1.本发明涉及用于生产电动马达的部件、特别是转子或定子的方法。此外,本发明涉及具有由不同组成的层制成的层结构的电动马达部件以及电动马达。
背景技术:
2.de 10 2016 119 650 a1描述了一种用于生产用于电机和致动器的软磁芯材料的方法,其中,芯材料利用增材制造方法由不同材料部件的层构建。在这种情况下,材料部件可以具有陶瓷部件。以金属材料为主的部件可以具有6.5%或更高的硅含量。增材制造应该可以使用粉末状的起始材料。成形之后,来自增材方法的粉末可以被部分吹出。旨在通过在de 10 2016 119 650 a1中也提到的烧结使工件、即电机的部件的孔隙率被最小化。
3.在de 10 2017 220 735 a1中公开了用于生产电机的部件的另一方法。在这种情况下,定子的各个金属板层应该可以利用三维生成制造方法生产,使得在金属板层的成角度的区域中不出现压缩应力或拉伸应力。激光烧结方法作为生成制造方法的一个示例被提及。绝缘箔或绝缘清漆被建议作为金属板的层之间的绝缘材料。总的来说,根据de 10 2017 220 735 a1的机器是横向磁通机器。
4.de 10 2017 222 635 a1描述了一种具有冷却系统的电机的定子。在这种情况下,提供了通过增材方法生产冷却通道壁。因此,应该不再需要将冷却通道壁额外密封至定子板。
5.从ep 3 255 758 a1已知一种用于磁阻电机的转子,该转子至少部分地通过增材制造生产。无形状物质比如液体或粉末或者中立形材料比如胶带或线材应该可以用作用于增材制造的起始材料。利用增材方法制造的成品转子在轴向方向上具有交替的导体层和绝缘层。中间绝缘棒也应该是能够以增材的方式制造的。
6.wo 2019/022973 a1涉及车辆部件的增材制造。在此,提出了adam方法(原子扩散增材制造)的使用。典型的adam方法是使用包含金属和塑料的起始材料,其中,塑料被熔融掉。剩余的金属通过烧结被致密化。
7.例如,在文件wo 2017/123726 a1和ep 3 444 102a1中描述了用于纤维增强生成制造的方法和装置。
8.在us 10,016,942 b2中描述的意于在增材方法中使用的细丝被认为实际上没有孔,并且包含围绕多股芯的聚合物。
9.wo 2018/102739 a1解释了用于烧结通过致密化链接平台生成式地制造的部件的选项。
10.关于增材制造,us 2018/0236546 a1提出了在两个温度水平下进行烧结,其中,第一温度水平为500摄氏度至700摄氏度,并且第二温度水平为1000摄氏度至1200摄氏度。
11.在wo 2016/146374 a1中公开了一种3d打印方法,该3d打印方法用于将部件嵌入3d打印材料中。所嵌入的部件在其热特性或磁特性方面可能不同于周围的3d打印材料。
12.在wo 2014/0172148 a1中描述了生产用于基于挤出的3d打印方法的经涂覆细丝
的可能性。在此提供了以单独的方法在打印机的外部涂覆细丝。
13.独立于增材制造方法,电工钢通常用于制造用于电机的部件。在de 10 2018 209 553 a1中描述的涂覆有涂料的电工带材可以具有等于或大于1%、2%、3%或4%的硅和铝的总合金含量。值0.8%、1.5%、2%和3%作为可能的硅比例被提及。
14.在de 10 2018 201 622 a1中描述的另一电工带材具有2.3%至2.7%的硅含量和0.3%至0.8%的铝含量,硅含量和铝含量均以重量百分比表示。
技术实现要素:
15.本发明基于从生产工程的制造技术和物理角度两方面而言与所述现有技术相比进一步开发制造电动马达的部件、尤其是转子和定子的目的。
16.该目的通过根据权利要求1所述的用于生产电动马达的部件的方法来实现。该目的还通过根据权利要求6所述的电动马达部件来实现。电动马达部件可以是定子或转子,并且在为线性马达的情况下,电动马达部件也可以是转子。该目的还通过根据权利要求11所述的电动马达来实现。特别地,电动马达可以是同步电动马达或异步电动马达。在下文中,结合电动马达部件解释的本发明的实施方式和优点也类似地适用于生产方法和电动马达,反之亦然。
17.电动马达部件通过以下步骤制造:
[0018]-以交替的方式增材地生产不同的层、即由包含塑料和金属的细丝制成的第一类型的层和由包含塑料和陶瓷的细丝制成的第二类型的层。
[0019]-在第一步骤中生产的层组件被加热至第一温度,在该第一温度下,从各层去除塑料,特别地通过扩散去除塑料,
[0020]-层组件再次达到升高的温度水平,第一类型层的金属被烧结,并且从第二类型层获得电绝缘陶瓷层。
[0021]
第一类型的层在成品电动马达部件中用作磁通传导层,这些磁通传导层通过第二类型的层、即绝缘层相互分开。构建这些层的各种细丝通常被称为塑料/金属细丝或塑料/陶瓷细丝,细丝的成分被简称为“塑料”,可选地包含其他成分。在任何情况下,用于构造层组件的细丝在形状上是线状的,并且塑料/金属细丝的直径可以不同于塑料/陶瓷细丝的直径。
[0022]
在完成由各种层形成的装置的组装之后可以通过不同的方法变型对整个层组件进行热处理,同时对限定的温度曲线进行保持。在任何情况下,在温度立即升高之前或者在任何稍后的时间,塑料部分至少被大部分从所有层去除——不一定在同一时间——使得第一类型的层的金属发生烧结并且从第二层产生陶瓷,在烧结过程中也是如此。
[0023]
总的来说,电动马达部件、特别是定子或转子的基于细丝的生产制造导致分层结构,在该分层结构中,导电层和导磁层、即第一类型的层通过陶瓷层彼此电绝缘,并且以机械的方式互相牢固地连接。通过使用细丝作为前体产品,可以获得与粉末状起始材料相比显著更高的几何精度。层组件的多阶段加热还确保了工件、即待生产的电动马达部件在烧结之前已经稳定,并且比如由扩散引起的不期望的影响被最小化。成品、即适合于安装在电动马达中的部件的每个层的厚度可以根据需要进行调整并且例如不超过0.15mm。
[0024]
根据一种可能的程序,在已经达到第一温度水平之后,工件达到中间温度水平,该
中间温度水平比接近第二温度水平而言更接近第一温度水平、即被选择成用于烧结的温度水平。换句话说:第一温度水平被分成两个水平,这两个水平可以彼此接近、,但是可以清楚地彼此区分开、并且被相继设定。在烧结之前施加的划分的温度水平具有首先改变各层类型中的仅一种层类型并且随后改变另一层类型的作用。例如,第一类型的所有层的塑料部分首先被去除,而第二类型的层的塑料部分此时尚未受到影响,从而确保第一类型的所有层的金属部件保持相互完全分开。随着随后温度缓慢升高至中间水平,第一类型的层实际上不再有变化。相反,在该工艺阶段,塑料从第二类型的层被去除,并且这在塑料部分地进入到第一类型的层中的情况下并不是不利的。
[0025]
后面的烧结可以在恒定的温度水平下或者在划分的水平下发生在先前的处理、即塑料的去除之后。烧结也可以表示在统一的温度水平下或使用相继设定的不同温度进行的过程。例如,首先选择完成了本质上金属层、即第一类型的层的烧结的温度水平。这会导致整个部件的体积减小。因为在陶瓷部件、即在第二类型的层内还没有发生烧结,所以在该处理阶段中,陶瓷材料适应金属层的尺寸的变化。随后,设定完成第二类型的层中的烧结过程的被称为升高的水平的温度水平,第二类型的层即为由这些层形成的最终的陶瓷层。金属层与陶瓷层之间的边界表面最终以下述方式构造:一方面,各层之间存在牢固的互锁,并且另一方面,在层厚度中不会出现过度波动。
[0026]
与由常规电工钢板生产的电动马达部件相比,根据本发明的电动马达部件具有特别的优点,即在层的组成方面有更大的自由度。特别地,金属由包含按重量计超过6.5%的硅和按重量计在1%至5%范围内的铝的铁合金形成。硅含量优选地在按重量计大于6.5%至按重量计10%的范围内。所使用的金属的这样的组成只能完全通过利用生成制造方法来使用,因为在此不可能进行轧制。因此,获得了比已知的电工钢板更高的磁通密度,并且电动马达的性能显著提高。
[0027]
当在生产制造期间构建各层时,这些层以有利的方法处于水平取向。可选地,生产制造之后是最终的加工步骤,该最终的加工步骤可以包括热处理和/或机械加工、例如研磨。
[0028]
根据本发明的电动马达包括呈转子或定子形式的根据本发明的至少一个电动马达部件。特别地,电动马达是同步电动马达或异步电动马达。此外,电动马达可以是线性马达,其中,电动马达部件是转子。
附图说明
[0029]
在下文中,借助于附图更详细地解释本发明的若干示例性实施方式。
[0030]
在附图中:
[0031]
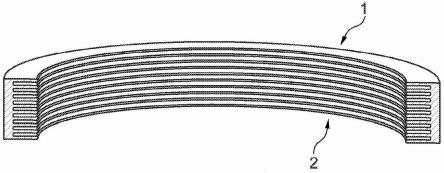
图1示出了电动马达部件的剖视图,
[0032]
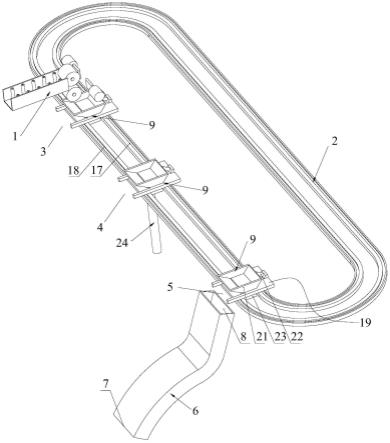
图2以立体图示出了电动马达部件,
[0033]
图3在流程图中示出了用于制造电动马达部件的方法的基本特征,
[0034]
图4至图6示出了在电动马达部件的制造中的温度控制的不同变型。
具体实施方式
[0035]
除非另有说明,否则以下说明涉及所有的示例性实施方式。在所有附图中,彼此对
应或具有基本相同效果的部件或参数均用相同的附图标记标示。
[0036]
总体上由1表示的电动马达部件是未更详细示出的电动马达的定子的一部分。电动马达部件1具有层组件2,该层组件由第一类型的层3和第二类型的层4形成。在成品电动马达部件1内,第一类型的层3是金属层,并且第二类型的层4是陶瓷层。就电动马达的功能而言,在图2中可以看到的支承结构5并不重要。
[0037]
在层组件2的生产中,采用本身已知的adam方法的原理。在第一方法步骤s1中,由塑料/金属细丝构建第一类型的层3。然后,在步骤s2中,由塑料/陶瓷细丝构建第二类型的层4,即,施加至先前生产的第一类型的层3。交替地重复步骤s1、s2,直到完成层组件2。
[0038]
然后在步骤s3中进行层组件2的热处理,这将在下面更详细地讨论。在图3中,用6来表示窑。在完成热处理之后,在步骤s4中对层组件2进行后处理,该步骤可以包括表面处理。步骤s5标志着该方法的结束。
[0039]
在图4至图6中,概述了方法步骤s3中的温度控制的三种不同的变型。所有三种变型的共同点在于工件的温度t、即层组件2的温度t首先被升高至第一温度水平t1,在该温度水平下去除塑料成分。在所有变型中达到的显著更高的温度水平t2引起烧结过程。
[0040]
在图4所示的最简单的变型中,温度水平t1在时间段t1至t4期间保持不变。在这种情况下,在时间段t5至t8期间保持恒定的温度水平t2。
[0041]
在根据图5的方法变型中,较低的温度水平被划分:第一温度水平t1仅在时段t1至t2中保持不变。在时间段t3至t4内设定中间温度水平t11,该中间温度水平相比于第二温度水平t2大体上更接近第一温度水平t1。总的来说,在时间段t1至t4中,从两个层类型3、4去除塑料成分,其中,温度水平t1、t11被设定成使得塑料成分相继从不同的层类型3、4去除。就第二温度水平t2下的热处理而言,根据图4的变型与根据图5的变型之间没有差异。
[0042]
关于在温度水平t1、t11下的处理,根据图6的方法变型对应于根据图5的变型。仅在较高温度下存在差异:在第二温度水平t2从t5至t6保持恒定之后,温度t在时间段t7至t8中设定成过高温度水平t22。较高温度水平的这种划分确保了层类型3、4中的烧结过程以限定的方式相继进行。
[0043]
通过参照图4至图6所解释的方法变型中的每个方法变型,可以实现小于0.15mm的层3、4的厚度,例如仅0.125mm的层厚度。
[0044]
附图标记说明
[0045]
1电动马达的部件、电动马达部件2层组件3第一类型的层,金属层4第二类型的层,陶瓷层5支承结构6窑t时间t0
……
t9时间点t温度t1第一温度水平t11中间温度水平t2第二温度水平t22过高温度水平s1
……
s5方法步骤。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。