1.本发明涉及一种压边装置,尤其是涉及一种连续化自动压边装置。
背景技术:
2.金属板材可以通过加工作为各种柜体、箱体、电器和车体的壳体,在具体的加工过程中压边装置是不可或缺的,压边过程是指将板材4上的板材本体41固定,并将具有特定形状的板材压边部42进行下压或上压,构成直角折弯的形态。现有技术中的压边装置大多为定轨迹的压边结构或移动模块式压边结构。
3.其中定模具的压边结构只能实现简单产品的压边,且需要通过更换模具实现不同压边尺寸和形状,而模具的更换过程较为繁琐,影响整体的压边效率;而移动模块式压边结构虽然较为灵活,可实现程序化的设定,但因为其依赖于移动压边模块的轨迹化运动,移动压边模块在运动过程中需要较多移动耗时,在面对简单且较多数量的压边区域、多个变化尺寸的压边区域时其无法满足高速工业化生产的要求。
技术实现要素:
4.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种连续化自动压边装置,通过视觉获取单元实现压边位置和尺寸的快速获取,并基于获取的尺寸和位置信息生成多个可编排式压边头单元的下压程序,同时确定可移动模板块的位置调整程序,以此在板材传送的过程中实现连续化自动压边过程。
5.本发明的目的可以通过以下技术方案来实现:
6.本发明中连续化自动压边装置,包括板材传送单元、视觉获取单元、两个可移动模板块、多个可编排式压边头单元和位置调整组件,其中具体地:
7.板材传送单元以程序化的速度对板材进行传送;
8.视觉获取单元设于板材传送单元的起始端,获取板材的尺寸信息;
9.两个可移动模板块压于板材本体上;
10.多个可编排式压边头单元呈列连接于所述可移动模板块的一侧,根据特定的下压程序下压于板材压边部上;
11.位置调整组件与所述可移动模板块连接,实现可移动模板块纵向位置和横向位置的调整。
12.进一步地,所述两个可移动模板块对称设置。
13.进一步地,所述可编排式压边头单元包括连接于所述可移动模板块的一侧的气缸和连接于气缸输出杆上的压头。
14.进一步地,所述气缸为伺服气缸。
15.进一步地,所述视觉获取单元包括多个工业摄像头。
16.进一步地,所述板材传送单元为传送带。
17.进一步地,所述可移动模板块为界面为l型的压块,其中长边的长度为短边的1.3
~5倍。
18.进一步地,所述位置调整组件包括底板、第一移动块和第二移动块;
19.所述底板和第一移动块之间进行纵向相对位移;
20.所述第一移动块和第二移动块之间进行横向相对位移;
21.所述第二移动块与所述可移动模板块连接。
22.进一步地,所述底板上设有第一伺服电机,第一伺服电机的输出轴上连接有第一丝杆,所述第一丝杆螺接于第一移动块中;
23.所述第一移动块上设有第二伺服电机,第二伺服电机的输出轴上连接有第二丝杆,所述第二丝杆螺接于第二移动块中。
24.进一步地,所述连续化自动压边装置还包括微处理器,所述微处理器分别与板材传送单元、视觉获取单元、可编排式压边头单元、位置调整组件电连接。
25.进一步地,所述微处理器为arm处理器。
26.与现有技术相比,本发明具有以下优势:
27.1)本技术方案通过视觉获取单元实现压边位置和尺寸的快速获取,并基于获取的尺寸和位置信息生成多个可编排式压边头单元的下压程序,同时确定可移动模板块的位置调整程序,以此在板材传送的过程中实现连续化自动压边过程以此通过高速的时序化的下压路径实现板材压边任务,由此构成的高速压边通路极其适用于高速工业化生产的要求。
28.2)本技术方案中的位置调整组件能够根据获取的板材的位置和尺寸信息进行横向和纵向位置调整,以此使得两个可移动模板块压于特定尺寸的板材本体上,同时由于多个可编排式压边头单元呈列连接于所述可移动模板块的一侧,便根据特定的下压程序下压于板材压边部上,以此实现高度匹配的时序化的下压路径。
附图说明
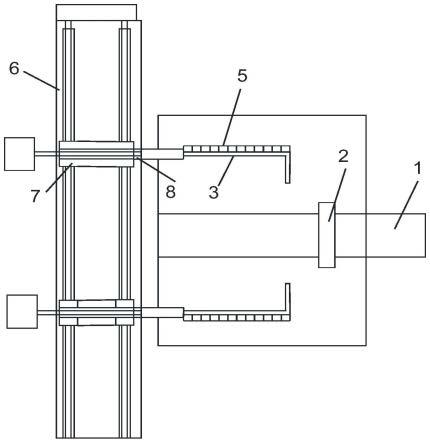
29.图1为本技术方案中连续化自动压边装置的平面结构示意图;
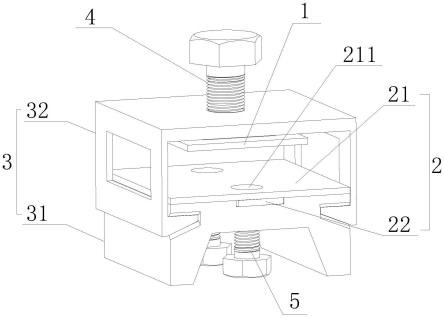
30.图2为可编排式压边头的设置结构图;
31.图3为板材的结构示意图。
32.图中:1、板材传送单元,2、视觉获取单元,3、可移动模板块,4、板材,41、板材本体,42、板材压边部,5、可编排式压边头单元,6、底板,7、第一移动块,8、第二移动块。
具体实施方式
33.下面结合附图和具体实施例对本发明进行详细说明。
34.实施例1
35.本发明中连续化自动压边装置,包括板材传送单元1、视觉获取单元2、两个可移动模板块3、多个可编排式压边头单元5和位置调整组件,参见图1。连续化自动压边装置还包括微处理器,微处理器分别与板材传送单元1、视觉获取单元2、可编排式压边头单元5、位置调整组件电连接。具体实施时,微处理器为arm处理器。本技术方案通过视觉获取单元2实现压边位置和尺寸的快速获取,并基于获取的尺寸和位置信息生成多个可编排式压边头单元5的下压程序,同时确定可移动模板块3的位置调整程序,以此在板材4传送的过程中实现连续化自动压边过程以此通过高速的时序化的下压路径实现板材压边任务,由此构成的高速
压边通路极其适用于高速工业化生产的要求。
36.板材传送单元1以程序化的速度对板材进行传送,具体实施时,板材传送单元1为传送带,传送带的伺服电机与微处理器电连接。
37.视觉获取单元2设于板材传送单元1的起始端,获取板材4的尺寸信息,具体实施时,视觉获取单元2包括多个工业摄像头,视觉获取单元2将获取的板材的图片以电信号的形式发送至微处理器,微处理器通过图像识别算法得到图片中板材本体41和板材压边部42的尺寸,并根据预设的比例尺换算得到实际的板材本体41和板材压边部42的尺寸和坐标位置。
38.两个可移动模板块3压于板材本体41上,两个可移动模板块3对称设置。可移动模板块3为界面为l型的压块,其中长边的长度为短边的1.3~5倍。
39.多个可编排式压边头单元5呈列连接于所述可移动模板块3的一侧,根据特定的下压程序下压于板材压边部42上。可编排式压边头单元5包括连接于所述可移动模板块3的一侧的气缸和连接于气缸输出杆上的压头,气缸为伺服气缸。每个伺服气缸独立于微处理器连接。
40.位置调整组件与所述可移动模板块3连接,实现可移动模板块3纵向位置和横向位置的调整。位置调整组件包括底板6、第一移动块7和第二移动块8;所述底板6和第一移动块7之间进行纵向相对位移;第一移动块7和第二移动块8之间进行横向相对位移;第二移动块8与所述可移动模板块3连接。底板6上设有第一伺服电机,第一伺服电机的输出轴上连接有第一丝杆,所述第一丝杆螺接于第一移动块7中。第一移动块7上设有第二伺服电机,第二伺服电机的输出轴上连接有第二丝杆,第二丝杆螺接于第二移动块8中。具体运行时,微处理器根据获取的板材4的位置和尺寸信息指令进行横向和纵向位置调整,微处理器向第一伺服电机和第二伺服电机发出指令,以此使得两个可移动模板块3压于特定尺寸的板材本体41上,同时由于多个可编排式压边头单元5呈列连接于所述可移动模板块3的一侧,便根据特定的下压程序下压于板材压边部42上,以此实现高度匹配的时序化的下压路径。
41.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。