1.本发明涉及复合材料制造技术领域,尤其涉及一种复合材料模压设备。
背景技术:
2.复合材料成型工艺主要包括热压罐成型、树脂转移模塑成型(rtm)、模压成型、真空导流成型、真空袋成型等。其中热压罐成型、真空导流成型以及真空袋成型是单面模具,下表面与模具贴合,而上表面需要铺放隔离膜、脱模布等辅助材料,没有模具保证,外形精度较差。特别是变厚度、大厚度、多曲率的具有复杂外形的复合材料,采用单面模具成型时,外形精度更难保证;树脂转移模塑成型(rtm)和模压成型是闭合模具,复合材料制件的外形精度可由模具控制,得到的产品外形精度较高。尤其是模压成型的模具传热效率高,产品固化周期短、模具利用率高,非常适合大规模生产。
3.但是对于1-10米左右大小的复合材料制品,在利用模压成型的方式制备时,若在生产制造的过程中模具受到的压力不均匀,会对产品的外观、性能产生不良影响。
技术实现要素:
4.本发明提供了一种复合材料的模压设备及加工方法,解决了模压成型工艺在制造1-10米大小的复合材料制品时,模具受到的压力不均匀的技术问题。
5.本发明提供的一种复合材料的模压设备,包括:装置主体;模具,所述模具安置于所述装置主体,且通过所述装置主体实现升温;柔性密封件,所述柔性密封件可与所述装置主体形成容置所述模具的第一腔室,并对所述模具上表面形成覆盖;驱动装置,所述驱动装置安装于所述装置主体,且与所述柔性密封件连接,用于带动所述柔性密封件运动;抽真空装置,用于对所述第一腔室抽真空。
6.进一步的,还包括正压装置,用于对所述柔性密封件覆盖于所述模具上表面的部分进行施压。
7.进一步的,所述装置主体包括支撑台,所述支撑台上设置加热模块,所述模具放置于所述加热模块上,且所述柔性密封件与所述加热模块形成所述的第一腔室。
8.进一步的,所述驱动装置包括导柱、顶板、移动板,所述移动板与顶板之间通过油缸连接,所述油缸用于驱动所述移动板在所述导柱上运动;所述移动板在与装置主体相对的一面上设置环形凸起和第一密封胶,所述柔性密封件固定于环形凸起和第一密封胶之间,所述第一密封胶密封压持在装置主体上,使得所述橡胶密封板与所述装置主体形成所述的第一腔室。
9.进一步的,所述柔性密封件与所述移动板之间形成第二腔室,所述正压装置为设置在移动板上的加压管,所述加压管用于对所述第二腔室进行充气。
10.进一步的,所述移动板上还设置有排气管,所述排气管用于对所述第二腔室进行排气。
11.进一步的,所述装置主体上在与所述第一密封胶相对的位置上设置有第二密封
胶。
12.进一步的,所述加热模块包括加热台和加热管,所述加热管用于对所述加热台进行加热。
13.进一步的,所述柔性密封件为橡胶密封塞。
14.另一方面,本发明还提供一种复合材料的加工方法,应用上述的复合材料的模压设备,包括以下步骤:
15.s1:按照产品造型要求,对预浸料进行铺布;
16.s2:将铺贴好的预浸料放入模具中,将模具固定在装置主体上,并通过装置主体对模具进行预加热;
17.s3:控制驱动装置带动所述柔性密封件运动,使得柔性密封件与装置主体形成第一腔室,所述模具位于第一腔室内;
18.s4:利用抽真空装置对第一腔室进行抽真空处理;
19.s5:利用装置主体对模具继续进行加热升温;
20.s6:关闭装置主体的加热功能,卸去第一腔室内的真空,并控制移动台上升到最大行程。
21.本发明的一个实施例提供了装置主体;模具,所述模具安置于所述装置主体,且通过所述装置主体实现升温;柔性密封件,所述柔性密封件可与所述装置主体形成容置所述模具的第一腔室,并对所述模具上表面形成覆盖;驱动装置,所述驱动装置安装于所述装置主体,且与所述柔性密封件连接,用于带动所述柔性密封件运动;抽真空装置,用于对所述第一腔室抽真空。该模压设备通过所述驱动装置带动柔性密封件朝向装置主体移动,使得柔性密封件与装置主体形成第一腔室,模具则位于所述第一腔室内,且模具的上表面与柔性密封件相抵靠,同时利用抽真空管对第一腔室进行抽真空处理,保证模具的上表面受到柔性密封件的均匀压力,进而保证了产品的外观和性能。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
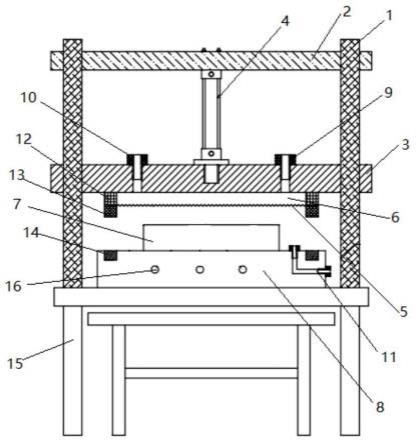
23.图1为本发明实施例一提供的一种复合材料的模压设备的示意图。
24.1-导柱,2-顶板,3-移动板,4-油缸,5-橡胶密封板,6-第二腔室,7-模具,8-加热台,9-加压管,10-排气管,11-抽真空管,12-环形凸起,13-第一密封胶,14-第二密封胶,15-支撑台,16-加热管。
具体实施方式
25.为使得本发明的发明目的、特征、优点能够更加的明显和易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本发明一部分实施例,而非全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护
的范围。
26.实施例一:
27.本技术公开的复合材料的模压设备的实施一方案如下:
28.包括装置主体;
29.模具,所述模具安置于所述装置主体,且通过所述装置主体实现升温;
30.柔性密封件,所述柔性密封件可与所述装置主体形成容置所述模具的第一腔室,并对所述模具上表面形成覆盖;
31.驱动装置,所述驱动装置安装于所述装置主体,且与所述柔性密封件连接,用于带动所述柔性密封件运动;
32.抽真空装置,用于对所述第一腔室抽真空。
33.基于上述方案的设计,能够通过柔性密封件与装置主体之间来形成容置模具的第一腔室,再配合抽真空装置对第一腔室进行抽负压,使得柔性密封件能够对模具上表面形成覆盖,保证模具的上表面受到柔性密封件的均匀压力,进而保证了产品的外观和性能。
34.实施例二:
35.驱动装置包括导柱1,在导柱1上固定有顶板2和移动板3,顶板2与移动板3之间通过油缸4实现连接,通过控制油缸4使得移动板3可在导柱1上下移动。在移动板3的下方设置有加热台8,而模具7可以固定在加热台8上,加热台8设置在装置主体上,而在本实施例中的装置主体为支撑台15。而移动板3在与加热台8相对的下表面上设置环形凸起12,橡胶密封板5通过第一密封胶13密封压持在环形凸起12上。移动板3可带动橡胶密封板5向下运动至最大行程,第一密封胶13与加热台8密封抵接在一起,使得橡胶密封板5与加热台8形成密封的第一腔室(图中未示出),而模具7位于所述第一腔室内,通过抽真空管1对第一腔室进行抽真空处理,使得橡胶密封板5紧紧地压持在模具7的上表面,且通过橡胶密封板5将压力均匀传递给模具7,保证模具内的复合材料具有良好的外观和性能。在本实施例中,柔性密封件为橡胶密封板5,当然在其他实施例中,柔性密封件也可以为其他材质。
36.进一步的,橡胶密封板5与移动板3之间形成有第二腔室6,为了保证橡胶密封板5对模具7的压力均匀性,在移动板3上还设置有正压装置,本实施例中的正压装置为加压管9,当对第一腔室进行抽真空处理时,同时通过加压管9对第二腔室6充入高压空气,使得模具处于高压、真空的条件。而移动板3上的排气管10可以对第二腔室6内的高压空气进行排放,方便后续的操作。
37.具体的,在移动板3上设置有环形凸起12,橡胶密封板5通过第一密封胶13密封压持在环形凸起12上,以形成第二腔室6。而为了保证橡胶密封板5能够密封压持在加热台8上,在加热台8上设置有第二密封胶14,当移动板3带动橡胶密封板5朝下移动到最大行程后,第一密封胶13与第二密封胶14密封抵接在一起,橡胶密封板5与加热台8形成第一腔室。而由于橡胶密封板5具有弹性,当对第一腔室进行抽真空处理时或对第二腔室6充入高压气体后,橡胶密封板5会发生与模具7形状相同的形变,保证模具7的表面受到均匀的压力。
38.在本实施例中,加热台8上设置有三个加热管16,用于调节加热台8上的温度,进而调控模具7的温度。且为了保证模具7具有均匀的温度,且传热效果良好,本实施例中的模具7材质为金属材质。为了保证橡胶密封板5具有良好的耐温性,橡胶密封板5的材质选自丁基橡胶、氯丁橡胶、丁苯橡胶、乙丙橡胶、氟碳橡胶、氟醚橡胶、混炼硅橡胶、液体硅橡胶等中的
一种或者多种。
39.本发明还提供一种使用上述实施例一中的模压设备,以制造复合材料的方法的一个实施例,包括以下步骤:
40.s1:按照产品造型要求设计铺布方案,将50*530*2500mm的碳纤维预浸料进行铺布操作;
41.s2:将s1步骤中得到的铺布复合产品放入对应的模具中,并将模具固定在加热台上,同时通过加热管对模具进行预热,预热温度在80℃;
42.s3:通过油缸控制移动台下降至最大形成,使得第一密封胶与第二密封胶密封抵靠在一起,橡胶密封板与加热台形成第一腔室,且橡胶密封板的部分压持在模具的上表面;
43.s4:启动抽真空管,对第一腔室进行抽真空处理,保证真空度在负0.1mpa;
44.s5:待s2步骤中的预热时间达到10mim,调整加热管的加热温度,以使得模具温度保持在150℃,并保持30min,与此同时,通过加压管对第二腔室中充入1mpa的高压空气,;
45.s6:关闭加热管,待模具降至80℃时,卸去橡胶密封板与加热台之间的真空度,并通过排气管将第二腔室内的高压空气排出,将复合材料产品脱模,得到实施例二产品。
46.当然,在s1步骤中的铺布设计中,预浸料的材质包括但不限于碳纤维预浸料、玻璃纤维预浸料、凯夫拉预浸料、玄武岩纤维预浸料;而预浸料的形态包括但不限于单向布、网格布、编织布、混编布、单向编织布。其中在预浸料中还可以加入预埋件或者夹心结构,预埋件的结构包括但不限于铝合金、碳素钢、硬塑料、玻璃钢、代木、巴沙木等各种材料或者其混合物,而夹心结构包括但不限于硬质pvc泡沫、pmi泡沫、pet泡沫、san泡沫、pei泡沫、纸蜂窝、铝蜂窝等。同时,在各个步骤中的工艺参数可以根据实际生产的产品类型、生产需要进行调整。
47.对比例1:
48.将一款50*530*2500mm碳纤维直线加速器床板,按照设定的铺布形式铺贴碳布预浸料成粗坯,将粗坯移入钢制模具中,合模,移入传统模压设备中。将模具预热至80摄氏度,停留10min;继续加热加压至150摄氏度、1mpa固化30min,同时,启动真空罩,密封空间内真空度至负0.1mpa。降温至80摄氏度、模具泄压产品脱模。
49.对比例2:
50.将一款50*530*2500mm碳纤维直线加速器床板,按照设定的铺布形式铺贴碳布预浸料成粗坯,将粗坯移入钢制模具中,合模,移入热压罐设备。将模具预热至80摄氏度,停留10min;抽真空至负0.1mpa,模具继续升温至150摄氏度,同时热压罐加压至1mpa。固化30min,降温至80摄氏度、模具泄压、泄真空产品脱模。
51.对比例3:
52.将一款50*530*2500mm碳纤维直线加速器床板,按照设定的铺布形式在模具中铺贴干碳布成粗坯,锁模、贴真空袋,在模具导流口,抽入树脂。在真空环境下将模具加热至100摄氏度、固化50min,降温至80摄氏度、模具泄压、泄真空产品脱模。
53.对比例4:
54.将一款50*530*2500mm碳纤维直线加速器床板,按照设定的铺布形式铺贴碳布预浸料成粗坯,将粗坯移入钢制模具中,合模,移入传统模压设备中。将模具预热至80摄氏度,停留10min;继续加热加压至150摄氏度、1mpa固化30min,降温至80摄氏度、模具泄压产品脱
模。
55.利用实施例二、对比例1-4得到的产品制造床板,在6mev的射线穿透率下,外观及悬空1m,均匀负载180kg的挠曲情况下,测试产品性能,具体测试性能如下表1所示:
56.表1床板性能
[0057][0058]
以上所述,以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
