映射变形量大于聚类初始值的聚为一类,映射变形量小于或等于聚类初始值的聚为一类。
19.进一步地,步骤(4)中所述的映射变形均匀度是指网格曲面内的映射变形量在曲面上分布的均匀程度。
20.进一步地,步骤(4)中所述的均匀度阈值是指根据曲面变形情况和实际加工需求确定的判定曲面映射变形均匀与否的分界值,以曲面的映射变形均匀度高于均匀度阈值作为曲面分割操作的终止条件。
21.进一步地,步骤(5)中所述的映射平均拉伸变形量是指网格面片内映射拉伸变形量在各方向上的平均水平,而映射拉伸变形量是指网格面片在曲面共形映射过程中产生的长度变形的程度,包括拉伸变形和压缩变形,映射拉伸变形量在网格面片上是各向异性的。
22.进一步地,步骤(5)中所述的映射平均拉伸变形量可按下式计算:
[0023][0024]
其中,σ
ave
为映射平均拉伸变形量,σ
max
为各向异性的映射拉伸变形量的最大值,σ
min
为各向异性的映射拉伸变形量的最小值。
[0025]
进一步地,步骤(5)中所述的二维行距值是指在平面网格区域上相邻两条环切刀轨上对应轨迹点之间的距离,由残留高度、刀具几何形状、曲面局部几何信息和网格共形映射拉伸变形量共同决定;本发明提出的分区域环切加工轨迹上的每个轨迹点的二维行距值都是可变的,可以通过调节二维行距值来控制三维轨迹行距以及材料去除量。
[0026]
进一步地,步骤(5)中所述的环切轨迹待偏置轨迹点的二维行距值可由下式计算:
[0027][0028]
其中,ls为二维行距值,h为预设残留高度值,r为球头刀半径,ρs为待偏置轨迹点三维行距方向上的法曲率半径,正号用于待偏置轨迹点所处位置为凸曲率的情况,负号用于待偏置轨迹点所处位置为凹曲率的情况,σ
ave
_
max
为子曲面上所有网格的映射平均拉伸变形量σ
ave
的最大值,经过步骤(4)对曲面分割过程的迭代,子曲面的映射变形量的分布均匀性被控制在均匀度阈值内,因此,对于同一子曲面,可以采取相同的映射拉伸变形量对轨迹参
数进行缩放补偿。
[0029]
进一步地,步骤(6)中所述的生成平面环切轨迹的步骤具体包括:
[0030]
(61)在平面网格区域上任意选取一条闭环曲线作为初始环切轨迹;
[0031]
(62)根据环切轨迹上离散轨迹点所对应的曲面局部几何信息、预设残留高度、刀具几何形状和网格共形映射变形量,计算环切加工轨迹上的每个离散轨迹点的二维行距值;
[0032]
(63)根据每个离散轨迹点的二维行距方向和自适应的二维行距值,通过偏置的方法得到下一环中对应的轨迹点,连接通过偏置得到的轨迹点,得到下一环轨迹,其中二维行距方向直接取为与二维进给方向垂直的方向;
[0033]
(64)重复步骤(62)和步骤(63),生成能够填充整个平面网格区域的环切轨迹。
[0034]
进一步地,步骤(8)中所述的生成连接不同区域环切轨迹的跳刀轨迹的具体步骤包括:
[0035]
(81)基于子曲面邻接矩阵通过深度优先遍历或者广度优先遍历的方式对所有子曲面进行遍历,保存子曲面的遍历顺序;
[0036]
(82)依据步骤(81)中得到的子曲面遍历顺序,依次在两块子曲面间插入跳刀轨迹。
[0037]
本发明的有益效果:
[0038]
本方法以映射变形量为网格特征对曲面进行聚类分割,通过迭代裁剪过程,有效改善了曲面的参数化质量,曲面的参数化映射变形显著减小。进而根据子曲面的局部几何特征和参数化映射变形情况,自适应的调整子曲面的映射变形补偿量和环切加工轨迹的行距值,生成的环切轨迹的行距能够自适应于曲面的几何特征。通过改善曲面的参数化质量和对轨迹参数进行动态调节,协调了参数化映射算法的稳定性与轨迹行距分布的均匀性,提高基于网格曲面参数化的轨迹生成方法的应用价值,具有较好的空间分布均匀性。
附图说明
[0039]
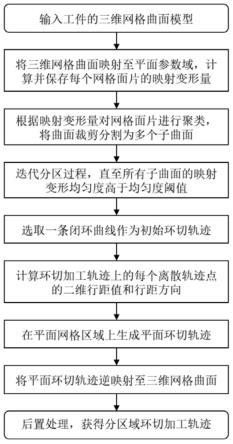
图1是本发明的工作流程图;
[0040]
图2是本发明三维网格曲面模型的示意图;
[0041]
图3是本发明通过网格曲面共形映射算法得到展平的网格区域的示意图;
[0042]
图4是本发明网格曲面的映射拉伸变形量仿真示意图;
[0043]
图5是本发明网格曲面的分割结果的示意图;
[0044]
图6是本发明二维行距值计算示意图;
[0045]
图7是本发明子曲面s1的平面网格区域上生成的环切轨迹的示意图
[0046]
图8是本发明子曲面s2的平面网格区域上生成的环切轨迹的示意图。
[0047]
图9是本发明子曲面s3的平面网格区域上生成的环切轨迹的示意图。
[0048]
图10是本发明三维网格曲面模型上生成的环切轨迹的示意图。
具体实施方式
[0049]
下面结合实施例及附图,对本发明作进一步地详细说明,但本发明的实施方式不限于此。
[0050]
实施例
[0051]
如图1所示,一种曲面分区域环切加工轨迹生成方法包括以下具体步骤:
[0052]
(1)将如图2所示的工件的三维网格曲面模型导入到cam软件中。
[0053]
(2)通过网格曲面共形映射算法将三维网格曲面映射至平面参数区域,得到展平的网格区域,如图3所示,并建立空间网格与平面网格之间的一一映射关系。该网格曲面共形映射算法包括,但不限于本实例所用的保角映射方法。
[0054]
(3)计算并保存每个网格面片在参数化过程中产生的映射变形量,该映射变形量包括,但不限于本实例所使用的映射拉伸变形量。网格面片的映射拉伸变形量l2仿真示意图如图4所示。
[0055]
(4)根据步骤(3)得到的网格面片的映射变形量,对平面网格进行聚类,构造聚类边界轮廓,根据边界轮廓将曲面分割为多个子曲面,并对子曲面中映射变形均匀度低于均匀度阈值的子曲面继续迭代分割,图5是网格曲面的分割结果的示意图,图5中粗线所示的聚类边界1、聚类边界2分别将子曲面s1和子曲面s3,子曲面s2和子曲面s3分割,所得的三个子曲面s1、s2、s3内的映射变形均匀度都高于均匀度阈值,也即网格的映射变形分布差异性更弱。
[0056]
(5)在平面网格区域上任意选取一条闭环曲线作为初始环切轨迹,初始环切轨迹包括,但不限于本实例所用的曲面轮廓曲线。
[0057]
(6)根据步骤(5)选取的初始环切轨迹上离散轨迹点所对应的曲面局部几何信息、预设残留高度、刀具几何形状和网格共形映射变形量,计算环切加工轨迹上的每个离散轨迹点的二维行距值,使得环切轨迹的行距在三维曲面上分布均匀,二维行距值可由下式计算:
[0058][0059]
其中,ls为二维行距值,h为预设残留高度值,r为球头刀半径,ρs为待偏置轨迹点三维行距方向上的法曲率半径,正号用于待偏置轨迹点所处位置为凸曲率的情况,负号用于待偏置轨迹点所处位置为凹曲率的情况,σ
ave_max
为子曲面上所有网格的映射平均拉伸变形量σ
ave
的最大值,图6是二维行距值计算示意图。
[0060]
(7)根据步骤(6)计算的每个离散轨迹点的二维行距方向和自适应的二维行距值,通过偏置的方法得到下一环中对应的轨迹点,连接通过偏置得到的轨迹点,得到下一环轨迹,其中二维行距方向直接取为与二维进给方向垂直的方向。
[0061]
(8)重复步骤(6)和(7)生成平面环切轨迹,填充整个平面网格区域,图7、图8和图9分别是在子曲面s1、s2和s3的平面网格区域上生成的环切轨迹的示意图。
[0062]
(9)将步骤(8)所生成的平面环切轨迹逆映射回三维曲面,生成每块子曲面的三维环切加工轨迹。
[0063]
(10)根据各个子曲面的邻接关系将步骤(9)所生成的子曲面环切加工轨迹进行排序,并依序在两块子曲面间插入跳刀轨迹,得到三维曲面分区域环切加工轨迹,如图10所示,其中子曲面环切加工轨迹的排序方法包括,但不限于本实例所用的深度优先遍历算法。
[0064]
本发明以共形映射变形量分布均匀为目标对曲面进行聚类分割,进而根据分割后的曲面局部几何特征和共形映射拉伸变形量,自适应地调整环切轨迹上待偏置点的二维行
距值,所生成的分区域环切轨迹的行距自适应于曲面的局部几何形状,从而具有较好的空间分布均匀性。
[0065]
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受所述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
