1.本发明涉及一种利用电刷的超硬嵌件产品毛刺去除装置,更具体地,涉及一种用压缩空气和电刷同时去除冲压加工的多个超硬嵌件表面的异物,将该异物聚集一处的利用电刷的超硬嵌件产品毛刺去除装置。
背景技术:
2.通常,切削工具主要用于铁系及非铁系金属、非金属材料的切削,该工具一般安装在机床上进行切削,将工件加工成所需形状。
3.超硬嵌件用于切削工具,由烧结合金组成,该烧结合金是将金刚石粉末或超硬合金粉末与作为粘结剂(bond)的铁(fe)、钨(w)、钴(co)、铜(cu)、镍(ni)、锡(sn)、铜-锡(cusn)、锌(zn)、铜-锌(cuzn)、银(ag)等金属粉末混合进行成型之后,加以烧制而成。
4.进行烧制之前的成型步骤实施过程如下:长方体腔(cavity)内投加混合粉末进行1次加压成型,将经过1次加压成型的混合物投放到碳质模具的腔体内,利用穿孔机(puncher)施加较大的压力,成型与穿孔机的形状相对应的切削尖头。将成型为一定形状的嵌件尖头置于烧结炉进行烧制,完成金刚石嵌件尖头或嵌件尖头。
5.烧制的超硬嵌件经过pvd(physical vapor deposition)或cvd(chemical vapor deposition)涂层步骤,完成pvd或cvd涂层工艺的超硬嵌件最终会经过检测上面、边角、侧面和下面的检测步骤。
6.所述成型步骤通过冲压加工成型超硬嵌件产品,此时,成型物上必然会产生毛刺(burr:残留在产品边缘的倒刺)。这需要实施投入下一步烧结工艺之前去除所述毛刺的去除毛刺工艺。
7.传统技术用电刷清理了所述成型物的周边,但,其存在工作效率低、质量管理有难度的问题,如,不能均匀地清理超硬嵌件的周边,因电刷棱角之间的细小缝隙残留异物等。
8.为了改善传统技术的上述弊端,本技术人开发出了利用多个电刷去除超硬嵌件产品的毛刺,提高产品生产效益的电刷模组,并发明了利用其的超硬嵌件产品毛刺去除装置。
技术实现要素:
9.所要解决的课题
10.为了解决传统技术的上述弊端,本发明的目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:与现有成型冲压装置或者用于成型冲床的产品移送装置结合,清除通过成型冲压成型的超硬嵌件产品(成型物)的刃铣部产生的毛刺(burr)和粘附于表面的异物。
11.本发明的另一目的在于,提供一种包括毛刺去除部、驱动部和机架的利用电刷的超硬嵌件产品毛刺去除装置。
12.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述毛刺去除部由电刷模组、电刷夹紧器、上面清洁器和清
洁模组组成。
13.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述电刷模组由下面电刷和侧面电刷组成,该下面电刷和侧面电刷被握爪把持,清除穿过毛刺去除区的所述成型物的刃铣部产生的毛刺以及粘附于下侧面部的异物。
14.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述下面电刷用于清除粘附于所述成型物的下面部的异物。
15.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述侧面电刷位于与所述下面电刷构成三角点的两侧,清除所述成型物侧面部的异物。
16.本发明的又另一目的在于,提供一种所述下面电刷和侧面电刷由电刷棱角和电刷轴组成的利用电刷的超硬嵌件产品毛刺去除装置。
17.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述电刷棱角是绞两条铁丝,其间配置多条尼龙纤维,形成圆柱形电刷面。
18.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述电刷夹紧器由夹紧体、夹紧轴、弹簧和弹簧套组成,以便于容易拆装所述电刷模组。
19.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述夹紧体的中心部具有纵向贯穿的夹孔,所述夹孔中,下部夹紧结合有旋转电机的轴,上部夹紧结合有所述电刷轴。
20.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述夹紧轴支持被所述夹紧体夹紧而结合的所述电刷轴并予以固定,使其不随意脱离。
21.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述弹簧与所述夹紧轴的一侧结合,横向抵接所述夹紧轴,支持夹紧结合的所述电刷轴。
22.本发明的又另一目的在于,提供一种所述弹簧套支撑所述弹簧的利用电刷的超硬嵌件产品毛刺去除装置。
23.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述上面清洁器配置所述电刷模组的同时,还构成:喷嘴,用于清除所述成型物上面部的异物;送气软管,其与所述喷嘴连接;气压水瓶,其接收气动装置输送的压缩空气而调整喷嘴气压。
24.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述清洁模组包括粉尘罩和集尘软管,抑制由所述电刷模组和上面清洁器产生的粉尘的飞散并吸尘。
25.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述粉尘罩呈壳体状,密封除了所述毛刺去除区成型物进出线路之外的其余部分,抑制粉尘的飞散。
26.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述集尘软管位于所述毛刺去除区的下部,聚集从所述成型物掉落的粉尘。
27.本发明的又另一目的在于,提供一种所述驱动部由旋转部和移动部组成的利用电刷的超硬嵌件产品毛刺去除装置。
28.本发明的又另一目的在于,提供一种所述旋转部转动所述电刷模组而清理所述成型物的利用电刷的超硬嵌件产品毛刺去除装置。
29.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述旋转部由可以正反转所述下面电刷和侧面电刷的dc电机组成。
30.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于,所述移动部包括:齿条,其移向内侧,直到所述两个侧面电刷触及成型物的侧面部表面;副齿轮;移送电机。
31.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述齿条与所述旋转电机的一侧锁紧,可以使所述旋转电机移向内侧。
32.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述旋转部具备侧面电刷起点传感器,其成为所述两个侧面电刷移向内侧保持间隔的基准点。
33.本发明的又另一目的在于,提供一种以如下内容为特征的利用电刷的超硬嵌件产品毛刺去除装置,其特征在于:所述机架由设有长方体状所述毛刺去除部的毛刺去除区和配置有所述驱动部的驱动区组成。
34.课题解决方案
35.为了达到上述目的,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的技术特征在于:该装置用于清除通过成型冲压成型的超硬嵌件产品(成型物)的刃铣部产生的毛刺(burr)和粘附于表面的异物,与现有成型冲压装置或者用于成型冲床的产品移送装置结合。
36.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的另一特征在于:其包括毛刺去除部、驱动部和机架。
37.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述毛刺去除部由电刷模组、电刷夹紧器、上面清洁器和清洁模组组成。
38.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述电刷模组由下面电刷和侧面电刷组成,该下面电刷和侧面电刷被握爪把持,清除穿过毛刺去除区的所述成型物的刃铣部产生的毛刺以及粘附于下侧面部的异物。
39.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述下面电刷用于清除粘附于所述成型物的下面部的异物。
40.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述侧面电刷位于与所述下面电刷构成三角点的两侧,清除所述成型物侧面部的异物。
41.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述下
面电刷和侧面电刷由电刷棱角和电刷轴组成。
42.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述电刷轴延伸形成于所述圆柱形电刷棱角的下侧。
43.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述电刷夹紧器由夹紧体、夹紧轴、弹簧和弹簧套组成,以便于容易拆装所述电刷模组。
44.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述夹紧体的中心部具有纵向贯穿的夹孔,所述夹孔中,下部夹紧结合有旋转电机的轴,上部夹紧结合有所述电刷轴。
45.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述夹紧轴支持被所述夹紧体夹紧而结合的所述电刷轴并予以固定,使其不随意脱离。
46.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述弹簧与所述夹紧轴的一侧结合,横向抵接所述夹紧轴,支持夹紧结合的所述电刷轴。
47.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述弹簧套支撑所述弹簧。
48.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述上面清洁器配置所述电刷模组的同时,还构成:喷嘴,用于清除所述成型物上面部的异物;送气软管,其与所述喷嘴连接;气压水瓶,其接收气动装置输送的压缩空气而调整喷嘴气压。
49.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述清洁模组包括粉尘罩和集尘软管,抑制由所述电刷模组和上面清洁器产生的粉尘的飞散并吸尘。
50.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述粉尘罩呈壳体状,密封除了所述毛刺去除区成型物进出线路之外的其余部分,抑制粉尘的飞散。
51.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述集尘软管位于所述毛刺去除区的下部,聚集从所述成型物掉落的粉尘。
52.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述驱动部由旋转部和移动部组成。
53.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述旋转部转动所述电刷模组而清理所述成型物。
54.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述旋转部由可以正反转所述下面电刷和侧面电刷的dc电机组成。
55.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于,所述移动部包括:齿条,其移向内侧,直到所述两个侧面电刷触及成型物的侧面部表面;副齿轮;移送电机。
56.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述齿条与所述旋转电机的一侧锁紧,可以使所述旋转电机移向内侧。
57.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述旋转部具备侧面电刷起点传感器,其成为所述两个侧面电刷移向内侧保持间隔的基准点。
58.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的又另一特征在于:所述机
架由设有长方体状所述毛刺去除部的毛刺去除区和配置有所述驱动部的驱动区组成。
59.发明效果
60.如上所述,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置为了去除检测对象超硬嵌件产品的刃铣部和侧面部表面的毛刺并进行清理,构成了两部侧面电刷。因此,可以根据超硬嵌件产品的形状调整电刷的间隔,不管是何种产品,均可以去除毛刺,提高产品的生产效益。
61.并且,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置利用电刷夹紧器安装和拆卸电刷。因此,更换电刷时,按压侧面凸起,将磨损的电刷换成新的电刷即可,具有准备时间短的优点。
62.并且,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置可以通过主机装备的控制器上输入超硬嵌件产品的配置进行控制。因此,即使变更取自成型冲床的超硬嵌件产品的配置,也可以与其对应地控制侧面电刷的间隔和毛刺去除速度,提高成型物的毛刺去除品质。
63.并且,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置可以变更毛刺去除区的毛刺去除次序,因此,可以轻易变更工艺程序,如,继下面部和上面部,去除侧面部的毛刺,或者继侧面部,去除下面部和上面部的毛刺。
附图说明
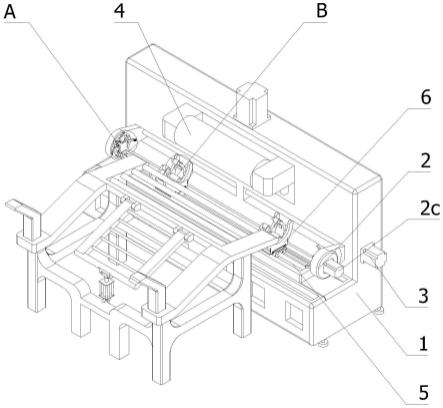
64.图1是根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的简要的立体斜视图。
65.图2是根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的简要的正面和背面的立体截面图。
66.图3是根据本发明的所述毛刺去除装置的电刷模组的简要的立体斜视图及实物照片。
67.图4是根据本发明的所述毛刺去除装置的电刷夹紧器的简要截面图。
68.图5(a)示出了根据本发明的毛刺去除装置里进入超硬嵌件产品时,先由下面电刷去除毛刺,继而由侧面电刷进行清理的型式,图5(b)示出了变更位置,以便于侧面电刷先工作之后,下面电刷再工作的型式。
69.图6示出了根据本发明的毛刺去除装置里进入超硬嵌件产品去除毛刺时,下面电刷进行转动,侧面电刷移向内侧调整间隔,从而进行正反转的型式。
具体实施方式
70.本发明可以进行多种变更,具有多个实施例,以下,用附图举例说明特定实施例,并详细描述本发明。
71.但,本发明不受特定实施方式的限定,应当理解为,包括在本发明技术思想及技术范围的所有变更、等同物乃至替代物均包括在内。
72.本发明采用的术语或词语仅用于描述特定实施例,其目的不在于限定本发明。应该本着妥当定义术语的概念,以最佳方法描述本人发明的原则,解释为符合于本发明技术思想的含义和概念。
73.本发明采用的术语中,“成型物”是指从成型冲压工艺取出时状态的“超硬嵌件产品”,表明没有经过烧结及检测工序,状态不完整的超硬嵌件产品。
74.通过参考附图描述的以下说明,可以更明确地了解到本发明的具体特征和优点。
75.图1是根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的简要的立体斜视图;图2是根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的简要的正面和背面的立体截面图;图3是根据本发明的所述毛刺去除装置的电刷模组的简要的立体斜视图及实物照片;图4是根据本发明的所述毛刺去除装置的电刷夹紧器的简要截面图;
76.图5(a)示出了根据本发明的毛刺去除装置里进入超硬嵌件产品时,先由下面电刷去除毛刺,继而由侧面电刷进行清理的型式;图5(b)示出了变更位置,以便于侧面电刷先工作之后,下面电刷再工作的型式;图6示出了根据本发明的毛刺去除装置里进入超硬嵌件产品去除毛刺时,下面电刷进行转动,侧面电刷移向内侧调整间隔,从而进行正反转的型式。
77.如图1及图2所示,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置清除通过成型冲压成型的超硬嵌件产品(成型物:10)的刃铣部产生的毛刺(burr)和粘附于表面的异物,与现有成型冲压装置或者用于成型冲床的产品移送装置(以下,称作“主机装备”)结合,或者独立靠近设置。
78.与所述主机装备的移送单元(x-轴机器人、y-轴机器人、z-轴机器人)连接的握爪12把持成型物,穿过毛刺去除区310的毛刺去除线路l-l'时,由本发明的利用电刷的超硬嵌件产品毛刺去除装置去除毛刺,并通过所述主机装备的控制器(未示出)控制所有操作指令。
79.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置包括毛刺去除部100、驱动部200和机架300。
80.根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的所述毛刺去除部100由电刷模组110、电刷夹紧器120、上面清洁器130和清洁模组140组成。
81.如图3所示,本发明的所述电刷模组110下面电刷112和侧面电刷111组成,该下面电刷和侧面电刷被握爪12把持,清除穿过毛刺去除区310的所述成型物11的刃铣部产生的毛刺以及粘附于下侧面部的异物。
82.如上所述,本发明的所述下面电刷112用于清除粘附于所述成型物11的下面部的异物。
83.如上所述,本发明的所述侧面电刷111位于与所述下面电刷112构成三角点的两侧,清除所述成型物11侧面部的异物。
84.如上所述,本发明的所述下面电刷112和侧面电刷111由电刷棱角114和电刷轴113组成。
85.如上所述,所述电刷棱角114绞两条铁丝,其间配置多条尼龙纤维,形成圆柱形电刷面。
86.如上所述,本发明的所述电刷轴113延伸形成于所述圆柱形电刷棱角114的下侧。
87.如图4所示,本发明的所述电刷夹紧器120由夹紧体121、夹紧轴122、弹簧123和弹簧套124组成,以便于容易拆装所述电刷模组110。
88.如上所述,本发明的所述夹紧体121的中心部具有纵向贯穿的夹孔125,所述夹孔125中,下部夹紧结合有旋转电机211的轴,上部夹紧结合有所述电刷轴113。
89.如上所述,本发明的所述夹紧轴122支持被所述夹紧体121夹紧而结合的所述电刷轴113并予以固定,使其不随意脱离。
90.此时,可以根据电刷的磨损状态,按压所述夹紧轴122的凸起部(附图符号无)进行更换。
91.如上所述,本发明的所述弹簧123与所述夹紧轴122的一侧结合,横向抵接所述夹紧轴122,支持夹紧结合的所述电刷轴113。
92.如上所述,本发明的所述弹簧套124支撑所述弹簧123。
93.如上所述,本发明的所述上面清洁器130配置所述电刷模组110的同时,还构成:喷嘴131,用于清除所述成型物11上面部的异物;送气软管132,其与所述喷嘴131连接;气压水瓶133,其接收气动装置输送的压缩空气而调整喷嘴气压。
94.此时,由主机装备负责输送压缩空气,而气压的调整则通过控制器进行控制。
95.如上所述,本发明的所述清洁模组140包括粉尘罩141和集尘软管142,抑制由所述电刷模组110和上面清洁器130产生的粉尘的飞散并吸尘。
96.如上所述,本发明的所述粉尘罩141呈壳体状,密封除了所述毛刺去除区310成型物11进出线路l-l'之外的其余部分,抑制粉尘的飞散。
97.此时,所述粉尘罩141采用丙烯、聚碳酸酯等透明树脂制作而成,用于观察毛刺去除工作。
98.如上所述,本发明的所述集尘软管142位于所述毛刺去除区310的下部,聚集从所述成型物掉落的粉尘。
99.此时,所述集尘软管14连接有真空泵(未示出),构成集尘装置,以便于单独聚集粉尘中的超硬合金粉末(稀土类)并回收利用。
100.本发明的利用电刷的超硬嵌件产品毛刺去除装置的所述驱动部200由旋转部210和移动部220组成。
101.如上所述,本发明的所述旋转部210转动所述电刷模组110而清理所述成型物11。
102.并且,如上所述,本发明的所述旋转部210分别具备旋转电机211,该旋转电机211由可以正反转所述下面电刷112和侧面电刷111的dc电机组成。
103.如上所述,本发明的所述移动部220包括:齿条222,其移向内侧,直到所述两个侧面电刷111触及成型物的侧面部表面;副齿轮223;移送电机221。
104.如上所述,本发明的所述齿条222与所述旋转电机211的一侧锁紧,可以使所述旋转电机211移向内侧。
105.如上所述,本发明的所述副齿轮223通过齿轮与所述齿条222结合,传达转动力。
106.如上所述,本发明的所述移送电机221具备dc电机,以便于正反转驱动所述副齿轮223。
107.如上所述,本发明的所述旋转部210还具备侧面电刷起点传感器212,其成为所述两个侧面电刷111移向内侧保持间隔的基准点,从而检测出为不同大小及形状的成型物去除毛刺的距离。
108.如图6所示,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的所述机架300呈长方体状,由设有所述毛刺去除部100的上部(毛刺去除区)和配置有所述驱动部200的下部内侧(驱动区)组成。
109.如上所述,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置的工作次序如下。
110.1.成型物的进入及毛刺去除作业
111.**继下面部和上面部,去除侧面部的毛刺**
112.a.握爪12把持取自成型冲床的超硬嵌件产品,进入毛刺去除线路l-l',到达下面电刷112的上部。
113.b.所述握爪12下降至成型物的下面部触及所述下面电刷112时。
114.c.被把持的成型物进行正反转,通过下面电刷的转动去除下面部毛刺的同时,通过上面清洁器130喷射(点射)的压缩空气清理上面部。
115.d.去除完上下面部毛刺的成型物沿着所述毛刺去除线路l-l'进一步进入至与两侧侧面电刷111位于一条直线之处。
116.e.移向内侧,直到所述两部侧面电刷111触及成型物的侧面部。
117.f.被所述握爪12把持的成型物进行正反转,并通过所述两部侧面电刷111去除侧面部的毛刺。
118.此时,所述电刷111、112调整旋转速度,按产品去除毛刺(以上,以图5(a)为准描述)。
119.**继侧面部,去除下面部和上面部的毛刺**
120.a.握爪12把持取自成型冲床的超硬嵌件产品,进入毛刺去除线路l-l',到达与两侧侧面电刷111位于一条直线之处。
121.b.移向内侧,直到所述两部侧面电刷111触及成型物的侧面部。
122.c.被所述握爪12把持的成型物进行正反转,并通过所述两部侧面电刷111去除侧面部的毛刺。
123.d.去除完侧面部毛刺的成型物沿着所述毛刺去除线路l-l'进一步进入至下面电刷112的上部。
124.e.所述握爪12下降至成型物的下面部触及所述下面电刷112。
125.f.被把持的成型物进行正反转,通过下面电刷112去除下面部毛刺的同时,通过上面清洁器130喷射(点射)的压缩空气清理上面部。
126.此时,所述电刷111、112调整旋转速度,按产品去除毛刺(以上,以图5(b)为准描述)。
127.2.成型物进出入以及等待烧结工艺的实施
128.a.去除完毛刺的成型物为了实施下一步工艺烧结工艺,整齐地排列在烧结板上,等待实施下一步工序烧结工艺。
129.如上所述,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置具有以下技术特征。
130.首先,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置为了去除检测对象超硬嵌件产品11的刃铣部和侧面部表面的毛刺并进行清理,构成了两部侧面电刷。
131.因此,可以根据超硬嵌件产品11的形状调整电刷的间隔,不管是何种产品,均可以去除毛刺,提高产品的生产效益。
132.并且,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置利用电刷夹紧器安装
和拆卸电刷。
133.因此,更换电刷时,按压侧面凸起,将磨损的电刷换成新的电刷即可,具有准备时间短的优点。
134.并且,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置将超硬嵌件产品的配置输入到主机装备的控制器进行控制。
135.因此,即使变更取自成型冲床的超硬嵌件产品的配置,也可以与其对应地控制侧面电刷的间隔和毛刺去除速度,提高成型物的毛刺去除品质。
136.并且,根据本发明的利用电刷的超硬嵌件产品毛刺去除装置可以变更毛刺去除区310的毛刺去除次序(参考图5)。
137.因此,可以轻易更改工艺次序,如,继下面部和上面部,去除侧面部的毛刺,或者继侧面部,去除下面部和上面部的毛刺。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。