1.本发明涉及钛及钛合金的离心浇注技术领域,具体涉及一种钛及钛合金的离心浇注配套工装及浇注工艺。
背景技术:
2.在钛合金精密成型的浇注过程中,精铸型壳浇注一般采用真空凝壳炉进行离心浇注,按照所需金属液进行真空熔炼,达到要求金属量进行浇注。在现场实际浇注过程中,钛合金铸件造型出的型壳所需金属量会不同,这是由于其组的铸件数量和所使用的浇道不同造成的。由于采取浇注方式采用离心浇注需平衡配重,且凝壳炉熔化金属量需在坩埚可控范围内进行浇注,所以需合理分配其离心浇注工艺,重要指标为离心浇注的模组数量和模组所需金属量。按照实际情况现有一般的离心工装和浇注工艺难以满足钛及钛合金的离心浇注。
技术实现要素:
3.为此,本发明提供一种钛及钛合金的离心浇注配套工装及浇注工艺,该离心配套工装主要采用铸铁和石墨组成,通过不同尺寸的中心浇杯和石墨底配合完成2组或4组型壳的浇注过程,如出现同批次产品出现3组模组进行浇注且满足金属量要求,通过增加一组废型壳配重平衡进行浇注,达到不同产品的离心浇注。
4.为了实现上述目的,本发明实施例提供如下技术方案:
5.一种钛及钛合金的离心浇注配套工装,包含四孔中心浇杯、压盖、导流管、四孔底座、上托架、下托架、螺栓、两孔中心浇杯、两孔底座;
6.所述四孔中心浇杯和两孔中心浇杯与配套的四孔底座和两孔底座通过压盖和上托架固定压合,所述上托架和下托架中间采用螺纹连接,所述下托架通过螺栓固定。
7.作为本发明一种钛及钛合金的离心浇注配套工装的进一步优选方案,还装配有2组或4组浇注配套的导流管,用于防止金属液溢出。
8.作为本发明一种钛及钛合金的离心浇注配套工装的进一步优选方案,所述两孔底座的孔径控制在70~90mm,底座整体为正方形,直角处进行倒角处理,其宽度控制在180~220mm。
9.作为本发明一种钛及钛合金的离心浇注配套工装的进一步优选方案,所述四孔底座的孔径控制在60~80mm,底座宽度控制在180~220mm。
10.一种基于钛及钛合金的离心浇注配套工装的浇注工艺,具体包含如下步骤:
11.步骤1,使用权利要求1至4所述的配套离心工装,控制坩埚内熔化金属液冲型至所需数量的型壳内,根据单个模组所需金属量和坩埚最优熔化量进行合理搭配选择浇注组数,2组或4组离心浇注;
12.步骤2,根据浇注组数合理选择配套离心工装的尺寸,完成合格钛合金铸件的离心浇注;
13.步骤3,如出现同产品批次剩余3组型壳,在金属量合适的情况下,采用相同重量的废型壳进行配重浇注,此处石墨导流管使用实心阻止金属液流入,离心浇注时金属液通往三个模组完成浇注过程。
14.本发明具有如下优点:
15.本发明的配套离心工装的满足多样性的型壳浇注,一般的离心工装难以满足多品类钛合金产品的浇注,且该配套的工作完成离心浇注后的利用率高,配套工装基本可以重复使用;
16.本离心配套工装在离心浇注过程中冲型速度可以通过控制导流管直径来达到工艺要求,且配套工装可以通过调节其支撑高度适应不同位置的直浇道;
17.本离心配套工装和浇注工艺可以有效满足坩埚熔化金属液最佳范围值,且完全可以适应现场实际浇注任务的需求,2组或4组浇注和3组离心浇注,保证其浇注质量和提高其浇注效率。
附图说明
18.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
19.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
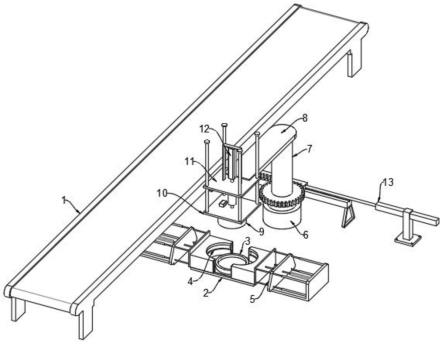
20.图1为本发明钛合金离心配套工装的结构示意图一;
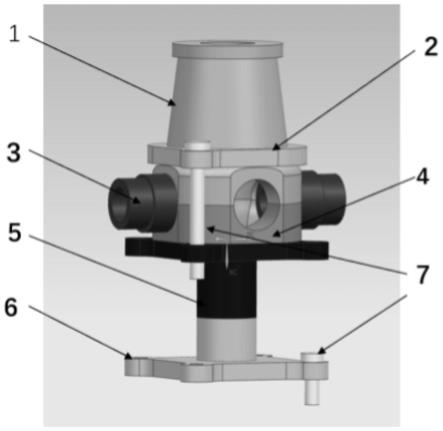
21.图2为本发明钛合金离心配套工装的结构示意图二。
22.图中:1-四孔中心浇杯;2-压盖;3-导流管;4-四孔底座;5-上托架;6-下托架;7-螺栓;8-两孔中心浇杯;9-两孔底座。
具体实施方式
23.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.一种钛及钛合金的离心配套工装和控制工艺,该离心配套工装主要采用铸铁和石墨组成,通过不同尺寸的中心浇杯和石墨底配合完成2组或4组型壳的浇注过程,如出现同批次产品出现3组模组进行浇注且满足金属量要求,通过增加一组废型壳配重平衡进行浇注,达到不同产品的离心浇注。正常的离心浇注工装不能完全满足品类多的钛合金产品的浇注任务,针对不同产品其金属量的不同相应搭配不同的离心工装,分配各个模组的冲型金属量。由于坩埚内熔化金属量不能过少导致设备能耗的浪费,过多易造成坩埚水套的损坏,要达到坩埚最大熔化金属量的60%~80%为最佳熔化量,因此需合理搭配单模组浇注
金属量,采用2组或4组进行浇注和不同孔径的离心配套中心浇杯和石墨导流管。为品类繁多的钛合金离心浇注产品,需提供合适的配套工装和控制工艺完成合格的浇注过程。
25.如图1-2所示,包含四孔中心浇杯1、压盖2、导流管3、四孔底座4、上托架5、下托架6、螺栓7、两孔中心浇杯8、两孔底座9;所述四孔中心浇杯1和两孔中心浇杯8与配套的四孔底座4和两孔底座9通过压盖2和上托架5固定压合,所述上托架5和下托架6中间采用螺纹连接,所述下托架6通过螺栓7固定。
26.上托架5和下托架6中间采用螺纹连接,可以通过螺纹高度调节上托架5,适配型壳中心浇道的高度,下托架6通过螺栓7固定至离心盘上,完成离心浇注过程。浇注完成后,拆卸螺栓7和压盖2,取出中心浇杯1,离心浇注后的2模组或4模组的铸件通过吊链取出,除导流管3无法使用,其他配套离心工装继续完成下一炉的浇注任务,根据产品需求可以更换适合的中心浇杯1和底座4。
27.其中,中心浇杯采用铸铁浇注成型可重复使用,底座和导流管采用高纯石墨加工制作,导流管一次性使用浇注后难以回收,底座在完整情况下可重复使用,中心浇杯与相对应的底座配合形成金属液离心冲型源头,借助离心力通过石墨导流管冲型至型壳内。两者通过中心浇杯压盖和托架固定,装配好一定数量的石墨导流管进行固定贴合防止金属液溢出。两孔底座的孔径控制在70~90mm,底座整体为正方形,直角处进行倒角处理,其宽度控制在180~220mm,四孔孔径控制在60~80mm,底座宽度控制在180~220mm;导流管一端的尺寸加工直径与底座的孔径相配合,另外一端根据产品直浇道直径相匹配;中心浇道与底座相互配合,内部型腔形成一个水滴形,防止离心状态下金属液飞溅造成的浪费。底座托架又上下两部组成,支撑面尺寸为200*210mm左右,下半部分与离心盘螺母固定,上半部部分其支撑作用,与下半部分通过螺纹连接,可控制其支撑高度,配合不同产品类型用的底浇道盘,调节高度可控制在130mm~160mm。在钛合金采用离心浇注过程中,使用上述配套离心工装,可以合理控制坩埚内熔化金属液冲型至所需数量的型壳内,根据单个模组所需金属量和坩埚最优熔化量进行合理搭配选择浇注组数,2组或4组离心浇注,根据浇注组数合理选择配套离心工装的尺寸,完成合格钛合金铸件的离心浇注。如出现同产品批次剩余3组型壳,在金属量合适的情况下,采用相同重量的废型壳进行配重浇注,此处石墨导流管使用实心阻止金属液流入,离心浇注时金属液通往三个模组完成浇注过程。
28.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。