1.本发明涉及纺纱厂生产的筒子纱包装前的重量自动筛选,具体为一种四工位筒子纱预分拣装置,所述四工位筒子纱预分拣装置包括输入传送装置、移动机械手装置以及输出传送装置,所述输入传送装置上安装有用于称量筒子纱重量的称重部件,所述移动机械手根据筒子纱的重量不同将筒子纱由输入传送装置转移到超重工位、超轻工位或者输出传送装置上,将该技术用于筒子纱自动包装机能有效地提高筒子纱自动包装机自动配重系统配重成功的概率,从而提高筒子纱自动包装机的工作效率。
背景技术:
2.筒子纱是纺纱厂的最终产品,其在包装过程中需要控制单位包装的重量,例如,编织袋包装的筒子纱经常被要求控制在每袋12个纱,总重量25kg正负偏差50g,目前筒子纱包装主要靠人工完成,劳动强度很大。筒子纱自动包装机作为一种新产品,正在逐渐的在纺纱厂得到应用。在筒子纱自动包装机的开发及使用过程中,需要解决单位包装的配重问题,由于不同纺纱厂生产工艺及设备的差异,导致单个筒子纱重量差异有时候比较大,并且容易出现整批正偏差或负偏差情况,造成筒子纱自动包装机配重系统容易出现配不出来的情况,这种情况下,需要将筒子纱在喂入包装机之前进行分拣,将过轻或者过重的筒子纱提前筛选出来,用于调节配重过程。鉴于这种情况,本发明公开一种四工位筒子纱预分拣装置,将所述四工位筒子纱预分拣装置用于筒子纱自动包装机,可以将重量超过一定范围的筒子纱提前剔除并进行分类,与现有的不提前筛选或者人工筛选相比,筒子纱自动包装机应用该技术能有效地降低配重系统配不出重量的概率,从而提高筒子纱自动包装机的工作效率。
技术实现要素:
3.对现有技术的不足,本发明要解决的技术问题是,提供一种四工位筒子纱预分拣装置,其解决方案是:
4.一种四工位筒子纱预分拣装置,其特征在于其包括输入传送装置、移动机械手装置以及输出传送装置,
5.所述输入传送装置安装有1~4个用于称量筒子纱重量的称重部件,所述输入传送装置包括两条平行、分开的输送部件,两条输送部件同步运动,输入传送装置上放置的筒子纱的筒管位于两条输送部件之间,在输入传送装置上位于两条输送部件之间安装有称重部件,称重部件包含称重传感器、秤盘及安装在输入传送装置机架上的称重升降驱动与导向部件,秤盘安装在称重传感器上,称重升降驱动部件驱动称重传感器上下运动,秤盘具有高、低两个不同的工作位置,秤盘在高工作位置时秤盘上表面高于输送部件上表面,秤盘在低工作位置时秤盘上表面低于输入传送装置上放置的筒子纱筒管下表面;
6.所述移动机械手装置包括机械手机架、机械手及机械手水平驱动与导向装置,
7.所述机械手水平驱动与导向装置为安装在机械手机架上的具有水平两个正交方
向运动自由度的装置,其中一个水平方向的运动方向与输入传送装置运动方向相同,机械手安装在机械手水平驱动与导向装置上,
8.所述机械手包括夹手、夹手旋转部件、夹手开合驱动导向装置以及夹手升降驱动及导向装置,夹手用于夹持筒子纱,所述夹手具有升降运动自由度、旋转自由度和夹持自由度,夹手旋转自由度至少能绕夹手夹持筒子纱的中心旋转180度,夹手旋转部件安装在能使一对夹手相互靠近与远离的夹手开合驱动导向装置上,夹手开合驱动导向装置安装在夹手升降驱动及导向装置上;
9.所述输入输送装置及输出传送装置为传送带、输送辊、输送链或输送链板,
10.所述移动机械手装置的机械手水平方向的运动范围覆盖四个工作位置,四个工作位置分别为输入传送装置的一端、输出传送装置的一端、输入传送装置上筒子纱移动方向上超出输入传送装置末端至少一个筒子纱直径的位置处、输出传送装置上筒子纱移动方向相反方向上超出输出传送装置末端至少一个筒子纱直径的位置处。
11.所述输出传送装置上安装有推纱装置,推纱装置包括安装在输出传送装置机架上的推纱驱动导向机构以及安装在推纱驱动导向机构上的推纱板,推纱板上在对应被推筒子纱中心的位置处安装有推纱压板,推纱压板略高于筒子纱的顶面,用于防止筒子纱在推动的过程中歪倒。
12.应用所述四工位筒子纱预分拣装置时,将筒子纱放在输入传送装置的输送部件上,输送部件带动筒子纱运动至秤盘上方的称重位置时停止运动,称重传感器顶起筒子纱称量筒子纱的重量,机械手移动至称重位置的上方夹手分开,下降后夹手并和夹持住筒子纱,根据筒子纱的重量、筒子纱标准重量以及单个筒子纱的允许重量偏差判断当前称重的筒子纱重量在允许偏差范围内、还是正偏差超差(超重)或负偏差超差(超轻),夹手上升后分别移动至输出传送装置上的输出位置处(筒子纱重量在允许偏差范围内)、超重位(筒子纱超重)或者超轻位置(筒子纱超轻)放开筒子纱,在超轻位置及超重位置下方放置盛放超轻及超重筒子纱的容器,筒子纱会在超轻位置及超重位置处掉落至下方的容器中。重量偏差符合要求的筒子纱被放置在输出传送装置的输出位置后,输出传送装置带动筒子纱移动至推纱位置时,推纱装置将筒子纱推到筒子纱包装机上。所述四工位筒子纱预分拣装置可以安装在筒子纱自动包装机前,占地面积小,且容易与筒子纱自动包装机衔接,提高筒子纱自动包装机的配重效率。
附图说明
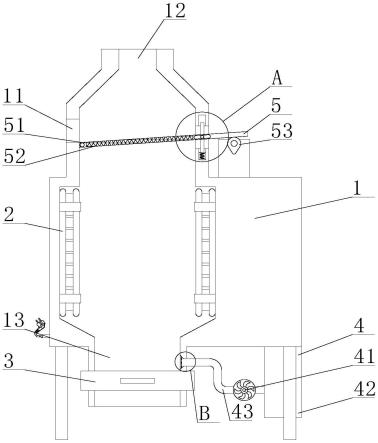
13.图1为本发明一种四工位筒子纱预分拣装置的结构图。
14.图2为本发明一种四工位筒子纱预分拣装置输入传送带的结构图。
15.图3为本发明一种四工位筒子纱预分拣装置机械手的结构图。
16.图中:1.输入传送带 10.皮带 11.输入电机 12.称重气缸 13.秤盘 14.称重传感器 2.移动机械手装置 20.机械手机架 21.机械手水平移动板 22.水平移动板滑块 23.水平移动板导轨 24.水平移动板气缸 25.正交水平移动气缸 26.机械手 260.上下移动气缸 261.夹持气缸 262.旋转气缸 263.夹持辊 264.旋转气缸连接板 265.旋转气缸安装板 3.输出传送带 40.推纱板 41.推纱导向轴 42.推纱气缸 43.推纱压板 44.推纱安装板 91.称重位置 92.超轻位置 93.超重位置 94.输出位置 95.推纱位置
具体实施方式
17.下面结合图例给出本发明一种四工位筒子纱预分拣装置的具体实施例,实施例仅是对本发明的举例说明,并不构成对本发明权利要求的限制,本发明未述及之处适用于现有技术。
18.本发明一种四工位筒子纱预分拣装置的实施例(如图1-3所示):
19.本实施例四工位筒子纱预分拣装置包括输入传送带1(作为输入传送装置)、移动机械手装置2、输出传送带3(作为输出传送装置)以及推纱装置,
20.所述输入传送带1的皮带包括两条分开的皮带10(作为输送部件),两条皮带10由相同的输入电机11驱动同步运动,两条皮带10之间的间隙用来容纳筒子纱的筒管,即筒子纱由两根皮带10托着移动,输入传送带1的一端安装有用于称量筒子纱重量的应变式称重传感器14(不排除采用其它原理的称重传感器)作为称重部件,秤盘13安装在称重传感器上,称重传感器14安装在称重气缸12的缸杆末端,称重气缸12为三杆气缸或双杆气缸,称重气缸12安装在输入传送带1的机架上,称重气缸的气缸杆伸出时带动秤盘上升至秤盘13上表面高于皮带10上表面的高度,称重气缸的气缸杆缩回时带动秤盘下降至秤盘13上表面低于皮带10上放置的筒子纱筒管下表面的高度。不排除称重传感器安装在输入传送带的另一端或者中部等其他位置,由控制系统的计算机记录输入传送带上筒子纱的重量及位置。
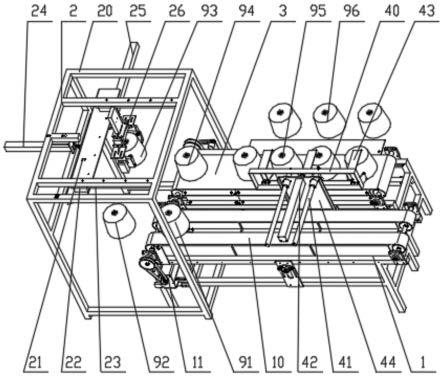
21.所述移动机械手装置包括机械手机架20、机械手26及机械手驱动与导向装置,机械手26通过机械手水平移动板21下面的导轨、滑块悬挂安装在机械手水平移动板21的下面,机械手水平移动板21安装在水平移动板滑块22上,水平移动板滑块22沿水平移动板导轨23长度方向移动,水平移动板导轨23安装在机械手机架20上,水平移动板气缸24推动机械手水平移动板21移动,正交水平移动气缸25推动机械手26沿与水平移动板导轨23长度方向相垂直的水平方向运动;
22.所述机械手26利用4根夹持辊263夹持筒子纱,4根夹持辊263分成两组分别安装到两个旋转气缸262的转动部件上,旋转气缸262安装在旋转气缸安装板265上,旋转气缸安装板265通过旋转气缸连接板264安装在夹持气缸261上,夹持气缸261安装在上下移动气缸260气缸杆上,上下移动气缸260为双杆气缸,安装在正交水平移动气缸25推动的滑块上;
23.夹持气缸261带动两组夹持辊263相互靠近或者远离,相互靠近时夹持住筒子纱,相互远离时放开筒子纱,尽管该实施例采用夹持气缸261驱动夹持辊平动夹持筒子纱,但是不排查采用摆动夹持筒子纱的方案,旋转气缸262旋转使被夹持辊263夹持的筒子纱旋转方向,调整锥形筒子纱大、小头的朝向,上下移动气缸260驱动夹持辊263铅锤方向运动,水平移动板气缸24及正交水平移动气缸25驱动夹持辊263沿水平正交方向运动,这样,机械手共具有5个自由度,分别是一个夹持气缸261驱动的夹持运动、一个旋转气缸262驱动的旋转运动以及3个正交三个方向的移动。只要机械手能由这5个自由度即可,各个运动自由度机构之间的安装顺序不一定是本实施例中的安装顺序,例如还可以将上下移动气缸260安装在夹持气缸261上,使驱动的升降自由度附着安装在夹持运动后面,对功能的实现没有影响,并且将气缸驱动更换为电机加丝杆等也是可行方案。
24.所述输出传送带3为与输入传送带平行放置的传送带,所述移动机械手装置的机械手26的运动范围能覆盖输入传送带1及输出传送带的一端,不排除输出传送带与输入传送带垂直摆放或采用其它角度摆放,只要能空出超重筒子纱及超轻筒子纱移动的空间及位
置即可。
25.所述推纱装置4是位于输出传送带位于移动机械手装置另一端的将筒子纱推离输出传送带的装置,推纱装置包括推纱导向轴41及推纱气缸42组成的驱动导向机构、推纱板40及安装在输出传送带机架上的推纱安装板44,推纱导向轴41及推纱气缸42安装在推纱安装板44上,推纱板40安装在推纱导向轴41及推纱气缸42气缸杆的末端,推纱压板43安装在推纱板40上,推纱板40推动直径较小的锥形筒子纱时,筒子纱容易歪倒,推纱压板43可以压住筒子纱的顶部,防止筒子纱在推动的过程中歪倒。
26.应用所述四工位筒子纱预分拣装置时,将筒子纱放在输入传送带1上,皮带10带动筒子纱运动(图1中由右向左)至秤盘13上方的称重位置91时皮带10停止运动,称重气缸12将秤盘13连同筒子纱升起称量筒子纱的重量,根据筒子纱的重量、筒子纱标准重量以及单个筒子纱的允许重量偏差判断当前称重的筒子纱重量在允许偏差范围内、还是正偏差超差(超重)或负偏差超差(超轻),机械手26由水平移动板气缸24以及正交水平移动气缸25驱动移动至称重位置91的上方,夹持气缸261驱动夹持辊263分开,上下移动气缸260带动夹持辊263下降至能夹持住筒子纱的高度后夹持气缸261驱动夹持辊263合并夹持住筒子纱,上下移动气缸260带动夹持辊263上升,水平移动板气缸24以及正交水平移动气缸25驱动机械手26移动至超轻位置92(筒子纱超轻)、超重位置93(筒子纱超重)或者输出位置94处(筒子纱重量在允许偏差范围内),上下移动气缸260带动夹持辊263下降,夹持气缸261驱动夹持辊263分开,在超轻位置92、超重位置93或者输出位置94处放下筒子纱,在超轻位置92及超重位置93下方放置盛放超轻及超重筒子纱的容器,筒子纱会在超轻位置92及超重位置93处掉落至下方的容器中,供返工或者后续配不出重量时调整配重使用,由于在该处已经将筒子纱分别放在了两个容器中,便于后续工序中使用这些重量超差的筒子纱。重量偏差符合要求的筒子纱被放置在输出位置94后,输出传送带3带动筒子纱移动(图1中由左向右),当筒子纱移动至与后道给包装机喂纱位置对齐的推纱位置95时,推纱气缸42驱动推纱板40将推纱位置95处的筒子纱推到筒子纱包装机上,推纱板40每次推几个筒子纱取决于包装机的规格及需求,一般情况下每次推出1~4个。
27.本实施例中的输入传送装置上只安装了一个称重部件,但是不排除沿输入传送装置长度方向安装2个或最多四个称重部件,这样可以一次称量最多四个筒子纱的重量;同样,本实施例的机械手只能夹持一个筒子纱,同样可以配置最多4个机械手,用来同时夹持转移最多4个筒子纱,也可以采用具有最多4组夹头的一个夹纱机械手,一个机械手同时夹持转移最多4个筒子纱。一次称重最多四个筒子纱是由于筒子纱的编织袋包装一般情况下一排最多四个筒子纱。
28.本实施例是在输入传送带末端安装的称重部件,但是也可以在输入传送带中部或其他位置安装称重部件,筒子纱称重后移动至输入传送带尾端时再根据重量偏差情况分类处理,这样可以称重和处理同时完成。
29.本实施例中的驱动导向部件可以采用相同功能的部件替换,例如可以用电机加丝杠代替气缸,用输送链、输送辊、输送链板等代替输送带作为输入传送装置及输出传送装置,这些常识性的替换不再赘述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。