1.本公开涉及对用于对电子基板涂布流体的供给部件进行清扫的对基板作业机和清扫方法。
背景技术:
2.以往,关于上述对基板作业机和清扫方法,提出了各种技术。例如,下述专利文献1所记载的技术具备:管嘴,具有对涂布对象物喷出液体的液体喷出部;储液箱,贮存用于防止存在于液体喷出部的液体干燥的药液,并且在上方具有开口,能够供管嘴从开口插入;以及刷子,配置于储液箱的内部,并且在管嘴插入到储液箱时,摩擦液体喷出部而清扫液体喷出部。
3.现有技术文献
4.专利文献
5.专利文献1:2017-7435号公报
技术实现要素:
6.发明所要解决的课题
7.本发明的课题在于,在具备用于对电子基板涂布流体的供给部件的对基板作业机中,更理想地对供给部件进行清扫。
8.用于解决课题的技术方案
9.本说明书公开了一种对基板作业机,具备:供给部件,向电子基板供给在电子基板的生产中使用的流体;第一支撑部,供第一擦拭体设置;第二支撑部,供第二擦拭体设置;致动器,使第一支撑部以及第二支撑部中的至少一方移动;以及控制部,执行如下的清扫处理:通过利用致动器使第一支撑部以及第二支撑部成为接近的状态来清扫供给部件。
10.发明效果
11.根据本公开,在具备用于对电子基板涂布流体的供给部件的对基板作业机中,更理想地清扫供给部件。
附图说明
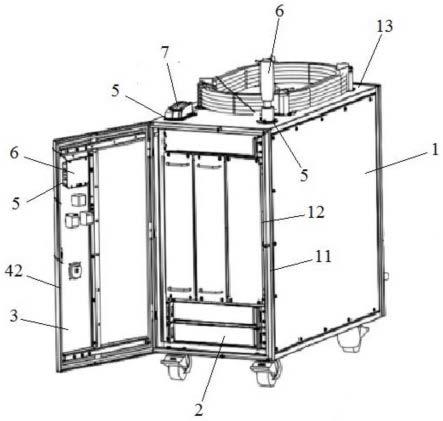
12.图1是表示本实施方式的对基板作业机的立体图。
13.图2是表示吸嘴的立体图。
14.图3是表示吸嘴的立体图。
15.图4是表示管嘴储料器的俯视图。
16.图5是表示管嘴储料器的侧视图。
17.图6是表示挡板移动装置的侧视图。
18.图7是用于说明该对基板作业机的控制结构的图。
19.图8是示意性地表示清扫单元的侧视图。
20.图9是示意性地表示针、第一擦拭体以及第二擦拭体的俯视图。
21.图10是用于实现清扫方法的流程图。
22.图11是示意性地表示清扫单元的侧视图。
23.图12是示意性地表示清扫单元的侧视图。
24.图13是示意性地表示清扫单元的侧视图。
25.图14是示意性地表示针、第一擦拭体以及第二擦拭体的俯视图。
26.图15是示意性地表示针、第一擦拭体以及第二擦拭体的俯视图。
27.图16是示意性地表示针、第一擦拭体以及第二擦拭体的俯视图。
28.图17是示意性地表示针、第一擦拭体以及第二擦拭体的变更例的俯视图。
29.图18是表示清扫方法的执行时机的流程图。
30.图19是表示针转印管嘴的立体图。
具体实施方式
31.以下,参照附图对本公开的优选的实施方式进行详细说明。但是,在附图中,省略了结构的一部分而进行描绘,所描绘的各部分的尺寸比等未必准确。进而,在附图中,附图标记d1表示作为左右方向的x轴方向。附图标记d2表示作为前后方向的y轴方向。附图标记d3表示作为上下方向的z轴方向。
32.如图1所示,在本实施方式中,两个对基板作业机16a、16b以相邻地排列的状态设置于共通基座14上。x轴方向d1是各对基板作业机16a、16b相邻地排列的方向。y轴方向d2是与x轴方向d1正交的水平方向。z轴方向d3是与x轴方向d1以及y轴方向d2这双方、即水平面正交的方向。因而,x轴方向d1、y轴方向d2以及z轴方向d3相互正交。
33.各对基板作业机16a、16b是相同的结构。以下,在不区分地统称各对基板作业机16a、16b的情况下,标记为对基板作业机16。对基板作业机16具备对基板作业机主体20、搬运装置22、移动装置24、供给装置26、头单元28以及管嘴站34等。
34.对基板作业机主体20具有框架部30以及梁部32。梁部32架设于框架部30的上方。此外,在框架部30的前方侧的端部设有带式供料器支撑台77。
35.搬运装置22具备两个传送装置40、42以及基板保持装置48(图7)。各传送装置40、42沿x轴方向d1延伸,相互平行地设于框架部30。各传送装置40、42将传送用马达46(图7)作为驱动部等,将支撑于各传送装置40、42的例如印刷基板等电子基板44(图8)沿x轴方向d1搬运。基板保持装置48(图7)将搬运来的电子基板44(图8)在预定的位置上推并固定。
36.移动装置24具备未图示的、y轴方向滑动机构以及x轴方向滑动机构等。y轴方向滑动机构具有未图示的、沿y轴方向d2延伸的一对导轨、滑动件以及y轴马达62(图7)等。导轨固定于梁部32。滑动件根据y轴马达62(图7)的驱动而被导轨引导,从而向y轴方向d2的任意位置移动。同样地,x轴方向滑动机构具有未图示的、沿x轴方向d1延伸的一对导轨、滑动件50以及x轴马达64(图7)等。x轴方向滑动机构的导轨固定于y轴方向滑动机构的滑动件。x轴方向滑动机构的滑动件50根据x轴马达64(图7)的驱动而被导轨引导,从而向x轴方向d1的任意位置移动。在x轴方向滑动机构的滑动件50固定有头单元28。
37.供给装置26是供料器型的供给装置,设于框架部30的前方侧的端部。供给装置26具有多个带式供料器70。带式供料器70支撑于带式供料器支撑台77。带式供料器70根据送
出装置78(图7)等的驱动,将卷绕于带盘72的带化元件拉出并开封,从而将电子元件向带式供料器70的下游侧送出并供给。
38.在头单元28能够更换地安装有从多个种类的头中选择出的一个头。在多个种类的头中,例如存在有安装头29、胶合头(以下,表述为gl头)500(图8)等。在图1中,安装头29安装于头单元28。头单元28具备正负压供给装置52(图7)、管嘴升降装置54(图7)以及管嘴旋转装置56(图7)等。与此相对地,安装头29具备四个吸嘴轴(未图示)等。此外,关于gl头500(图8),在后面叙述。
39.各吸嘴轴相对于xy平面(水平面)上的形状为大致圆形形状的安装头29的轴,在xy平面(水平面)上均等地配置。在吸嘴轴的下方固定有吸嘴支架(未图示)。吸嘴支架将吸嘴260(图2、图3)保持为能够装卸。另外,在安装头29形成有供从头单元28的正负压供给装置52供给负压空气和正压空气的供给路。由此,安装头29通过被供给负压空气而利用吸嘴260(图2、图3)吸附并保持电子元件58(图8),通过被供给少量的正压空气而能够使所保持的电子元件58(图8)脱离。即,安装头29对电子元件58(图8)进行吸附并向电子基板44(图8)安装。
40.管嘴升降装置54使吸嘴轴在上下方向即z轴方向d3上升降。管嘴旋转装置56使吸嘴轴围绕安装头29的轴心公转。详细而言,管嘴旋转装置56对应每个预先决定的停止位置使吸嘴轴间歇旋转。另外,管嘴升降装置54在四个停止位置中的一个、即预先决定的升降位置使吸嘴轴升降。管嘴旋转装置56使吸嘴轴围绕其轴心自转。由此,吸嘴260(图8)能够变更所保持的电子元件58(图8)的上下方向上的位置以及电子元件58(图8)的保持姿势。
41.管嘴站34设于框架部30上,具有管嘴储料器600。在管嘴储料器600中收容有多个吸嘴260(图2、图3)。在该管嘴站34中,根据需要进行安装于安装头29的吸嘴260(图2、图3)与收容于管嘴储料器600的吸嘴260(图2、图3)的更换等。另外,管嘴储料器600能够相对于管嘴站34装卸,能够在对基板作业机16的外部进行收容于管嘴储料器600的吸嘴260(图2、图3)的回收、吸嘴260(图2、图3)向管嘴储料器600的补给等。
42.使用图2以及图3,对吸嘴260进行说明。吸嘴260由主体筒264、凸缘部266、吸附管268以及卡止销270构成。主体筒264呈圆筒状,凸缘部266以向主体筒264的外周面伸出的方式被固定。吸附管268呈较细的管状,以从主体筒264的下端部朝向下方延伸出的状态被主体筒264保持为能够沿轴线方向移动。卡止销270以沿主体筒264的径向延伸的方式设于主体筒264的上端部。吸嘴260利用卡止销270,通过单触操作能够装卸地安装于安装头29。另外,在安装头29内置有弹簧(省略图示),该弹簧对安装于安装头29的吸嘴260的吸附管268赋予弹力。由此,该吸附管268被内置于安装头29的弹簧的弹力向从主体筒264的下端部向下方延伸的方向施力。另外,在凸缘部266的上表面附有二维码274。在二维码274中,作为单独信息,示出了吸嘴260的id(identification:身份证明)等。
43.说明对基板作业机16的安装作业。电子基板44(图8)由传送装置40、42搬运至预定的位置,并由基板保持装置48固定。与此相对地,移动装置24使安装头29移动至供给装置26。接着,吸嘴260下降至供给装置26的供给位置,吸附并保持电子元件58(图8)。之后,吸嘴260上升。此外,由于安装头29具有四个吸嘴轴,因此最多能够保持四个电子元件58(图8)。在安装头29吸附并保持多个电子元件58(图8)时,反复进行吸嘴轴朝向升降位置的旋转和升降位置处的升降。接着,移动装置24使安装头29移动至电子基板44(图8)的安装位置的上
方。接着,吸嘴260下降至电子基板44(图8)的附近位置,使电子元件58(图8)脱离。与电子元件58(图8)的吸附的情况同样地,在安装头29安装多个电子元件58(图8)时,反复进行吸嘴轴朝向升降位置的旋转和升降位置处的升降。进而,通过反复进行由安装头29进行的、从电子元件58(图8)的吸附到脱离为止的一系列作业而向电子基板44(图8)安装多个电子元件58(图8)。
44.接着,使用图4以及图5,对管嘴储料器600进行说明。管嘴储料器600如上述吸嘴260那样,构成为能够收容多个安装电子元件58(图8)的吸嘴。管嘴储料器600具备作为管嘴储料器主体或者管嘴收纳部件的管嘴收纳台620以及作为阻止管嘴取出部件或者管嘴防脱离部件的挡板622。
45.如图4所示,在管嘴收纳台620设有多个管嘴收纳孔624,分别以能够取出的方式收纳有一个吸嘴260。这些管嘴收纳孔624分别构成管嘴收纳部。管嘴收纳孔624被设为在挡板622的移动方向(前后方向d2)和在与管嘴收纳台620的板面平行的一个平面内与挡板移动方向正交的方向(左右方向d1)上分别以一定间距排列的状态。这些管嘴收纳孔624分别是具有能够收容吸嘴260的凸缘部266的大径孔部626和能够收容吸附管268的小径孔部628的阶梯孔。
46.进而,对于管嘴储料器600的多个管嘴收纳孔624中的每一个,设定有作为在管嘴储料器600中单独地识别管嘴收纳孔624的收纳部单独识别信息的收纳部单独识别码,在本实施方式中,在管嘴收纳台620的上表面,对于全部管嘴收纳孔624中的每一个描绘有作为收纳孔单独识别码的编号。在由作业者将吸嘴260收纳于管嘴收纳孔624时,管嘴收纳位置由该编号指示,作业者能够观察编号而将吸嘴260收纳于指定的管嘴收纳孔624。
47.接着,对挡板622进行说明。挡板622呈板状,设有与管嘴收纳孔624相对应的多个开口660,以能够在与该板面平行的方向上移动的方式安装于管嘴收纳台620。开口660形成为以与管嘴收纳孔624的大径孔部626相对应的大小的大开口部662和与小径孔部628相对应的大小的小开口部664这两者的局部重叠的状态设置而成的不倒翁形状。
48.在管嘴收纳台620与挡板622之间配设有施力装置的一种、即作为弹性部件的拉伸螺旋弹簧(以后,简称为弹簧)668,如图4所示,对挡板622向移动到阻止管嘴取出位置的朝向施力。挡板622在从管嘴收纳台620的上表面上朝向侧方下降之后,朝向管嘴收纳台620的下方弯入,在该弯入部670设有弹簧668。阻止管嘴取出位置是小开口部664位于管嘴收纳孔624上的状态。在该状态下,挡板622的划定小开口部664的部分与收容于管嘴收纳孔624的吸嘴260的凸缘部266卡合,阻止吸嘴260被从管嘴储料器600取出。另外,在大开口部662位于管嘴收纳孔624上、挡板622位于允许管嘴取出位置的状态下,能够将吸嘴260从管嘴储料器600取出。
49.挡板622在管嘴储料器600安装于框架部30的储料器保持台764(图6)上的状态下,与设于框架部30的挡板移动装置770(图6)卡合而移动。因此,在挡板622的所述弯入部670设有开口674以及卡合部676,挡板移动装置770(图6)被卡合。这些开口674以及卡合部676被设为位于弹簧668的轴线上的状态。
50.此外,管嘴储料器600的下方侧由从储料器保持台764(图6)朝向上方突出的定位销774(图8)以及支撑部件820(图8)等支撑,从而安装于框架部30的储料器保持台764(图6)。
51.挡板622在阻止管嘴取出位置与允许管嘴取出位置之间的移动由引导装置680引导。引导装置680构成为包括竖立设置于管嘴收纳台620的作为引导部件的多个引导销682以及与其移动方向平行地设于挡板622且与引导销682嵌合的作为被引导部的多个长孔684。引导装置680还作为规定基于所述弹簧668的施力的挡板622的移动限度的移动限度规定装置发挥功能。通过使引导销682与长孔684的端面卡合,挡板622的移动限度被规定,被保持为位于阻止管嘴取出位置的状态。在管嘴储料器600被从框架部30的储料器保持台764(图6)卸下的状态下,通过弹簧668的施力而使挡板622位于阻止管嘴取出位置,在管嘴收纳台620的搬运时也起到防止吸嘴260从管嘴收纳台620脱落的作用。挡板622也是防脱部件。引导装置680还作为阻止挡板622在与管嘴收纳台620的板面平行的方向上旋转的旋转阻止装置发挥功能。
52.挡板622通过与其移动方向(前后方向d2)平行地设置的多个长孔688以及竖立设置于管嘴收纳台620的上浮防止部件690来防止从管嘴收纳台620上浮。上浮防止元件690以能够相对移动的方式插通于长孔688,并且在未图示的大径的头部防止挡板622的上浮。这些长孔688和上浮防止部件690构成上浮防止装置694。在图4中,上浮防止部件由双点划线图示。
53.使用图6对挡板移动装置770进行说明。挡板移动装置770包括沿前后方向d2设于储料器保持台764的一对气缸800。气缸800是作为流体压致动器的流体压缸的一种,构成驱动源。这些气缸800沿上下方向d3排列设置,共用缸壳体802,遍及各活塞杆804的前端部地沿上下方向d3设有卡合部件806,并且在该卡合部件806的上端部设有卡合部808。卡合部808在储料器保持台764的宽度方向上较长,即使管嘴储料器的形状、尺寸不同,也能够与挡板卡合。另外,卡合部808的与储料器保持台764的前后方向d2平行的方向上的长度比设于上述挡板622的开口674的前后方向d2(与挡板移动方向平行的方向)上的长度稍短,卡合部808成为在前后方向d2上残留有间隙地与开口674嵌合的状态。另外,在卡合部808的前部设有越靠前方越朝向下方倾斜的倾斜面810。
54.当管嘴储料器600安装于框架部30的储料器保持台764时,卡合部件806在卡合部808处嵌合于挡板622的开口674,通过活塞杆804的伸缩而使挡板622移动。挡板622通过活塞杆804的收缩而朝向允许管嘴取出位置移动并打开,通过伸长而朝向阻止管嘴取出位置移动并关闭,活塞杆804的收缩端通过卡合部件806与突出设置于缸壳体802的止挡件812抵接而被规定,伸长端由活塞的行程末端规定。止挡件812在本实施方式中由调整螺栓构成,能够调节活塞杆804的收缩端、即卡合部件806的后退端位置。
55.当管嘴储料器600安装于框架部30的储料器保持台764时,活塞杆804位于伸长端位置、即卡合待机位置,通过管嘴储料器600朝向储料器保持台764的安装,卡合部808与开口674嵌合。若在该状态下使活塞杆804收缩,则挡板622克服弹簧668的作用力而移动,朝向允许管嘴取出位置移动。挡板622的移动由引导装置680引导,但是在引导销682与长孔684的端面卡合之前,卡合部件806与止挡件812抵接而阻止挡板622的移动,并且使其位于允许管嘴取出位置。
56.若使活塞杆804伸长,则挡板622通过弹簧668的施力而追随卡合部件806,从而朝向阻止管嘴取出位置移动。然后,在活塞杆804到达行程末端之前,引导销682与长孔684的端面卡合而使挡板622在阻止管嘴取出位置处停止,活塞杆804从该状态起进一步稍微伸长
而到达行程末端,卡合部808被保持为位于开口674内的、在挡板移动方向的两侧残留有间隙地嵌合的位置的状态。该位置是所述卡合待机位置。继续向气缸800供给压缩空气,即使将管嘴储料器600从储料器保持台764卸下,卡合部件806也被保持为位于卡合待机位置的状态,接着在将管嘴储料器600安装于储料器保持台764时,卡合部808与开口674嵌合。
57.使用图7,说明对基板作业机械16的控制系统结构。对基板作业机16除了上述结构以外,还具备控制装置140等。控制装置140具有cpu141、ram142以及rom143等。cpu141通过执行存储于rom143的各种程序来控制电连接的各部。在此,各部是指搬运装置22、移动装置24、头单元28、供给装置26以及挡板移动装置770等。ram142被用作cpu141用于执行各种处理的主存储装置。在rom143中存储有控制程序以及各种数据等。
58.搬运装置22除了上述结构以外,还具有驱动传送用马达46的驱动电路132以及驱动基板保持装置48的驱动电路133等。移动装置24除了上述结构以外,还具有驱动x轴马达64的驱动电路134以及驱动y轴马达62的驱动电路135等。
59.头单元28除了上述结构以外,还具有驱动正负压供给装置52的驱动电路136、驱动管嘴升降装置54的驱动电路137以及驱动管嘴旋转装置56的驱动电路138等。供给装置26除了上述结构以外,还具有驱动送出装置78的驱动电路131等。挡板移动装置770除了上述结构以外,还具有驱动气缸800的驱动电路139等。
60.通过这样的控制系统结构,在对基板作业机16中进行伺服控制。在伺服控制中,控制装置140作为控制器发挥功能,各驱动电路131、132、133、134、135、136、137、138作为伺服放大器发挥功能。由此,在传送用马达46、y轴马达62以及x轴马达64中使用有伺服马达。进而,在基板保持装置48、正负压供给装置52、管嘴升降装置54、管嘴旋转装置56以及送出装置78中,伺服马达被用作伺服控制的驱动部以及检测部。
61.如图8所示,在对基板作业机16中,在安装头29安装于头单元28的情况下,如上述那样,将保持于吸嘴260的电子元件58安装于电子基板44。此外,在图8中,为了示意性地表示,示出了保持于安装头29的四个吸嘴260中的一个吸嘴260。
62.与此相对地,在gl头500安装于安装头29的情况下,从设于gl头500的针900的前端挤出粘接剂902。因此,在gl头500内置有与针900连通并且收容有粘接剂902的筒体(未图示),从头单元28的正负压供给装置52对该筒体(未图示)供给正压空气。由此,对基板作业机16能够实施对电子基板44涂布粘接剂902的作业(以下,简称为涂布作业)。
63.但是,当在针900的前端外周等附着有粘接剂902时,存在有涂布于电子基板44的粘接剂902的形状变形、或者粘接剂902附着于电子基板44上的涂布点以外的隐患。因此,对基板作业机16具有用于去除附着于针900的前端外周等的粘接剂902的清扫单元910。
64.清扫单元910取代上述管嘴储料器600而安装于框架部30的储料器保持台764。因而,与上述管嘴储料器600同样地,清扫单元910的下方侧由从储料器保持台764朝向上方突出的定位销774以及支撑部件820等支撑,从而被安装于框架部30的储料器保持台764。
65.清扫单元910具备主体912、导轨914、滑动件916以及导向板918等。导轨914在俯视时呈大致长方体状的主体912的上表面处沿前后方向d2设置。滑动件916能够滑动地装配于导轨914上。导向板918固定于滑动件916的左表面,经过主体912的左侧延伸至比主体912靠下侧的位置。
66.在导向板918的下端形成有开口部920。开口部920的前后方向d2上的长度比挡板
移动装置770的卡合部808的前后方向d2上的长度稍短。当清扫单元910安装于框架部30的储料器保持台764时,位于上述阻止管嘴取出位置的卡合部808在前后方向d2上残留有间隙地嵌合于开口部920。
67.进而,清扫单元910具备在前后方向d2上相向的第一支撑部922以及第二支撑部924。第一支撑部922以在与导轨914的后端相接的状态下朝向上方突出的方式设于主体912的上表面。第二支撑部924以朝向上方突出的方式设于滑动件916的上表面。因而,当挡板移动装置770的卡合部808从上述阻止管嘴取出位置向允许管嘴取出位置移动时,设于滑动件916的第二支撑部924朝向后方移动,接近第一支撑部922。
68.在第一支撑部922、且在与第二支撑部924相向的前表面设有第一擦拭体926。在第二支撑部924、且在与第一支撑部922相向的后表面设有第二擦拭体928。第一擦拭体926以及第二擦拭体928由容易吸收粘接剂902的例如海绵等柔软的材料构成。
69.如图9所示,在第二擦拭体928、且在与第一擦拭体926相向的侧面上,在比位于后述的下限位置的针900靠右方以及左方处形成有俯视时呈三角形状的一对突出部930a、930b。一对突出部930a、930b朝向第一擦拭体926突出。在一对突出部930a、930b之间形成有与第一擦拭体926相向的第二擦拭体928的平面929。第二擦拭体928的平面929在其右方侧与一方的突出部930a的左方侧的倾斜面932a相连,在其左方侧与另一方的突出部930b的右方侧的倾斜面932b相连。一方的突出部930a的左方侧的倾斜面932a随着朝向右方而朝向后方(针900)。另一方的突出部930b的右方侧的倾斜面932b随着朝向左方而朝向后方(针900)。
70.此外,一对突出部930a、930b也可以设于第一擦拭体926。在该情况下,一对突出部930a、930b在第一擦拭体926中设于与第二擦拭体928相向的侧面。或者,也可以将一对突出部930a、930b中的一方设于第二擦拭体928,将另一方设于第一擦拭体926。以下,在不区分地统称一对突出部930a、930b的情况下,标记为突出部930。
71.图10的流程图所示的清扫方法10的控制程序存储于控制装置140的rom143,在对基板作业机16中,在去除附着于针900的前端外周等的粘接剂902时,由控制装置140的cpu141执行。以下,参照图11至图16所示的具体例对图10的流程图所示的控制程序进行说明。当执行清扫方法10时,首先,进行清扫处理s10。
72.清扫处理s10由按压处理s12、接近处理s14、夹持处理s16以及旋转处理s18构成。在按压处理s12中,如图11所示,将针900的前端外周按压于第一擦拭体926。因此,位于起始位置的针900在其前端下降至位于前后方向d2上的第一擦拭体926与第二擦拭体928的中间的下限位置而移动之后,朝向后方移动至被第一擦拭体926按压为止。由此,如图11以及图14所示,针900的前端外周的后方部分与第一擦拭体926接触。
73.在接近处理s14中,如图12所示,通过使第二支撑部924朝向后方移动而使其接近第一支撑部922。因此,通过气缸800使挡板移动装置770的卡合部808从上述阻止管嘴取出位置向允许管嘴取出位置移动。由此,在夹持处理s16中,如图12以及图15所示,针900的前端外周的整个区域被第一擦拭体926和第二擦拭体928夹持。
74.此时,第二擦拭体928的平面929、一方的突出部930a的左侧的倾斜面932a以及另一方的突出部930b的右侧的倾斜面932b以包围针900的前端外周的前方部分的方式接触。由此,突出部930与针900的不与第一擦拭体926以及第二擦拭体928相向的区域相接。
75.在旋转处理s18中,如图16所示,例如,在俯视时的顺时针方向上,使针900绕其轴934旋转。这样的针900的旋转是通过安装有gl头500的头单元28的管嘴旋转装置56来进行的。
76.在恢复处理s20中,针900返回起始位置。因此,首先,使针900的旋转停止。接着,如图13所示,使针900一边上升一边返回起始位置。由此,针900被从第一擦拭体926与第二擦拭体928之间拔出,附着于针900的前端外周等的粘接剂902被去除。此外,针900也可以一边旋转一边上升。之后,通过气缸800使挡板移动装置770的卡合部808从上述允许管嘴取出位置向阻止管嘴取出位置移动。由此,使第一擦拭体926与第二擦拭体928分离。
77.此外,在本实施方式中,例如如图17所示,在止挡件936经由连结部938与针900的右方侧连结的情况下,除了附着于针900的前端外周的粘接剂902以外,还能够去除附着于止挡件936以及连结部938等的粘接剂。在以下的说明中,对与本实施方式实质上共通的部分标注相同的附图标记,省略详细的说明。
78.在这样的情况下,第二擦拭体928的突出部930a的前端与位于上述下限位置的针900和止挡件936之间的连结部938相向。进而,在第一擦拭体926上、且在与第二擦拭体928相向的平面942上,在比位于下限位置的止挡件936靠右方的位置形成有俯视时呈三角形状的突出部940。
79.这样,在上述夹持处理s16中,在针900的前端外周的整个区域被第一擦拭体926和第二擦拭体928夹持时,第二擦拭体928的突出部930a的前端进入止挡件936与针900之间。由此,第二擦拭体928的突出部930a与止挡件936、针900以及连结部938接触。进而,止挡件936以被第一擦拭体926的平面942、第一擦拭体926的突出部940的左方侧的倾斜面944、第二擦拭体928的突出部930a的右方侧的倾斜面932c包围的方式进行接触。第一擦拭体926的突出部940的左方侧的倾斜面944随着朝向右方而朝向前方(止挡件936)。第二擦拭体928的突出部930a的右方侧的倾斜面932c随着朝向左方而朝向后方(止挡件936)。
80.此外,止挡件936在涂布作业中通过使止挡件936的下端与电子基板44相碰而将针900的前端与电子基板44之间保持为一定间隔。
81.接着,对上述清扫方法10的执行时机进行说明。上述清扫方法10在进行涂布作业时被执行。为此,首先,使用图18对涂布作业的概略进行说明。此外,图18的流程图所示的控制程序存储于控制装置140的rom143中,在对基板作业机16中进行涂布作业时,由控制装置140的cpu141执行。
82.在开始处理s30中,由操作者按下未图示的开始按钮。由此,开始涂布作业。在校正处理s32中,对安装有针900的gl头500进行校准。在此,在校正处理s32的校准为不良的情况下(s34:否),进行条件修正处理s36。在条件修正处理s36中,由操作者进行涂布作业的条件修正、gl头500的清扫等。之后,反复进行开始处理s30。与此相对地,在校正处理s32的校准良好的情况下(s34:是),进行生产处理s38。在生产处理s38中,使用安装于gl头500的针900,对电子基板44涂布粘接剂902。当涂布有粘接剂902的电子基板44的张数达到预定张数时,图18的流程图所示的控制程序结束。
83.在这样进行的涂布作业中,上述清扫方法10例如可以在条件修正处理s36与开始处理s30之间的时刻t1进行,也可以在判定处理s34与生产处理s38之间的时刻t2进行,也可以在生产处理s38中,每当对一定张数的电子基板44涂布粘接剂902时进行(时刻t3)。
84.此外,上述清扫方法10可以在刚执行了gl头500内的排气之后的时机进行,也可以在基于操作者的指示的任意的时机进行。
85.如以上详细说明的那样,本实施方式在具备用于对电子基板44涂布粘接剂902的针900的对基板作业机16中,通过使设有第一擦拭体926以及第二擦拭体928的第一支撑部922以及第二支撑部924接近而从针900的前端外周等去除粘接剂902,因此更理想地清扫针900。
86.顺便说一下,在本实施方式中,吸嘴260是吸嘴的一个例子。卡合部808位于阻止管嘴取出位置时的管嘴储料器600的状态是阻止管嘴取出状态的一个例子。卡合部808位于允许管嘴取出位置时的管嘴储料器600的状态是允许管嘴取出状态的一个例子。气缸800是致动器以及驱动设备的一个例子。针900是供给部件的一个例子。针900的轴934是供给部件的轴的一个例子。清扫处理s10内的接近处理s14是清扫处理以及清扫工序的一个例子。
87.另外,本发明的对基板作业机具备设于所述第一擦拭体或者所述第二擦拭体并与所述针接触的至少三个面。
88.在该情况下,第二擦拭体928的平面929、一方的突出部930a的左方侧的倾斜面932a、另一方的突出部930b的右方侧的倾斜面932b是三个面的一个例子。另外,第一擦拭体926的平面942、第一擦拭体926的突出部940的左方侧的倾斜面944、第二擦拭体928的突出部930a的右方侧的倾斜面932c是三个面的一个例子。
89.此外,本公开并不限定于上述实施方式,在不脱离其主旨的范围内能够进行各种变更。
90.例如,对于安装头29,也可以取代上述吸嘴260而保持向电子基板44转印焊料的转印针。在这样的情况下,例如,图19所示的针转印管嘴950被保持于安装头29。
91.针转印管嘴950具备支架吸附部952、凸缘部954、连结部956以及多个转印针958等。支架吸附部952呈圆板状。支架吸附部952吸附于安装头29。凸缘部954呈直径比支架吸附部952小的圆板状。凸缘部954配置于支架吸附部952的下方。连结部956呈在上下方向d3上较长的圆柱状。连结部956连结支架吸附部952与凸缘部954。多个转印针958配置于凸缘部954的下表面。多个转印针958被配置为与电子基板44的焊盘图案镜像对称。通过未图示的浸渍装置,在多个转印针958的前端附着有转印用的焊料960。
92.即使在这种情况下,清扫单元910也能够通过使设有第一擦拭体926以及第二擦拭体928的第一支撑部922以及第二支撑部924接近而去除附着于多个转印针958的前端外周等的焊料960,进而理想地清扫多个转印针958。
93.顺便说一下,多个转印针958是供给部件的一个例子。焊料960是流体的一个例子。
94.另外,清扫这一概念包括利用液体进行清扫的清洗。
95.附图标记说明
96.10:清扫方法 16:对基板作业机 44:电子基板 140:控制装置 260:吸嘴 600:管嘴储料器 800:气缸 900:针 902:粘接剂 922:第一支撑部 924:第二支撑部 926:第一擦拭体 928:第二擦拭体 929:第二擦拭体的平面 930:第二擦拭体的突出部 932a:一方的突出部的左方侧的倾斜面 932b:另一方的突出部的右方侧的倾斜面 932c:一方的突出部的右方侧的倾斜面 934:针的轴 942:第一擦拭体的平面 944:第一擦拭体的突出部的左方侧的倾斜面 958:转印针 960:焊料 s10:清扫处理 s12:按压处理 s14:接近处理 s16:夹持
处理 s18:旋转处理。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。