1.本发明涉及金属件表面氟聚合物涂层喷涂成型工艺,属于耐腐蚀喷涂成型的技术领域。
背景技术:
2.功能性涂层覆盖范围较广,紧固件、五金物件、石油石化设备件、螺丝、螺母、白锁螺母、木材螺丝、电子附件、海洋构件等,根据其不同用途需要不同类型的表面处理,从而达到防腐蚀、耐高温、耐磨性等要求。
3.传统表面处理工艺包括:磷化处理、电镀锌、镀镉、镀锌镁合金、铝陶瓷,其存在抗腐蚀能力不足等问题,astmb-117抗腐蚀能力测试中,镀锌为120小时,镀镉和热浸锌为400~600小时,无法满足高温高湿高腐蚀环境的应用需求。
4.针对此情况,出现了ptfe氟聚合物涂料,其具备超薄特性,同时具有极强的耐腐蚀性能,有效延长产品使用寿命,具备不粘、低摩擦性能;抗多种化学品腐蚀;耐候性强等特点,此类防腐涂层已大规模应用于螺栓等紧固件上,为紧固件提供更好的防腐蚀能力,壁面螺栓锈死及延缓失效周期,更易安装和拆卸,在恶劣的腐蚀环境中表现卓越,被广泛应用于石油化工、核电、电力、天然气和海洋石油平台、水下设备、海水淡化设备的紧固件表面防腐处理,适用于材质不同级别的各类紧固件产品。材质包括:碳钢、合金钢、不锈钢等,运用于高强度碳钢或合金钢螺栓的涂覆中,可以在很多不锈钢螺栓强度低、不能满足设备设计要求的场合,取代不锈钢紧固件使用,能在防腐性能不低于不锈钢的情况下提高连接强度。
5.传统ptfe氟聚合物涂料喷涂作业前存在以下步骤:首先通过清洗剂进行金属表面清洁并风干,再通过喷砂对金属表面进行开粗配合磷化处理后得到磷化烘干工件,最终进行ptfe氟聚合物喷涂成型并烘干打磨。
6.其ptfe氟聚合物喷涂层的厚度一般控制在25μm~35μm,而ptfe氟聚合物喷涂层的附着稳定性与涂层固化均匀性较难控制,会造成涂层厚度出现较大波动,尤其是针对具备螺纹段的喷涂产品,螺纹段无法实现高精度打磨,其要求装配精度非常高,在此前针对此类高精度配合工件进行高精度成型时,一般采用预装配或参照装配的方式,参照装配能对螺纹段表面涂层进行微整形等改善,但是无疑增加了喷涂生产周期,同时存在喷涂层局部均匀性差易影响有效使用寿命。
技术实现要素:
7.本发明的目的是解决上述现有技术的不足,针对传统喷涂涂层存在固化均匀性较差及预组装成本较高周期长且质量较难控制等问题,提出金属件表面氟聚合物涂层喷涂成型工艺。
8.为了达到上述目的,本发明所采用的技术方案为:金属件表面氟聚合物涂层喷涂成型工艺,包括如下步骤:s1表面清洁,对金属件表面进行清洁剂表面清洁;
s2喷砂,对清洁后金属件表面进行喷砂处理,形成喷砂粗糙层;s3磷化烘干,对喷砂粗糙层进行磷化处理并烘干得到烘干磷化层;s4氟聚合物涂料喷涂,在烘干磷化层上进行ptfe氟聚合物涂料喷涂成型形成ptfe喷涂层;s5烘干,对ptfe喷涂层进行烘干固化形成固化ptfe层;所述步骤s4中,喷涂空间的露点温度为3℃~10℃,所述烘干磷化层的表面温度为露点温度 30℃
±
5℃,所述步骤s5中,具备针对ptfe喷涂层的若干温控检测点与针对若干温控检测点的温控照射或反射源,温控检测点间距为3cm~5cm,温控检测点的温度为225℃
±
15℃,相邻温控检测点的温度差小于10℃。
9.优选地,所述金属件为具备螺纹段的轴类锁固件。
10.优选地,所述步骤s4中,采用锥形喷涂嘴进行轴类锁固件的表面均匀喷涂。
11.优选地,所述步骤s4中,具备夹持所述轴类锁固件进行轴向旋转喷涂的轴向旋转喷涂治具,所述锥形喷涂嘴具备轴向线性位移,并且所述锥形喷涂嘴与所述轴类锁固件相径向相对。
12.优选地,所述步骤s5中,采用旋转烘干治具对所述轴类锁固件进行轴向旋转烘干。
13.优选地,所述步骤s5中,具备若干沿轴类锁固件轴向相间隔均匀分布的所述温控检测点,所述温控检测点具备检测位移和避让烘干位移。
14.优选地,所述步骤s1中,清洗剂为二氯甲烷。
15.优选地,所述步骤s2中,喷砂采用80目~120目的棕刚玉,喷砂压力为4~6bar。
16.本发明的有益效果主要体现在:1.采用温控检测点进行预烘干前的温度监控,满足涂层受热均匀性,确保涂层固化可靠均匀,无需打磨等作业即可满足涂层均匀性,易于实现后续组装。
17.2.通过锥形喷头线性位移与工件旋转相结合实现均匀喷涂,喷涂层均匀性较优,其与后端多点温控相结合能确保固化均匀性。
18.3.喷涂成型工艺得到简化,省略了传统打磨、预装配等涂层微调节作业,产品喷涂合格率得到较大提升,具备较高地经济价值。
附图说明
19.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:图1是本发明金属件表面氟聚合物涂层喷涂成型工艺的流程示意图。
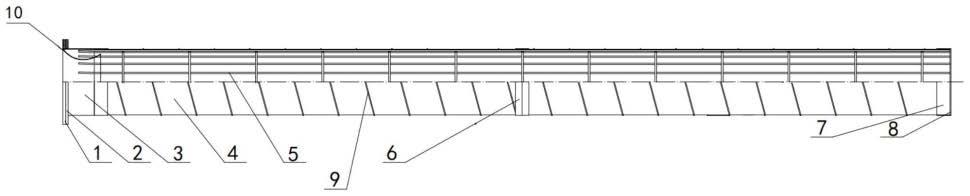
20.图2是本发明中轴向旋转喷涂治具与锥形喷涂嘴的结构示意图。
21.图3是本发明中旋转烘干治具与温控检测点的结构示意图。
具体实施方式
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员
在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与有关发明相关的部分。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
24.本发明提供金属件表面氟聚合物涂层喷涂成型工艺,如图1所示,包括如下步骤:s1表面清洁,对金属件表面进行清洁剂表面清洁,清洗剂为二氯甲烷。
25.s2喷砂,对清洁后金属件表面进行喷砂处理,形成喷砂粗糙层,喷砂采用80目~120目的棕刚玉,喷砂压力为4~6bar。
26.s3磷化烘干,对喷砂粗糙层进行磷化处理并烘干得到烘干磷化层。磷化工艺参照wx2016022201标准进行,要求零件处理后外观均匀一致。
27.s4氟聚合物涂料喷涂,在烘干磷化层上进行ptfe氟聚合物涂料喷涂成型形成ptfe喷涂层。
28.s5烘干,对ptfe喷涂层进行烘干固化形成固化ptfe层。
29.本案中,在氟聚合物涂料喷涂时,喷涂空间的露点温度为3℃~10℃,烘干磷化层的表面温度为露点温度 30℃
±
5℃。
30.即通过露点温度监控与金属件表面温度关联监控的方式,使得氟聚合物涂料喷涂均匀,该氟聚合物涂料为美国华福的xylan1425涂料。
31.在进行烘干作业时,具备针对ptfe喷涂层的若干温控检测点与针对若干温控检测点的温控照射或反射源,温控检测点间距为3cm~5cm,温控检测点的温度为225℃
±
15℃,相邻温控检测点的温度差小于10℃。
32.需要说明的是,本案喷涂成型工艺主要用于具备螺纹段的轴类锁固件。
33.在一个具体实施例中,如图2所示,采用锥形喷涂嘴1进行轴类锁固件的表面均匀喷涂。具备夹持轴类锁固件进行轴向旋转喷涂的轴向旋转喷涂治具2,锥形喷涂嘴1具备轴向线性位移,并且锥形喷涂嘴与轴类锁固件相径向相对。
34.具体地说明,通过锥形喷涂嘴1的线性位移与轴类锁固件的旋转位移相结合,能满足轴类锁固件的表面喷涂均匀性需求。
35.一般情况下,轴向旋转喷涂治具2的旋转速度为5~10转/秒,锥形喷涂嘴1的线速度为1cm/秒,锥形喷涂嘴1的喷射间距为3~5cm,喷涂完成后维持5秒旋转流平时间。
36.在一个具体实施例中,如图3所示,采用旋转烘干治具3对轴类锁固件进行轴向旋转烘干。具备若干沿轴类锁固件轴向相间隔均匀分布的温控检测点4,温控检测点4具备检测位移和避让烘干位移。
37.喷涂烘干作业时,采用热电偶等感温元件进行各温控检测点4的温度监控,通过调节温控源进行各温控检测点4的温度调节,在各温控检测点4温度调节完成后进行感温元件撤离,再进行旋转烘干治具3的位移到位,旋转烘干作业,一般烘干时间在120min~300min之间。
38.实施例一在氟聚合物涂料喷涂时,喷涂空间的露点温度为3℃,烘干磷化层的表面温度为露点温度35℃。氟聚合物涂料为美国华福的xylan1425涂料。
39.具备沿轴向6个温度监控点,两个边侧温度监控点温度为225℃,其余四个监控点温度分别为217℃、229℃、223℃、231℃,烘干时间为120min,制得样品一。
40.实施例二在氟聚合物涂料喷涂时,喷涂空间的露点温度为8℃,烘干磷化层的表面温度为露点温度40℃。氟聚合物涂料为美国华福的xylan1425涂料。
41.具备沿轴向6个温度监控点,两个边侧温度监控点温度为235℃,其余四个监控点温度分别为231℃、236℃、228℃、236℃,烘干时间为120min,制得样品二。
42.实施例三在氟聚合物涂料喷涂时,喷涂空间的露点温度为10℃,烘干磷化层的表面温度为露点温度40℃。氟聚合物涂料为美国华福的xylan1425涂料。
43.具备沿轴向6个温度监控点,两个边侧温度监控点温度为240℃,其余四个监控点温度分别为235℃、238℃、228℃、239℃,烘干时间为180min,制得样品三。
44.实施例四在氟聚合物涂料喷涂时,喷涂空间的露点温度为10℃,烘干磷化层的表面温度为露点温度45℃。氟聚合物涂料为美国华福的xylan1425涂料。
45.具备沿轴向6个温度监控点,两个边侧温度监控点温度为215℃,其余四个监控点温度分别为215℃、218℃、223℃、211℃,烘干时间为240min,制得样品四。
检测项最大涂层厚度最小涂层厚度附着力涂层硬度astmb-117测试(锈点时间)4000小时astmb-117测试样品一26.1μm25.9μm5b5h>2100h表面红锈<10%样品二27.3μm26.6μm5b5h>2100h表面红锈<10%样品三26.5μm25.7μm5b5h>2100h表面红锈<10%样品四26.7μm25.8μm5b5h>2100h表面红锈<10%
46.。
47.由此可知,经过本案喷涂成型工艺所制得的四组样品,其满足耐腐蚀测试,同时附着力与涂层硬度达到检测需求,另外,固化涂层最大厚度与最小厚度不超过1μm,涂层整体均匀,无需进行二次修磨与预组装配合,即可满足组装精度需求。
48.通过以上描述可以发现,本发明金属件表面氟聚合物涂层喷涂成型工艺,采用温控检测点进行预烘干前的温度监控,满足涂层受热均匀性,确保涂层固化可靠均匀,无需打磨等作业即可满足涂层均匀性,易于实现后续组装。通过锥形喷头线性位移与工件旋转相结合实现均匀喷涂,喷涂层均匀性较优,其与后端多点温控相结合能确保固化均匀性。喷涂成型工艺得到简化,省略了传统打磨、预装配等涂层微调节作业,产品喷涂合格率得到较大提升,具备较高地经济价值。
49.术语“包括”或者任何其它类似用语旨在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备/装置不仅包括那些要素,而且还包括没有明确列出的其它要素,或者还包括这些过程、方法、物品或者设备/装置所固有的要素。
50.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征作出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。