具有装配量规和密封件磨损指示器的旋转接头护罩
相关申请的交叉引用
1.以下要求2020年11月4日提交的美国专利申请序列号17/089,235的优先权,该专利申请是要求2019年11月15日提交的美国临时专利申请序列号62/935,764的优先权的正式专利申请。
技术领域
2.本披露总体上涉及一种主要用于造纸工业的活塞式旋转接头,并且具体地涉及一种具有护罩和密封件磨损指示器的旋转接头,该护罩提供用于适当安装旋转接头的装配量规,该密封件磨损指示器用以增强旋转接头的预防性维护。
背景技术:
3.旋转接头通常在造纸工业中用于将蒸汽源和冷凝物源与造纸机的旋转干燥筒联接。旋转接头提供了形成在干燥筒的转动轴颈与用于将蒸汽和冷凝物输送进出干燥筒的静止结构之间的压力密封接头。通过使用弹簧加载的活塞和蒸汽压力,密封环被定位并压靠在附接到干燥筒的旋转轴颈端部的转动耐磨板。蒸汽管和冷凝管穿过活塞、耐磨板和干燥筒的轴颈,并且配备密封环以包围蒸汽管和冷凝管。
4.现有技术的旋转接头的安装是耗时且困难的过程。例如,旋转接头可以提供活塞,其中,在端部法兰与活塞之间使用压缩弹簧以迫使活塞抵靠密封环,这进而迫使密封环抵靠转动耐磨板和干燥筒的轴颈。由于密封环相对转动耐磨板和轴颈将不旋转的活塞密封,因此通过活塞施加到密封环的力很关键。通过活塞施加到密封环的力是通过压缩弹簧施加到活塞的压缩量的函数。因此,在将旋转接头组装到干燥筒时,必须准确测量压缩弹簧被压缩的长度。这需要安装者准确测量端部法兰与活塞之间的距离,鉴于旋转接头的结构、周围装备以及压缩弹簧的偏置力,这可能是困难的。
5.由于转动耐磨板抵靠密封环旋转,密封环明显开始磨损。弹簧偏置的活塞连续地向密封环施加压力,从而补偿密封环与耐磨板之间的摩擦引起的密封环的任何材料损失或磨损,使得密封环保持抵靠耐磨板适当地安置。尽管如此,密封环的厚度最终会减小,从而需要更换密封环。然而,很少有或没有关于何时必须更换密封环的有效指示器。例如,以前的磨损指示器包括紧固到弹簧偏置的活塞的突起,其中,一旦密封环过度磨损,突起最终接触耐磨板。当发生这种情况时,突起接合转动耐磨板,从而发出吵闹的长而尖的噪音,这应该会警示工作人员并指示需要更换密封环。然而,造纸厂的设施通常非常吵闹,因此,由突起接合耐磨板产生的噪音可能很难听到。此外,一旦突起接合转动耐磨板,突起可能被活塞剪断,从而阻止发出任何噪音,并可能导致剪断的突起损坏密封环或旋转接头的其他部件。如果不使用磨损指示器,则操作者可能连续测量从端部法兰到活塞的距离以确定密封环上的磨损量,或者操作者可能拆卸旋转接头以检查密封环。无论哪种方式,如果没有使用密封环指示器来指示密封环是否磨损,操作者必须关闭整个造纸过程并进行适当的测量和检查。这样的测量和检查是耗时的、困难的,并且会产生在工业环境中不期望的低效率。
6.最后,端部法兰与活塞之间的压缩弹簧典型地暴露于造纸过程的组成部分。由于压缩弹簧通常由金属材料制成,因此压缩弹簧由于聚集在压缩弹簧上的蒸汽和冷凝物以及可能与造纸过程结合使用的其他化学物质而经常生锈或被腐蚀。这要求定期更换或清洁压缩弹簧,这是耗时且高成本的过程,会造成造纸过程效率低下。
7.期望创造可以快速准确地安装和装配的用于造纸工业制造的旋转接头,同时针对密封环磨损提供简单的指示器,并提供保护压缩弹簧免受因与造纸过程相关联的蒸汽、冷凝物和其他化学物质而造成的生锈和腐蚀。
技术实现要素:
本披露提供了一种用于将静止体连接到旋转体的旋转接头,该旋转接头具有可连接到旋转体的可旋转耐磨板和安置在耐磨板中的密封环。弹簧偏置的活塞接合密封环并且保持密封环抵靠耐磨板安置,其中,活塞被多个压缩弹簧弹簧偏置,这些压缩弹簧压缩在端部法兰与活塞之间以将活塞朝向密封环偏置。护罩连接到端部法兰,并且端部法兰和活塞至少部分地设置在护罩内,其中,护罩具有延伸穿过其中的至少一个孔。活塞上形成有多个环形对准环,并且可通过护罩中的至少一个孔观察到多个对准环,以确认端部法兰与活塞之间的适当距离,以便建立施加到活塞抵靠密封环的适当弹簧力。多个环形对准环包括环形凹部,这些环形凹部基本平行,同时轴向且以相等预定距离间隔开。密封件磨损指示器可以连接到活塞并在暴露位置与非暴露位置之间移动,处于该暴露位置时,密封环未磨损,处于该非暴露位置时,密封环已磨损。密封件磨损指示器具有安置在活塞上的环形凹部内的环形环,其中,处于暴露位置时,环形环在护罩与密封环之间是可见的,并且其中,当环形环处于非暴露位置时,环形环在护罩与密封环之间是不可见的。护罩可以具有指针,该指针延伸到至少一个孔中的每个孔中以评估多个对准环的位置。标识器可以位于活塞上以标识多个对准环中的哪个对准环标识活塞的理想位置。孔可以延伸穿过活塞中的多个对准环之一,其中,活塞中的该孔与护罩中的至少一个孔周向对准,以通过护罩中的至少一个孔观察活塞中的该孔。护罩可以经由卡扣配合连接到端部法兰,其中,端部法兰具有突起,突起从端部法兰延伸并且被设置在护罩中的对应孔接纳并延伸到对应孔中。护罩可以进一步具有至少一个通风口,该至少一个通风口包括延伸穿过护罩的孔以在假如任何流体无意地从旋转接头逸出时观察到并允许流体通过该至少一个通风口逸出。护罩可以定位成覆盖和容纳压缩弹簧以避免或减少对压缩弹簧的腐蚀。
附图说明
8.当结合附图阅读时,从以下详细描述中最好地理解本披露。需要强调的是,根据惯常做法,附图的各种特征不是按比例绘制的。相反,为了清楚起见,各种特征的尺寸被任意扩大或缩小。
9.图1是本披露的附接到入口联接器和出口联接器的旋转接头的立体图;
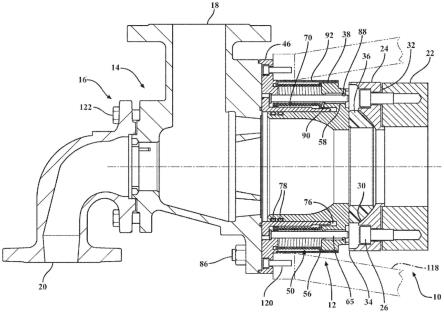
10.图2是本披露的旋转接头、入口联接器和出口联接器的截面视图;
11.图3是本披露的旋转接头的分解立体图;
12.图4是本披露的旋转接头的局部前视图和截面视图;
13.图5a是示出在密封环已磨损时本披露的旋转接头的密封件磨损指示器的前平面视图;
14.图5b是示出在密封环未磨损时本披露的旋转接头的密封件磨损指示器的前平面视图;
15.图6a是示出在密封环已磨损时本披露的旋转接头的密封件磨损指示器和密封环的截面视图;
16.图6b是示出在密封环未磨损时本披露的旋转接头的密封件磨损指示器和密封环的截面视图;以及
17.图7是示出本披露的旋转接头的活塞的对准凹环和护罩的对准孔的立体图。
具体实施方式
18.本披露涉及一种可以与造纸机(未示出)的旋转干燥筒(未示出)组合使用的旋转接头或旋转接头盒10。旋转接头10提供与干燥筒的密封连接,以从干燥筒传送加压蒸汽、水和空气以及将其传送到干燥筒。如图1中所见,旋转接头10具有本体部分12,该本体部分的一端连接到干燥筒并且相反端连接到入口联接器或接头本体14,该入口联接器或接头本体从加压源(未示出)接纳加压蒸汽和空气。出口联接器16连接到入口联接器14并与其连通以引导来自干燥筒的蒸汽、冷凝物和空气。设置有单独的通路(未示出)以允许加压蒸汽和空气从入口联接器14流到干燥筒。虹吸管(未示出)安装在入口联接器14的中心的下方、抵靠入口联接器14中的圆锥形锥状物安置、并用中空螺栓(未示出)固定到出口联接器16,从而允许来自干燥筒的蒸汽、冷凝物和空气穿过出口联接器16离开。
19.为了将加压蒸汽和空气引导到干燥筒,入口联接器14具有入口18以用于从加压源接纳加压蒸汽和空气,如图1至图2中所见。入口18与延伸穿过入口联接器14并穿过旋转接头10的本体部分12的入口通路(未示出)连通。出口联接器16连接到入口联接器14并具有出口20,以用于允许加压蒸汽、冷凝物和空气从干燥筒中逸出。出口20与延伸穿过出口联接器16的出口通路(未示出)连通并且与出口管(未示出)连通,出口管从出口联接器16延伸、穿过入口联接器14和旋转接头10的本体部分12、并进入干燥筒。出口管的内部限定出口通路,并且入口通路由邻近出口管的外周的环形空间(未示出)限定。出口管密封在入口联接器14与出口联接器16之间,使得进入的加压蒸汽和空气与离开的加压蒸汽、冷凝物和空气分离。
20.为了在造纸机的旋转干燥筒与旋转接头10的静止的本体部分12之间提供密封,干燥筒提供从干燥筒延伸的大致圆柱形的旋转轴颈端22,如在图2至图4中所见。旋转接头10提供大致圆柱形的耐磨板24,该耐磨板具有多个类似的孔,这些孔与干燥筒的轴颈端22中的对应螺纹孔对准。常规紧固件26延伸穿过耐磨板24中的孔并旋入轴颈端22中的螺纹孔中以将耐磨板24的前侧32连接到轴颈端22,从而使耐磨板24与轴颈端22一起旋转。耐磨板24进一步提供大致凹形或角形的凹部30,凹部从耐磨板24的内径朝向耐磨板24的面向旋转接头10的本体部分12的后侧34延伸。耐磨板24中的凹部30互补地或匹配地接纳大致圆柱形的密封环36,该密封环具有形状为大致凸形或截头圆锥形的外表面,以便被耐磨板24中的凹
部30互补地或匹配地接纳。耐磨板24在密封环36上旋转,其中,密封环36被允许与耐磨板24一起旋转、与活塞38保持静止、或根据配合部件的摩擦学特性以间歇速度旋转。因此,密封环36易于磨损,同时仍保持旋转接头10的本体部分12与耐磨板24之间的密封。密封环36由耐磨同时仍具有密封特性的材料(比如但不限于准金属,比如锑)制成。
21.为了在耐磨板24旋转时保持密封环36的位置和密封特性,活塞或喷嘴(nipple)38被弹簧偏置并设置在旋转接头10的本体部分12中。活塞38是大致圆柱形的并且具有蘑菇形构造,具有较大的头部部分40和从头部部分40整体延伸的较小的杆部分42。活塞38的头部部分40的基本平坦的前端44通过连续地向密封环36施加弹簧偏置力来接合密封环36,使得密封环36保持安置在旋转的耐磨板24的凹部30中。
22.活塞38通过使用大致圆柱形的端部法兰46被弹簧偏置,该端部法兰具有多个类似的周向隔开的凹环48,这些凹环形成在端部法兰46的前侧62中,以用于接纳和安置多个类似的压缩弹簧50中的每个压缩弹簧的第一端54。活塞38的头部部分40的后侧52也具有类似的大致圆形的凹入部分56,以用于安置每个压缩弹簧50的第二端60。多个类似的孔58延伸穿过活塞38的头部部分40并且与端部法兰46中的凹环48以及活塞38的头部部分40中的圆形凹部56对准但同轴上偏置。端部法兰46也具有多个类似的孔66,这些孔延伸穿过端部法兰46并与活塞38的头部部分40中的孔58对准并同轴,从而与端部法兰46中的凹环48对准并轴偏移。多个快速释放销65(如图2所示)或多个u形夹销64(如图3、图4、图6a和图6b所示)从端部法兰46的后侧84延伸穿过端部法兰46中的孔66、压缩弹簧50和活塞38的头部部分40中的孔58。应当注意,可以使用快速释放销65或u形夹销64或它们的组合。在非限制性披露中,可以使用六个快速释放销65或六个u形夹销64;然而,可以使用其他数量的快速释放销65和u形夹销64。由于孔58、66与端部法兰46中的凹环48和活塞38的头部部分40中的圆形凹部56同轴上偏置,因此快速释放销64或u形夹销64以非同轴方式延伸穿过压缩弹簧50。快速释放销65和u形夹销64各自具有比端部法兰46中的孔66大的头部68,从而防止快速释放销65或u形夹销64的头部68穿过端部法兰46中的孔66。端盖70具有大致圆柱形的蘑菇形构造,具有较大的头部部分72和较小的杆部分74。头部部分72接合快速释放销65或u形夹销64的头部68,并且端盖70的杆74在活塞38与压缩弹簧50之间延伸。端盖70的杆74以同轴方式接纳活塞38的杆42,活塞38的头部40提供用于接纳端盖70的杆74的端部的环形凹部76。一对类似的柔性o形环78安置在活塞38的杆42中的一对类似的环形凹部82中,以在端盖70的杆74与活塞38的杆42之间提供密封。端盖70的头部72通过一对固定螺钉80连接到端部法兰46。入口联接器14与端盖70的头部72以及端部法兰46的后侧84基本共面并邻接,并且端部法兰46通过使用常规紧固件86连接到入口联接器14。
23.为了在将旋转接头10安装到干燥筒的轴颈端22之前将旋转接头10的本体部分12保持在组装和加载位置,快速释放销65或u形夹销64的自由端延伸超过压缩弹簧50的第二端60并被活塞38中的孔58接纳,这些孔在数量和对准上与端部法兰46中的孔66相对应。活塞38中的孔58具有朝向压缩弹簧50的第二端60的缩窄部90,并且朝向活塞38的前端44变得大于缩窄部90。每个快速释放销65具有弹簧加载的突起88,该突起位于朝向快速释放销65的自由端,使得当快速释放销65插入活塞38的孔58中时,突起88在孔58的缩窄部90处缩回并且在穿过缩窄部90并进入孔58的更大部分时向外扩展。突起88的形状被设置成使得在不使用工具(未示出)将突起88缩回的情况下,快速释放销65不能被朝向压缩弹簧50撤回超过
活塞38的孔58中的缩窄部90。替代地,u形夹销64可以插入活塞38的孔58中,其中,u形夹销64延伸穿过孔58的缩窄部90并进入孔58的更大部分。固位环89插入设置在至少两个u形夹销64上的环形凹部中,以防止u形夹销64在不移除固位环89的情况下被朝向压缩弹簧50撤回超过活塞38的孔58中的缩窄部90。快速释放销65的突起88和u形夹销64的固位环89允许旋转接头10的本体部分12保持在组装的、略微加载的位置以便运输和安装,因为端部法兰46、压缩弹簧50、活塞38、快速释放销65和/或u形夹销64和端盖70组装在一起,其中压缩弹簧50被略微压缩。应当注意,本披露不限于使用所披露的快速释放销65或u形夹销64,而是可以使用其他销机构。
24.通过活塞38施加到密封环36的压力量是关键的,以便提供密封环36相对于耐磨板24的适当磨损和密封特性。端部法兰46与活塞38之间的距离决定了施加到压缩弹簧50的压缩量,这进而与通过活塞38施加到密封环36的压力量或力量相关。因此,必须小心监测端部法兰46与活塞38之间的距离,尤其是在将旋转接头10安装和装配到干燥筒的过程中。为了提供用于确定端部法兰46与活塞38之间的适当距离的简单而准确的方法,在端部法兰46与活塞38之间放置大致圆柱形的护罩92。护罩92的第一端94安置在设置在端部法兰46中的环形凹部内,并且此外,端部法兰46具有从端部法兰46的前侧62向外延伸的多个弧形突起96。在非限制性披露中,本披露示出了三个弧形突起96,但可以使用其他数量的弧形突起96。每个突起96具有径向向外延伸的接合部分98,该接合部分通过卡扣配合接合护罩92中的对应狭槽100。即,护罩92是略微柔性的,使得当护罩92放置在突起96上时,护罩92向外挠曲直到接合部分98接合狭槽100,从而允许护罩92挠曲回到其松弛位置。突起96允许将护罩92容易地组装到旋转接头10上,而无需使用紧固件或其他连接装置。护罩92的第二相反端102在活塞38的头部部分40的外径上延伸,从而允许护罩92包围和容纳压缩弹簧50。通过容纳压缩弹簧50,护罩92有助于防止蒸汽、水和化学物质腐蚀压缩弹簧50,从而减少或消除由于腐蚀和生锈而对压缩弹簧50进行清洁和维护的需要。孔形式的通风口104可以延伸穿过护罩92以帮助识别从密封件的泄漏并防止由泄漏引起的内部加压。通风口104可以是字母的形式而为旋转接头10的制造商进行广告。
25.为了确定压缩弹簧50的适当压缩并为旋转接头10提供装配量规,活塞38的头部部分40具有形成在活塞38的头部部分40的外径中的多个轴向且等距间隔开的、基本平行的、类似的环形凹部或环106,如图3和图7最佳所见。应当注意,本披露不限于多个环形凹部或环106,而是本披露还预期使用一个环形凹部或环106。由于环形凹环106是轴向间隔开的,所以当与护罩92的第二端102在活塞38的头部部分40上的相对位置相比时,环形凹环106用作测量端部法兰46与活塞38之间的距离的方式。为了进一步帮助标识端部法兰46与活塞38之间的期望距离,护罩92具有若干类似的孔108,这些孔延伸穿过护罩92的第二端102,与活塞38的头部部分40重叠。护罩92中的孔108用作观察活塞38中的环形凹环106的窗口。类似形状的指针或定位器110可以通过使护罩92的三角形部分延伸到孔108中来在孔108中形成,以准确评估活塞38中的环形凹环106的位置。小的圆形凹部或标识器112可以放置在环形凹环106之一中,以标识旋转接头10的理想或目标装配位置。延伸超过具有圆形凹部112的环形凹环106的环形凹环106然后可以对应于从目标装配位置延伸的变化量。例如,每个环形凹环106可以对应于从目标装配位置延伸的附加正负3mm。
26.为了监测密封环36的磨损,密封件磨损指示器114被放置在活塞38的头部部分40
上,如图5a、图5b、图6a和图6b中所见。密封件磨损指示器114可以包括环形环,该环形环安置在活塞38的头部部分40中的环形凹部中并且可以在建立在护罩92的第二端102与耐磨板24之间的环形空间中观察到。密封件磨损指示器114是“自动归零”的,因为密封件磨损指示器114不需要安装者干预来设置密封件磨损指示器114的起点。密封件磨损指示器114可以具有明亮的颜色以便于可见。当密封环36处于其最大尺寸时,比如当密封环36几乎没有磨损或没有磨损时,护罩92与耐磨板24之间的空间处于其最大。当密封环36几乎没有磨损或没有磨损时,可以从旋转接头10的外部观察到整个密封件磨损指示器114,从而向使用者指示密封环36几乎没有磨损或没有磨损,因此不需要更换密封环36。这被称为暴露位置。随着密封环36磨损,密封环36变得更小,并且弹簧偏置的活塞38背离静止护罩92且朝向耐磨板24更靠近地移动以保持密封环36抵靠耐磨板24安置和接合。当这种情况发生时,密封件磨损指示器114开始移动到耐磨板24中在耐磨板24的外周唇缘116下方,从而挡住部分密封件磨损指示器114而无法从旋转接头10的外部看到。一旦密封环36变得过于磨损,密封件磨损指示器114完全被挡住而无法从旋转接头10的外部观察到,从而向使用者指示必须更换密封环36。这被称为非暴露位置。密封件磨损指示器114提供了无须拆卸或测量旋转接头10而指示密封环36上的磨损量的简单方法和设备。
27.当将旋转接头10安装到造纸机的干燥筒上时,将耐磨板24与造纸机的旋转干燥筒的轴颈端22连接,并且将密封环36安置在耐磨板24内。如前所述预先组装旋转接头10的本体部分12并将其移动到位以连接到耐磨板24,其中,活塞38的前端44接合密封环36。通过使护罩92与活塞38的头部部分40重叠并且使护罩92中的孔108在活塞38的头部部分40中的凹入的对准环106上延伸,使旋转接头10的本体部分12适当地定位。然后朝向活塞38驱动或推动端部法兰46,从而将压缩弹簧50压缩并使快速释放销65或u形夹销64在活塞38中的孔58中向前移动。一旦端部法兰46被朝向耐磨板24驱动并且弹簧50被压缩,通过使用多个常规紧固件120将端部法兰46刚性地连接到刚性支架118。支架118进而连接到干燥筒上的静止安装法兰(未示出)。支架118被预先测量,并且旋转接头10被设计为当旋转接头10在安装位置连接到支架118时弹簧50被适当地压缩。为了确保和检查端部法兰46相对于活塞38的适当位置或装配,通过护罩92的孔108观察活塞38的头部部分40中的对准凹环106来确定旋转接头10的对准。理想地,凹入的对准环106之一上的圆形凹部112应与护罩92的孔108中的指针110对准。然而,如果在护罩92的孔108中观察不到圆形凹部112,而是可在护罩92的孔108中观察到其他对准环106之一,则对准仍然是可接受的。对准环106彼此轴向间隔开3mm,从而指示旋转接头10对于通过护罩92中的孔108观察的每个相邻对准环106偏离对准3mm。旋转接头10只能偏离中心或对准位置最多正负6mm或两个对准环106。一旦连接到支架118,通过在护罩92的孔108中观察对准环106来检查旋转接头10的对准。如果对准不适当,可以采取适当的步骤以通过在端部法兰46与支架118之间添加垫片或通过一些其他调节装置来将旋转接头10适当对准。如果对准适当,则经由常规紧固件86将入口联接器18连接到端部法兰46,并且通过常规紧固件122将出口联接器16连接到入口联接器18。
28.尽管已经结合目前认为是最实用和优选的实施例进行了本披露,但是应当理解,本披露旨在涵盖各种修改和等效布置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。