1.本技术涉及机械装置技术领域,特别涉及一种挂具。
背景技术:
2.目前,针对工件的镀膜处理,通常采用挂具对工件进行固定,利用挂具的旋转带动工件转动,进而对工件表面进行镀膜;然而在现有技术中,挂具的旋转过程并不平稳,尤其是当挂具沿竖直方向装设多个工件时,挂具的旋转轴线极易发生晃动,影响镀膜效果。
技术实现要素:
3.鉴于上述情况,有必要提供一种挂具,以提高旋转可靠性。
4.为实现上述目的,本技术提供一种挂具,包括挂架,所述挂架的一端用于外接一旋转装置以驱动所述挂具旋转,所述挂架上套设有若干个装载组件,若干个所述装载组件沿所述挂架的延伸方向均匀布设,若干个所述装载组件的重心与所述挂架的旋转中心的连线是一条直线;
5.每个所述装载组件包括载体、第一转动件及一对第二转动件,一对所述第二转动件对称布置于所述第一转动件的两侧,所述第一转动件及一对所述第二转动件分别套设于所述挂架并转动连接所述载体,所述载体用于装载工件,相邻两个所述装载组件的所述第一转动件及所述第二转动件分别相抵接。
6.可选地,所述挂架包括主支撑杆及一对辅助支撑杆,所述主支撑杆依次穿设于若干所述装载组件的所述第一转动件,且所述主支撑杆的一端用于外接一旋转装置以驱动所述挂具旋转;一对所述辅助支撑杆依次穿设于若干所述装载组件的一对所述第二转动件。
7.可选地,所述载体上具有贯穿其上下相对两侧的第一安装槽,所述第一转动件包括:
8.第一转台,转动设于所述第一安装槽内,且所述第一转台的两端转动连接所述载体;
9.第一套筒,转动连接所述第一转台,且所述第一套筒套设于所述主支撑杆上,所述第一套筒的转动轴线和所述第一转台的转动轴线不平行。
10.可选地,所述载体上还具有一对贯穿其上下相对两侧面的第二安装槽,一对所述第二安装槽对称布置于所述第一安装槽两侧,所述第二转动件包括:
11.第二转台,转动设于所述第二安装槽内,且所述第二转台的两端转动连接所述载体,且所述第二转台的转动轴线和所述第一转台的转动轴线相平行;
12.第二套筒,转动连接所述第二转台,且所述第二套筒套设于所述辅助支撑杆上,所述第二套筒的转动轴线和所述第一套筒的转动轴线相平行。
13.可选地,所述第一转台沿其转动轴线方向上的宽度大于所述第二转台,所述第一安装槽的宽度大于所述第二安装槽,每个所述第二安装槽的一侧还设有减重孔,以使所述装载组件的重心与所述主支撑杆的旋转中心位于同一直线上。
14.可选地,所述第一转台的两侧分别连接有第一旋转销,所述载体上设有第一旋转槽,所述第一旋转销的一端连接所述第一转台,所述第一旋转销的另一端转动设于所述第一旋转槽内,所述第一旋转销的宽度大于所述第一旋转槽,以使所述载体能够带动所述第一转台转动。
15.可选地,所述第二转台的两侧分别连接有第二旋转销;所述第二旋转销的旋转轴线与所述第一旋转销的旋转轴线相平行,所述载体设有第二旋转槽,所述第二旋转销的一端连接所述第二转台,所述第二旋转销的另一端转动设于所述第二旋转槽内,所述第二旋转销的宽度大于所述第二旋转槽,以使所述载体能够带动所述第二转台转动。
16.可选地,还包括:
17.装夹治具,套设在每个所述装载组件的所述载体上,用于装夹工件;
18.所述装夹治具包括:第一盖板和第二盖板,所述第一盖板和所述第二盖板装设配合以夹持所述工件,所述第二盖板设有卡环用于套设且固定在所述载体上,以使所述载体装载所述工件。
19.可选地,还包括角度调节组件,所述角度调节组件包括基座,所述基座与位于所述挂架末端的一所述装载组件的载体相抵接,用于抵推一装载组件的载体转动,以带动所有装载组件的第一转动件及第二转动件转动,从而带动其他所述装载组件的载体的转动,以调整所有装载组件上的所述装夹治具角度。
20.可选地,所述角度调节组件还包括角度调节器,所述基座设于所述角度调节器上,所述角度调节器用于调节所述基座的角度,从而调节若干所述装载组件的角度。
21.相对于上述背景技术,本技术提供的挂具,包括挂架,为了便于挂具旋转,挂架的一端用于外接一旋转装置,该旋转装置用于驱动挂具旋转;同时,挂架上套设有若干个装载组件,若干个装载组件沿挂架的延伸方向均匀布设,若干个装载组件的重心与挂架的旋转中心的连线是一条直线,也就是说,若干装载组件的重心均位于挂架的旋转轴线上。进一步地,每个装载组件包括载体、第一转动件及一对第二转动件,其中,一对第二转动件对称布置于第一转动件的两侧,第一转动件套设于挂架并转动连接载体,一对第二转动件分别套设于挂架并转动连接载体,载体用于装载工件,且相邻两个装载组件的第一转动件相互抵接,相邻两个装载组件的彼此相对的第二转动件相互抵接。
22.也就是说,利用载体对工件进行装载,第一转动件及一对第二转动件均转动设于载体上,且第一转动件及一对第二转动件分别套设于挂架,相邻两个装载组件的第一转动件及第二转动件分别相抵接,若干装载组件的重心均位于挂架的旋转轴线上,且当工件装载于载体上时,工件的重心同样位于挂架的旋转轴线上,如此一来,当挂架外接的旋转装置驱动挂具旋转时,能够确保挂架的旋转平稳,装载组件和工件的重心始终位于挂架的旋转轴线上,可避免因重心偏移而导致挂架在旋转过程中发生晃动,从而可提升旋转的可靠性,确保镀膜效果。
23.此外,相较于传统由于挂具旋转并不平稳而导致挂具装设的工件数量有限的设置方式,本技术提供的挂具,可大大提高挂具沿竖直方向装设工件的数量,从而可在不影响镀膜效果的基础上,提高镀膜的工作效率。
附图说明
24.为了更清楚地说明本技术的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
25.图1为本技术一实施例中挂具的立体结构示意图;
26.图2为图1所示挂具中装载组件的立体结构示意图;
27.图3为图1所示挂具中装夹治具的立体结构示意图;
28.图4为图1所示挂具中装夹治具的分解示意图;
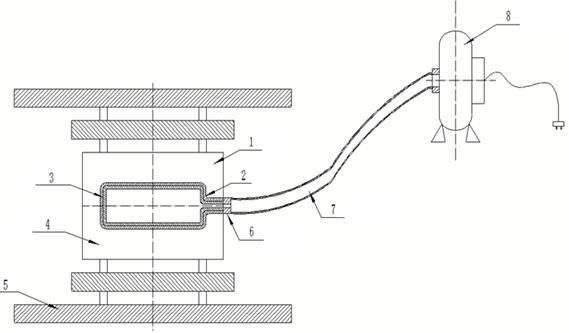
29.图5为本技术另一个实施例中挂具的立体结构示意图;
30.图6为图5所示挂具的侧视图;
31.图7为图6所示a部位的局部放大图;
32.其中:
33.100-挂具;
34.110-挂架、1101-主支撑杆、1102-辅助支撑杆;
35.120-装载组件、
36.121-载体、1211-第一安装槽、1212-第二安装槽、
37.122-第一转动件、1221-第一转台、1222-第一套筒、
38.123-第二转动件、1231-第二转台、1232-第二套筒、
39.124-减重孔、
40.125-第一旋转销、
41.126-第一旋转槽、
42.127-第二旋转销、
43.128-第二旋转槽、
44.129-延伸体、1291-定位件;
45.130-装夹治具、
46.131-第一盖板、1311-安装孔、
47.132-第二盖板、1321-卡环、13211-限位孔、1322-固定块、13221-固定孔、
48.133-紧固件;
49.140-角度调节组件、
50.1401-基座、14011-铰接轴、
51.1402-角度调节器、14021-调节杆、14022-底座、140221-调节孔、14023-固定件;
52.200-工件。
具体实施方式
53.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
54.为了使本技术领域的技术人员更好地理解本技术方案,下面结合附图和具体实施
方式对本技术作进一步的详细说明。
55.请参阅图1,本技术提供的挂具100,包括挂架110,为了便于挂具旋转,挂架110的一端用于外接一旋转装置(图中未示),该旋转装置用于驱动挂具100旋转;具体地,挂架110包括主支撑杆1101及一对辅助支撑杆1102,其中,主支撑杆1101沿其轴线方向的长度大于辅助支撑杆1102沿其轴线方向的长度,外接的旋转装置与主支撑杆1101连接,在外接的旋转装置的驱动作用下,挂具100旋转以对安装于挂具100上的工件进行镀膜。
56.需要说明的是,本实施例中的挂具100可以适用于真空物理气相沉积镀膜中具有曲面或不规则面的环状壳体、手机零部件、手表零配件等产品的镀膜。在通过真空物理气相沉积(pvd)技术对产品进行镀膜时,需要先将工件200进行固定,并将固定好的工件200安装到挂架110上,最后将整个挂具100固定到pvd炉中,并对产品进行镀膜。其中,pvd是英文physical vapor deposition的缩写,中文译为:物理气相沉积,是指在真空条件下,用物理的方法使材料沉积在被镀工件上的薄膜制备技术。
57.与此同时,挂架110上套设有若干个装载组件120,若干个装载组件120沿挂架110的延伸方向均匀布设,且若干个装载组件120的重心与挂架110的旋转中心的连线是一条直线,也就是说,若干装载组件120的重心均位于挂架110的旋转轴线上。
58.为了便于装夹工件200,还包括装夹治具130,装夹治具130套设在每个装载组件120上,装夹治具130用于装夹工件200。
59.在使用本具体实施例提供的挂具100的过程中,首先,需要将工件200固定至装夹治具130,然后将固定有工件200的装夹治具130套设至装载组件120上,并将装载组件120套设至挂架110上,然后将整个挂具100放入pvd炉中进行镀膜。
60.请一并参阅图2,每个装载组件120包括载体121、第一转动件122及一对第二转动件123,其中,一对第二转动件123对称布置于第一转动件122的两侧,第一转动件122套设于挂架110的主支撑杆1101并转动连接载体121,一对第二转动件123分别套设于挂架110的辅助支撑杆1102并转动连接载体121,载体121用于供装夹治具130套设,以实现装载工件200,且相邻两个装载组件120的第一转动件122相互抵接,相邻两个装载组件120的彼此相对的第二转动件123相互抵接。
61.也就是说,利用载体121对工件200进行装载,第一转动件122及一对第二转动件123均转动设于载体121上,且第一转动件122及一对第二转动件123分别套设于挂架110,相邻两个装载组件120的第一转动件122及第二转动件123分别相抵接,若干装载组件120的重心均位于挂架110的旋转轴线上,且当工件200通过装夹治具130装载于载体121上时,工件200的重心同样位于挂架110的旋转轴线上,如此一来,当挂架110外接的旋转装置驱动挂具旋转时,能够确保挂架110的旋转平稳,装载组件120和工件200的重心始终位于挂架110的旋转轴线上,可避免因重心偏移而导致挂架110在旋转过程中发生晃动,从而可提升旋转的可靠性,确保镀膜效果。
62.此外,相较于传统由于挂具旋转并不平稳而导致挂具装设的工件200数量有限的设置方式,本技术提供的挂具100,可大大提高挂具100沿竖直方向装设工件200的数量,从而可在不影响镀膜效果的基础上,提高镀膜的工作效率。
63.在本实施例中,挂架110包括主支撑杆1101及一对辅助支撑杆1102,主支撑杆1101依次穿设于若干装载组件120的第一转动件122,且主支撑杆1101的一端用于外接一旋转装
置(旋转装置外接,图中未示)以驱动挂具100旋转;一对辅助支撑杆1102依次穿设于若干装载组件120的一对第二转动件123。
64.如此一来,若干个装载组件120可沿挂架110的延伸方向均匀布设,且装载组件120的数量可以根据镀膜的需要进行增加,前提是能够保证挂具100运转的稳定性。
65.为了便于第一转动件122的运转,载体121上具有贯穿其上下相对两侧的第一安装槽1211,相应的,第一转动件122包括第一转台1221和第一套筒1222,其中,第一转台1221转动设于第一安装槽1211内,且第一转台1221的两端转动连接载体121;第一套筒1222转动连接第一转台1221,且第一套筒1222套设于主支撑杆1101上,第一套筒1222的转动轴线和第一转台1221的转动轴线不平行。
66.作为优选的一种设置方式,第一套筒1222的转动轴线和第一转台1221的转动轴线垂直。
67.同样的,为了便于第一转动件122的运转,载体121上还具有一对贯穿其上下相对两侧面的第二安装槽1212,一对第二安装槽1212对称布置于第一安装槽1211两侧;相应的,第二转动件123包括第二转台1231和第二套筒1232,其中,第二转台1231转动设于第二安装槽1212内,且第二转台1231的两端转动连接载体121,且第二转台1231的转动轴线和第一转台1221的转动轴线相平行;第二套筒1232转动连接第二转台1231,且第二套筒1232套设于辅助支撑杆1102上,第二套筒1232的转动轴线和第一套筒1222的转动轴线相平行。
68.需要注意的是,上述第一转台1221和第二转台1231均可以设置为横截面为矩形的环状结构,第一套筒1222可转动地设于第一转台1221内,第二套筒1232可转动地设于第二转台1231内。具体地,为了使第一套筒1222和第二套筒1232可分别相对于第一转台1221和第二转台1231顺利转动,可以沿第一转台1221的转动轴线方向使第一套筒1222与第一转台1221间隙设置,可以沿第二转台1231的转动轴线方向使第二套筒1232与第二转台1231间隙设置,且间隙的范围根据实际需要确定。
69.与此同时,第一转台1221沿其转动轴线方向上的宽度大于第二转台1231的宽度,第一安装槽1211的宽度大于第二安装槽1212的宽度,且每个第二安装槽1212的一侧还设有减重孔124,以使装载组件120的重心与主支撑杆1101的旋转中心位于同一直线上。
70.此外,第一套筒1222沿其轴线方向的高度大于第一转台1221的高度,第二套筒1232沿其轴线方向的高度大于第二转台1231的高度,而第一转台1221和第二转台1231二者的高度可以设置为与载体121的高度相同。当然,也可以使第一转台1221或第二转台1231的高度与载体121的高度不同,具体根据实际情况确定。
71.为了便于第一转台1221的旋转运动,第一转台1221的两侧分别连接有第一旋转销125,相应的,载体121上设有第一旋转槽126,第一旋转销125的一端连接第一转台1221,第一旋转销125的另一端转动设于第一旋转槽126内。第一旋转销125的纵截面大致呈扁平状,第一旋转槽126的纵截面大致呈圆形状,沿垂直于第一旋转销125的纵截面方向,第一旋转销125的宽度大于第一旋转槽126的最大宽度,以使载体121能够带动第一转台1221转动。
72.参照第一转台1221设置方式,第二转台1231的两侧分别连接有第二旋转销127;第二旋转销127的旋转轴线与第一旋转销125的旋转轴线相平行,载体121设有第二旋转槽128,第二旋转销127的一端连接第二转台1231,第二旋转销127的另一端转动设于第二旋转槽128内。第二旋转销127的纵截面大致呈扁平状,第二旋转槽128的纵截面大致呈圆形状,
沿垂直于第二旋转销127的纵截面方向,第二旋转销127的宽度大于第二旋转槽128的最大宽度,以使载体121能够带动第二转台1231转动。
73.此处需要说明的是,在本实施例中,第一旋转销125设于第一旋转槽126内的一端端面与载体121的外侧端面齐平;第二旋转槽128和与之对应的减重孔124连通,第二旋转销127穿过第二旋转槽128并设于减重孔124中。
74.此外,载体121上还设有延伸体129,延伸体129用于和装夹治具130套设固定。当装夹治具130和延伸体129固定时,载体121未设置延伸体129的局部表面和装夹治具130之间形成避让空间。
75.作为优选的,当载体121为矩形结构时,四个延伸体129分布于载体121的四个角上,有利于装夹治具130稳定地套设于载体121上。套设固定时,载体121和装夹治具130两者中的一者设有限位槽结构,另一者设有定位件1291,定位件1291用于和限位槽结构卡嵌固定,在本实施例中,优选在延伸体129上设置定位件1291。
76.请一并参阅图3和图4,装夹治具130套设在每个装载组件120的载体121上,用于装夹工件200。具体地说,装夹治具130包括第一盖板131和第二盖板132,第一盖板131和第二盖板132装设配合以夹持工件200,其中,第二盖板132设有卡环1321,卡环1321用于套设且固定在载体121上,以使载体121装载工件200。
77.在本实施例中,装夹治具130还包括紧固件133,第一盖板131设有安装孔1311,第二盖板132还设有固定块1322,固定块1322设有固定孔13221;紧固件133穿过安装孔1311设于固定孔13221中。
78.安装工件200时,先将工件200设于第二盖板132上,然后,将第一盖板131通过紧固件133固定于第二盖板132上,这样即可使第二盖板132和第一盖板131配合固定工件200,工件200固定好后,工件200的外侧壁外露。
79.工件200安装好后,利用卡环1321和载体121上的延伸体129套设固定,卡环1321呈框型结构,延伸体129设于卡环1321的相邻两边,且四个延伸体129对应固定卡环1321的四个内侧边角。
80.与此同时,卡环1321上设有限位孔13211,限位孔13211用于与延伸体129上的定位件1291卡嵌固定。当然,限位孔13211的数量和位置可以分别根据定位件1291的数量和位置确定,本文对此并不做具体限制。
81.请一并参阅图5、图6和图7,挂具100还包括角度调节组件140,角度调节组件140包括基座1401和角度调节器1402,基座1401与位于挂架110末端的一装载组件120的载体121相抵接,基座1401用于抵推一装载组件120的载体121转动,以带动所有装载组件120的第一转动件122及第二转动件123转动,在基座1401的带动下,可带动其他装载组件120的载体121转动,以调整所有装载组件120上的装夹治具130角度。
82.可以理解的是,为了便于带动所有装载组件120的第一转动件122及第二转动件123转动,相邻两个装载组件120的第一转动件122相互抵接,具体地,一第一套筒1222与上下相邻的第一套筒1222抵接;相邻两个装载组件120的彼此相对的第二转动件123相互抵接,具体地,一第二套筒1232与上下相邻的第二套筒1232抵接,从而使一装载组件120的载体121带动该装载组件120的第一转动件122及第二转动件123转动时,能够带动其他装载组件120的第一转动件122及第二转动件123转动,从而带动其他装载组件120的载体121转动,
以调整装载组件120上的装夹治具130角度。
83.与此同时,基座1401设于角度调节器1402上,角度调节器1402用于调节基座1401的角度,从而调节若干装载组件120的角度。
84.更加具体地说,角度调节器1402包括底座14022和调节杆14021,底座14022上设有调节孔140221,调节杆14021的一端连接于基座1401,另一端穿过调节孔140221,并通过一穿设调节孔140221的固定件14023固定于底座14022上,基座1401通过一铰接轴14011铰接于底座14022上,这样一来,通过调节调节杆14021固定于底座14022上的位置,以对基座1401相对于底座14022的角度进行调节,且基座1401相对于底座14022的转动角度大于0
°
且小于90
°
。
85.上述的挂具100使用时,首先,需要将工件200装夹固定于装夹治具130的第一盖板131和第二盖板132之间,然后将固定有工件200的装夹治具130套设至装载组件120的载体121上,并将装载组件120的第一转动件122、一对第二转动件123依次套设至挂架110的主支撑杆1101及一对辅助支撑杆1102上,如此,依次将若干个装载有产品200的装载组件120套设于挂架110上,并使相邻两个装载组件120的第一转动件122及一对第二转动件123相互抵接,并使位于挂架110末端的一装载组件120的载体121与基座1401相抵接,通过角度调节器1402调节基座1401的角度,从而调节所有装载组件120装载的工件200的角度。待角度调整好后,将挂架110的主支撑杆1101一端外接一旋转装置,通过旋转装置带动挂具360
°
旋转,同时通过pvd炉对挂具100上的工件200进行镀膜。待镀膜后,依次将若干个装载组件120从挂架110上拆下来,再将固定有工件200的装夹治具130从装载组件120上拆下来,并对装夹治具130进行拆夹,取出镀膜后的工件200。
86.需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
87.以上对本技术所提供的挂具进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。