1.本发明涉及成型模技术领域,更具体的是涉及发动机罩整体成型模。
背景技术:
2.飞机发动机是一种高度复杂和精密的热力机械,作为飞机的心脏,不仅是飞机飞行的动力,也是促进航空事业发展的重要推动力,人类航空史上的每一次重要变革都与航空发动机的技术进步密不可分,其中发动机罩具有保护发动机的作用,发动机罩的制造需要相应的模具。
3.现有技术中发动机罩的成型模包括上模和下模,发动机罩的组成分为三段,分别将三段件板材放在下模上,然后通过上模向下模移动,最终依次冲压出三段发动机罩,再将三段发动机罩采用铆接件连接为整体,即可通过该成型模冲压出成品发动机罩。
4.但是,通过三段件板材分别成型后再连接起来的发动机罩整体性不佳,而且加工工序较多。
技术实现要素:
5.本发明的目的在于:为了解决现有技术中由三段件板材分别成型后再连接起来的发动机罩整体性不佳,而且加工工序较多的问题,本发明提供发动机罩整体成型模,以提高冲压成型后的发动机罩的整体性,以及减少对发动机罩的加工工序。
6.本发明为了实现上述目的具体采用以下技术方案:
7.发动机罩整体成型模,包括上模和下模,所述下模包括下模板,所述下模板的顶面安装有成型鞍,所述成型鞍的轮廓与发动机罩的外形轮廓一致,所述上模包括上模板,所述上模板的顶面开有成型凹腔,所述成型凹腔的形状与成型鞍的轮廓一致。
8.优选的,所述成型鞍的顶面两端还均设有多个成型凸楞,所述成型凹腔内开有与成型凸楞对应的多个成型凹槽。
9.优选的,所述成型鞍上开有定位凹槽,所述成型凹腔内设有与定位凹槽对应的定位凸起。
10.进一步的,所述上模板的底面安装有行程缩短机构。
11.优选的,所述行程缩短机构包括安装在上模板底面的多个延长板,所述延长板位于竖直方向,多个所述延长板的下端连接有同一连接板。
12.优选的,所述下模板上还均匀的安装有多个导向杆,多个所述导向杆位于竖直方向。
13.优选的,所述下模上还安装有定位块。
14.本发明的有益效果如下:
15.(1)本发明中由常规的冲压动力装置带动上模向下模移动,将发动机罩板材冲压在成型鞍上,可以使发动机罩板材一次冲压为发动机罩,这样就不需要将三段件板材分别成型后再连接起来,减少了将三段件板材铆接的工序,从而减少了相应的加工工序,提高了
发动机罩的整体性。
16.(2)本发明中成型鞍的顶面两端还均设有多个成型凸楞,成型凹腔内开有与成型凸楞对应的多个成型凹槽,成型凸楞具有控制材料流量的作用,这样可以将发动机罩中间的褶皱转移到发动机罩的边沿附近部位,再将边沿附近处的褶皱切除,从而可以使生产出来的发动机罩的质量更好。
17.(3)本发明中成型鞍上开有定位凹槽,成型凹腔内设有与定位凹槽对应的定位凸起,当冲压发动机罩时,定位凸起会进入定位凹槽内,定位凸起和定位凹槽的搭配,可以在发动机罩上成型出一个凹陷槽,在切割发动机罩上的褶皱时,利用这个凹陷槽可以起到定位作用,从而可以更加便于切除发动机罩上的褶皱。
18.(4)本发明中通过在上模板的底面设置行程缩短机构可以减少带动上模移动的冲压动力装置的行程,从而可以使带动上模移动的冲压动力装置更容易带动上模向下模进行冲压。
附图说明
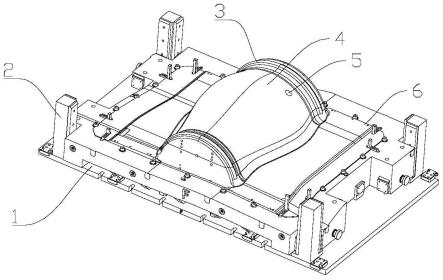
19.图1为本发明下模的立体结构简图;
20.图2为本发明上模的立体结构简图;
21.附图标记:1下模板,2导向杆,3成型凸楞,4成型鞍,5定位凹槽,6定位块,7延长板,8连接板,9上模板,10成型凹槽,11成型凹腔,12定位凸起。
具体实施方式
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
23.实施例1
24.正如背景技术中所介绍的现有技术对发动机罩的制造是由三段件板材分别成型后再铆接起来,这样存在的主要问题是发动机罩的整体性不佳,而且加工工序较多,为此本实施例提供了一种发动机罩整体成型模,如图1-图2所示,包括上模和下模,下模包括下模板1,下模板1的顶面安装有成型鞍4,成型鞍4的轮廓与发动机罩的外形轮廓一致,上模包括上模板9,上模板9的顶面开有成型凹腔11,成型凹腔11的形状与成型鞍4的轮廓一致。
25.优选的,下模板1上还均匀的安装有多个导向杆2,多个导向杆2位于竖直方向,下模上还安装有定位块6,当上模向下模移动时,下模上的导向杆2可以对上模的移动起到导向的作用,定位块6可以对上模起到定位的作用,从而可以使上模和下模贴合得更准确,进而可以使该模具冲压出来的发动机罩的质量更好。
26.工作原理:通过该成型模生产发动机罩时,通过常规的冲压动力装置带动上模向下模移动,将发动机罩板材冲压在成型鞍4上,由于成型鞍4的轮廓与发动机罩的外形轮廓一致,因此冲压后可以使发动机罩板材一次冲压为发动机罩,这样就不需要将三段件板材分别成型后再连接起来,从而减少了将三段件板材铆接的工序;由于是一体成型,因此发动机罩的整体性和质量更好,同时发动机罩的质量也更轻,进一步可以使飞机的机身也更轻,
从而有助于实现飞机机身的轻量化。
27.实施例2
28.如图1-图2所示,在上述实施例1的基础上,本实施例给出了可以转移发动机罩上褶皱的优选结构:成型鞍4的顶面两端还均设有多个成型凸楞3,成型凹腔11内开有与成型凸楞3对应的多个成型凹槽10。
29.本实施例中:若如实施例1中直接对发动机罩进行一次冲压成型,由于发动机罩板材的变形回弹,会在成型后的发动机罩的中间局部位置有回弹起皱的现象,这样会影响到发动机罩的外观和质量;为此采用本实施例中的技术方案,其中成型凸楞3具有控制材料流量的作用,当上模和下模冲压结合在一起时,成型凸楞3和成型凹槽10会给发动机罩一定的作用力,在该作用力的作用下可以将原本应该在发动机罩中间产生的褶皱转移到发动机罩的边沿附近部位,然后通过常规的方式再将发动机罩的边沿附近处的褶皱切除,这样可以减少发动机罩上的褶皱,从而使生产出来的发动机罩的外观和质量更好。
30.实施例3
31.如图1-图2所示,在上述实施例1和2的基础上,本实施例给出了更加便于切除发动机罩上褶皱的优选结构为:成型鞍4上开有定位凹槽5,成型凹腔11内设有与定位凹槽5对应的定位凸起12。
32.本实施例中:在实施例2中技术方案的基础上,可以将发动机罩上的褶皱转移到发动机罩的边沿附近,这样就可以将边沿附近的褶皱直接切除掉,切除褶皱的时候需要将发动机罩安装在另外的工位,为了让成型后的发动机罩在切割褶皱时更加便于定位,为此给出了本实施例中的技术方案;当冲压发动机罩时,定位凸起12会进入定位凹槽5内,定位凸起12和定位凹槽5的搭配,可以在发动机罩上成型出一个凹陷槽,在切割发动机罩上的褶皱时,利用这个凹陷槽可以起到定位作用,从而可以更加便于切除发动机罩上的褶皱。
33.实施例4
34.如图1-图2所示,在上述实施例1和/或2的基础上,本实施例给出了可以减少带动上模移动的冲压动力装置行程的优选结构为:上模板9的底面安装有行程缩短机构,行程缩短机构包括安装在上模板9底面的多个延长板7,延长板7位于竖直方向,多个延长板7的下端连接有同一连接板8。
35.本实施例中:带动上模移动的冲压动力装置需要具有一定的行程才能使上模到达下模处,并完成对发动机罩板材的冲压,但是在一定的空间条件、冲压动力装置的具体要求下,对冲压动力装置的行程有一定的要求,总之适当减少冲压动力装置的行程更好,为此提出了本实施例中的技术方案;多个延长板7间是空的,这样不但可以增加上模的厚度,而且不至于使上模的重力过大,由于增加了上模的厚度,冲压动力装置伸出更短的行程就可以使上模到达下模处,并完成对发动机罩的冲压,因此可以根据实际情况设置延长板7的长度,以此来改变上模的厚度,最终来调整冲压动力装置的行程,从而可以使冲压动力装置更容易带动上模向下模进行冲压。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。