一种桌面级混合供粉式非金属粉末3d打印机
技术领域
1.本发明涉及3d打印设备技术领域,尤其涉及一种桌面级混合供粉式非金属粉末3d打印机。
背景技术:
2.3d打印(3dp)即快速成型技术的一种,又称增材制造,它是一种以数字模型文件为基础,运用粉末状金属或非金属等可粘合材料,通过逐层打印的方式来构造物体的技术。3d打印通常是采用数字技术材料打印机来实现的。常在模具制造、工业设计等领域被用于制造模型,后逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件。该技术在珠宝、鞋类、工业设计、建筑、工程和施工(aec)、汽车,航空航天、牙科和医疗产业、教育、地理信息系统、土木工程、枪支以及其他领域都有所应用。发展3d打印制造技术产业化对我国结构转型的战略意义,3d打印技术可以推动我国结构转型调整,提高制造业水平。
3.激光选区烧结工艺(sls)作为一种高端的非金属粉末3d打印技术,简称激光选区烧结技术,主要以非金属粉末等作为材料,其原理是激光选区烧结粉末材料,使粉末材料烧结成形。sls技术同样使用层叠堆积成形原理,不同的是,它首先铺一层粉末材料,将材料预热到接近熔化点,再使用激光在该层截面上扫描,使粉末温度升至熔化点,然后烧结形成粘接,接着不断重复铺粉、烧结的过程,直至整个模型成形。粉末在零件的成型过程中起着重要作用,但是目前关于仍存在以下问题:
①
供粉箱无法同时供给不同种类的粉末,在整个铺粉过程中只能铺同一种粉末,难以制备由不同粉末烧结形成的零件;
②
难以完成对每层铺粉完成后剩余粉末的分类回收,循环利用;
③
目前非金属3d打印机大多是工业机,造价成本高,桌面级机器严重缺乏。
技术实现要素:
4.本发明的目的在于针对已有的技术现状,提供一种桌面级混合供粉式非金属粉末3d打印机,能够进行混合交替供粉,同时对铺粉后的剩余粉末进行分类回收。
5.为达到上述目的,本发明采用如下技术方案:
6.一种桌面级混合供粉式非金属粉末3d打印机,包括主体平台、平台机架、成型板、成型板举升装置、粉箱、粉箱转动装置、供粉装置、铺粉装置以及激光振镜和振镜机架;
7.所述主体平台顶面的中部竖直向下设有非贯穿地成型腔,主体平台顶面的两端均竖直向下设有贯穿地装配圆孔;
8.所述平台机架固定在主体平台底面上;
9.所述成型板与成型腔的横截面相匹配;
10.所述成型板举升装置设置在主体平台上且其举升端竖直贯穿至成型腔之中,成型板水平设置在成型腔之中且其与成型板举升装置的举升端固定连接;
11.所述粉箱为顶面开口的圆柱箱体结构,粉箱中竖直设有将其分为供粉腔和回收腔的隔板,主体平台的两装配圆孔中均设有粉箱,且粉箱上下两端均通过密封圆环滚子轴承
与装配圆孔连接;
12.所述粉箱转动装置为两组且均固定在主体平台底面上,两粉箱转动装置的转动轴分别与两粉箱的底面同轴连接;
13.每一粉箱上均设有供粉装置,供粉装置包括供粉板和供粉板举升装置,供粉板与粉箱中供粉腔的横截面相匹配,供粉板举升装置设置在粉箱上且其举升端竖直贯穿至供粉腔之中,供粉板水平设置在供粉腔之中且其与供粉板举升装置的举升端固定连接;
14.所述铺粉装置包括铺粉机构以及两组动力滑轨,两组动力滑轨分别设置在主体平台前后两侧,且两者保持平行,铺粉机构设置在两动力滑轨的滑块上;
15.所述激光振镜通过振镜机架设置在主体平台顶面上成型腔的上方,振镜机架与主体平台连接处位于两动力滑轨的外侧。
16.进一步的,所述成型板举升装置包括第一举升电机、第一电机板、第一丝杆、第一光杆,第一举升电机固定在第一电机板底面上,第一丝杆下端通过第一联轴器与第一举升电机的输出轴连接,第一丝杆穿过成型腔底面且与之螺纹连接,第一光杆为两组,两第一光杆下端均与第一电机板顶面固定连接,两第一光杆穿过成型腔底面,两第一光杆上端与成型板底面固定连接。
17.进一步的,所述供粉板举升装置包括第二举升电机、第二电机板、第二丝杆、第二光杆,第二举升电机固定在第二电机板底面上,第二丝杆下端通过第二联轴器与第二举升电机的输出轴连接,第二丝杆穿过供粉腔底面且与之螺纹连接,第二光杆为两组,两第二光杆下端均与第二电机板顶面固定连接,两第二光杆穿过供粉腔底面,两第二光杆上端与供粉板底面固定连接。
18.进一步的,所述铺粉机构包括铺粉辊、铺粉辊支撑架、铺粉辊驱动电机和同步带轮,铺粉辊支撑架两端分别与两组动力滑轨的滑块固定连接,铺粉辊水平转动设置在铺粉辊支撑架下方,铺粉辊驱动电机固定在铺粉辊支撑架上,同步带轮一端与铺粉辊驱动电机的输出轴同轴连接,同步带轮另一端与铺粉辊的端部同轴连接。
19.进一步的,所述粉箱转动装置包括粉箱驱动电机和电机安装支架,电机安装支架固定在主体平台底面上,粉箱驱动电机安装设置在电机安装支架上。
20.进一步的,还包括预热装置,预热装置固定在振镜支架上且其位于激光振镜下方。
21.进一步的,所述预热装置包括回形凹槽壳体以及四组预热管,四组预热管分别通过预热管固定支架固定在回形凹槽壳体四周的槽体中,回形凹槽壳体外壁上设有预热装置固定孔。
22.进一步的,所述主体平台前后两侧面均设有型材脚架,动力滑轨和振镜机架均固定在型材脚架上。
23.进一步的,所述平台机架包括支撑腿和腿固定板,支撑腿为四组且其呈矩阵分布等长穿过腿固定板并与之固定连接,每一支撑腿的下端均设有脚轮。
24.进一步的,所述腿固定板的中部设有用于成型板举升装置通过的避让孔。本发明的有益效果为:
25.本发明设计了左右两个圆柱箱体结构的粉箱,每一粉箱均通过隔板分为供粉腔和回收腔,两个粉箱的供粉腔分别盛装不同的非金属粉末,铺粉机构往复运动,对应粉箱配合进行供粉,即可实现交替混合供粉,从而烧结成型由两种不同非金属粉末组成的工件,改变
了无法同时供给不同种类粉末的现状,同时通过粉箱转动装置驱动粉箱旋转,使一端粉箱中的供粉腔靠近成型腔、另一端粉箱中的回收腔靠近成型腔,每次铺粉完成后,剩余粉末能够被回收至相应回收腔中,实现了剩余粉末的分类回收。本发明的3d打印机造价低,耗材少,属于桌面级级别。
附图说明
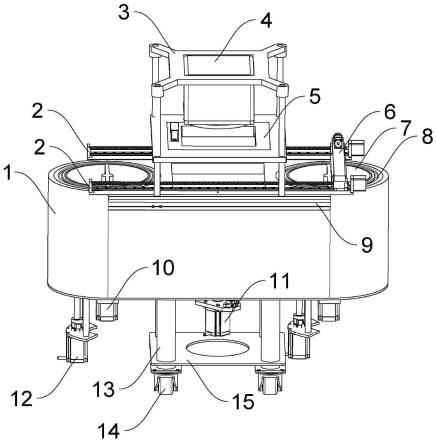
26.图1为本发明3d打印机的结构示意图;
27.图2为本发明主体平台的结构示意图;
28.图3为本发明粉箱的结构示意图;
29.图4为本发明成型板与成型板举升装置的装配示意图;
30.图5为本发明供粉板和供粉板举升装置的装配示意图;
31.图6为本发明铺粉机构的结构示意图;
32.图7为本发明激光振镜的结构示意图;
33.图8为本发明预热装置的结构示意图。
34.标注说明:1、主体平台,1-1、成型腔,1-2、装配圆孔,2、动力滑轨,3、振镜机架,4、激光振镜,4-1、振镜外壳,4-2、激光发射口,4-3、y振镜,4-4、x振镜,4-5、场镜,5、预热装置,5-1、回形凹槽壳体,5-2、预热管,5-3、预热管固定支架,5-4、预热装置固定孔,6、铺粉机构,6-1、铺粉辊支撑架,6-2、铺粉辊驱动电机,6-3、同步带轮,6-4、铺粉辊,7、粉箱,7-1、隔板,7-2、回收腔,7-3、供粉腔,8、密封圆环滚子轴承,9、型材脚架,10、粉箱转动装置,10-1、电机安装支架,10-2、粉箱驱动电机,11、成型板举升装置,11-1、第一举升电机,11-2、第一电机板,11-3、第一联轴器,11-4、第一丝杆,11-5、第一光杆,12、供粉板举升装置,12-1、第二举升电机,12-2、第二电机板,12-3、第二联轴器,12-4、第二光杆,12-5、第二丝杆,13、支撑腿,14、脚轮,15、腿固定板,16、成型板,17、供粉板。
具体实施方式
35.下面结合附图对本发明作进一步说明。
36.请参阅图1-5所示,一种桌面级混合供粉式非金属粉末3d打印机,包括主体平台1、平台机架、成型板16、成型板举升装置11、粉箱7、粉箱转动装置10、供粉装置、铺粉装置以及激光振镜4和振镜机架3。
37.主体平台1顶面的中部竖直向下设有非贯穿地成型腔1-1,主体平台1顶面的两端均竖直向下设有贯穿地装配圆孔1-2。
38.具体的,主体平台1包括框架和底板,框架为腰型柱体结构且其顶面的中部和两端均设有通孔,底板固定在框架底面上,且其与框架两端通孔对应处设有开孔。通过框架和底板组合构成主体平台1,利于造型制作。
39.可选的是,主体平台1采用木材或薄铝合金板制作而成。
40.平台机架固定在主体平台1底面上。
41.具体的,平台机架包括支撑腿13和腿固定板15,支撑腿13为四组且其呈矩阵分布等长穿过腿固定板15并与之固定连接,每一支撑腿13的下端均设有脚轮14。
42.成型板16与成型腔1-1的横截面相匹配。本实施例中,成型腔1-1和成型板16均为
矩形。
43.请参阅图1、4所示,成型板举升装置11设置在主体平台1上且其举升端竖直贯穿至成型腔1-1之中,成型板16水平设置在成型腔1-1之中且其与成型板举升装置11的举升端固定连接。
44.必要的是,腿固定板15的中部设有用于成型板举升装置11通过的避让孔。
45.具体的,成型板举升装置11包括第一举升电机11-1、第一电机板11-2、第一丝杆11-4、第一光杆11-5,第一举升电机11-1固定在第一电机板11-2底面上,第一丝杆11-4下端通过第一联轴器11-3与第一举升电机11-1的输出轴连接,第一丝杆11-4穿过成型腔1-1底面且与之螺纹连接,第一光杆11-5为两组,两第一光杆11-5下端均与第一电机板11-2顶面固定连接,两第一光杆11-5穿过成型腔1-1底面,两第一光杆11-5上端与成型板16底面固定连接。
46.上述成型板举升装置11中,第一丝杆11-4上端始终处于成型板16下方且与之不接触,为了使成型板16的行程最大化,第一丝杆11-4上端运动至最高处时,应尽可能靠近成型板16。
47.粉箱7为顶面开口的圆柱箱体结构,粉箱7中竖直设有将其分为供粉腔7-3和回收腔7-2的隔板7-1,主体平台1的两装配圆孔1-2中均设有粉箱7,且粉箱7上下两端均通过密封圆环滚子轴承8与装配圆孔1-2连接。
48.为了保证最佳的供粉和回收状态,隔板7-1将粉箱7均分为供粉腔7-3和回收腔7-2;为了避免粉末残留,粉箱7上端以及将其上端与装配圆孔1-2连接的密封圆环滚子轴承8均与主体平台1顶面平齐。
49.粉箱转动装置10为两组且均固定在主体平台1底面上,两粉箱转动装置10的转动轴分别与两粉箱7的底面同轴连接。
50.具体的,粉箱转动装置10包括粉箱驱动电机10-2和电机安装支架10-1,电机安装支架10-1固定在主体平台1底面上,粉箱驱动电机10-2安装设置在电机安装支架10-1上。
51.请参阅图1、5所示,每一粉箱7上均设有供粉装置,供粉装置包括供粉板17和供粉板举升装置12,供粉板17与粉箱7中供粉腔7-3的横截面相匹配,供粉板举升装置12设置在粉箱7上且其举升端竖直贯穿至供粉腔7-3之中,供粉板17水平设置在供粉腔7-3之中且其与供粉板举升装置12的举升端固定连接。
52.具体的,供粉板举升装置12包括第二举升电机12-1、第二电机板12-2、第二丝杆12-5、第二光杆12-4,第二举升电机12-1固定在第二电机板12-2底面上,第二丝杆12-5下端通过第二联轴器12-3与第二举升电机12-1的输出轴连接,第二丝杆12-5穿过供粉腔7-3底面且与之螺纹连接,第二光杆12-4为两组,两第二光杆12-4下端均与第二电机板12-2顶面固定连接,两第二光杆12-4穿过供粉腔7-3底面,两第二光杆12-4上端与供粉板17底面固定连接。
53.上述成供粉板举升装置12中,第二丝杆12-5上端始终处于供粉板17下方且与之不接触,为了使供粉板17的行程最大化,第二丝杆12-5上端运动至最高处时,应尽可能靠近供粉板17。
54.需要注意的是,电机安装支架10-1的固定位置应避免供粉板举升装置12与之发生碰撞。
55.请参阅图1、6所示,铺粉装置包括铺粉机构6以及两组动力滑轨2,两组动力滑轨2分别设置在主体平台1前后两侧,且两者保持平行,铺粉机构6设置在两动力滑轨2的滑块上。
56.具体的,铺粉机构6包括铺粉辊6-4、铺粉辊支撑架6-1、铺粉辊驱动电机6-2和同步带轮6-3,铺粉辊支撑架6-1两端分别与两组动力滑轨2的滑块固定连接,铺粉辊6-4水平转动设置在铺粉辊支撑架6-1下方,铺粉辊驱动电机6-2固定在铺粉辊支撑架6-1上,同步带轮6-3一端与铺粉辊驱动电机6-2的输出轴同轴连接,同步带轮6-3另一端与铺粉辊6-4的端部同轴连接。
57.本实施例中,动力滑轨2选用t型直线导轨,配套滑移电机。动力滑轨2为成熟现有技术,此处不再赘述其结构。
58.此外,铺粉机构6还可以选用刮板。
59.所述主体平台1前后两侧面均设有型材脚架9,动力滑轨2固定在型材脚架9上。
60.请参阅图1、7所示,激光振镜4通过振镜机架3设置在主体平台1顶面上成型腔1-1的上方,振镜机架3与主体平台1连接处位于两动力滑轨2的外侧。优选的是,振镜机架3也固定在主体平台1前后两侧面所设型材脚架9上。
61.激光振镜4包括振镜外壳4-1、激光发射口4-2、x振镜4-4、y振镜4-3和场镜4-5,x振镜4-4水平固定振镜外壳4-1内壁上,y振镜4-3竖直置于振镜外壳4-1内壁上,且由激光发射口4-2射出的激光能先后经过y振镜4-3与x振镜4-4的反射,再通过场镜4-5射出。
62.优选的是,振镜机架3前侧与主体平台1通过锁紧件连接,振镜机架3后侧与主体平台1为铰接。工件成型后,将振镜机架3向后翻转,即可让出空间,利于取出工件。
63.请参阅图1、8所示,作为其中一种实施方式,上述技术方案还包括预热装置5,预热装置5固定在振镜支架3上且其位于激光振镜4下方。具体的,预热装置5包括回形凹槽壳体5-1以及四组预热管5-2,四组预热管5-2分别通过预热管固定支架5-3固定在回形凹槽壳体5-1四周的槽体中,回形凹槽壳体5-1外壁上设有预热装置固定孔5-4。
64.本发明的工作原理如下:
65.该3d打印机的供粉、铺粉、剩余粉末分类回收以及激光选区烧结过程为:
66.本发明的3d打印机启动前,右侧粉箱7中的供粉腔7-3位于内侧,左侧粉箱7中的回收箱7-2位于内侧,且两个粉箱7的供粉腔7-3中分别装有不同非金属粉末、供粉板17靠近供粉腔7-3底部,成型板16顶面与主体平台1顶面平齐,铺粉机构6的铺粉辊6-4与隔板7-1相切,如图1所示;
67.右侧粉箱7的供粉与铺粉:成型板举升装置11启动,第一举升电机11-1反转,成型板16随着第一丝杆11-4的转动而竖直向下移动一定距离,与此同时,右侧粉箱7的供粉板举升装置12启动,第二举升电机12-1正传,供粉板17随着第二丝杆12-5的转动而竖直向上移动一定距离;动力滑轨2启动,其滑移电机正转,滑块沿着t型直线滑轨向左移动,并带动铺粉机构6从右往左移动,与此同时铺粉锟6-4会在铺粉辊驱动电机6-2的带动下自转,铺粉机构6在从右往左移动的过程中,便将由右侧粉箱7中的供粉腔7-3推出的粉末推入成型腔1-1中铺平和压实,并将铺粉后剩余的粉末直接推入左侧粉箱7中的回收腔7-2,右侧粉箱的供粉与铺粉过程完成;
68.激光选区烧结:激光振镜4中激光发射口4-2产生的激光经过y振镜4-3与x振镜4-4
的反射,由场镜4-5射向成型腔1-1中的粉末表面并进行扫描和选区烧结;
69.供粉腔7-3和回收腔7-2位置变化:两粉箱转动装置10启动,右侧粉箱7对应的粉箱驱动电机10-2带动其转动,使右侧粉箱7中的回收腔7-2位于内侧,左侧粉箱7对应的粉箱驱动电机10-2带动其转动,使左侧粉箱7中的供粉腔7-3位于内侧;
70.左侧粉箱7的供粉与铺粉:供粉腔7-3和回收腔7-2位置变化完成后,成型板举升装置11启动,第一举升电机11-1反转,成型板16随着第一丝杆11-4的转动而再次竖直向下移动一定距离,与此同时,左侧粉箱7的供粉板举升装置12启动,第二举升电机12-1正传,供粉板17随着第二丝杆12-5的转动而竖直向上移动一定距离;动力滑轨2启动,其滑移电机正转,滑块沿着t型直线滑轨向右移动,并带动铺粉机构6从左往右移动,与此同时,铺粉锟6-4会在铺粉辊驱动电机6-2的带动下自转,在铺粉机构6从右往左移动的过程中,便将由左侧粉箱7中的供粉腔7-3推出的粉末推入成型腔1-1中铺平和压实,并将铺粉后剩余的粉末直接推入右侧粉箱7中的回收腔7-2,左侧粉箱7的供粉与铺粉过程完成;
71.然后重复激光选区烧结,完成第二次选区烧结。此后,循环以上步骤直到工件成型为止。
72.总的来说,本发明设计了左右两个圆柱箱体结构的粉箱7,每一粉箱7均通过隔板7-1分为供粉腔7-3和回收腔7-2,两个粉箱7的供粉腔7-3分别盛装不同的非金属粉末,铺粉机构6往复运动,对应粉箱7配合进行供粉,即可实现交替混合供粉,从而烧结成型由两种不同非金属粉末组成的工件,改变了无法同时供给不同种类粉末的现状,同时通过粉箱转动装置10驱动粉箱7旋转,使一端粉箱7中的供粉腔7-3靠近成型腔1-1(即位于内侧)、另一端粉箱7中的回收腔7-2靠近成型腔1-1(即位于内侧),每次铺粉完成后,剩余粉末能够被回收至相应回收腔7-2中,实现了剩余粉末的分类回收。本发明的3d打印机造价低,耗材少,属于桌面级级别。
73.当然,以上仅为本发明较佳实施方式,并非以此限定本发明的使用范围,故,凡是在本发明原理上做等效改变均应包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。