一种除尘滤袋的袋身成型装置
1.本技术是申请日为2016年12月20日、申请号为201611184269.5、名称为一种除尘滤袋的成型设备及方法的分案申请。
技术领域
2.本发明涉及一种除尘滤袋的袋身成型装置。
背景技术:
3.目前,除尘滤袋的袋口、袋身和袋底的制备方式都是采用缝纫机对滤料布进行缝合连接。具体来说,对于除尘滤袋的袋身,首先将滤料布卷曲成圆筒状,将贴合的两边直接缝制在一起。
4.而为了实现袋身的加工,现有技术中,所采用的成型设备包括绒料开松机、双层梳绒机、铺绒机、针刺机、折布机、热定型机、烧毛机、压光机、卷取机、侧边熔合或缝合机、裁切机,其中常见的折布机其主要包括折布架、位于折布架前端部能够绕着水平轴线方向转动的摆布辊组件、用于驱动摆布辊组件绕着折布架前端部左右来回摆动的驱动机构,其中驱动机构包括偏心轮、两端部分别设置在所述偏心轮和所述摆布辊组件上的摆杆,该折布装置主要是利用偏心轮的运动,从而使得摆布辊组件绕着折布架前端部前后来回摆动,进而实现布料的来回收折叠放。
5.但是,在实际操作中,因布料加工过程中的布料移动的速度难以均匀控制(布一段呈现松弛状态;另一段呈现张紧状态),因此,无法保证收折后布料外侧部的齐平设置,为后续的操作带来极大的不便。
6.同时,随着滤袋的广泛使用,其性能要求越来越高,例如防水和防油性能。而,普通的滤袋是不具备该功能的,因此,需要在滤袋布成型时,就进行防水和防油的处理。
技术实现要素:
7.本发明所要解决的技术问题是克服现有技术的不足,提供一种改进的除尘滤袋的袋身成型装置,其一方面能够根据滤袋布的张紧和松弛调节张紧辊组件的角度,使得进入卷布动力辊中的滤袋布一直保持张紧趋势,从而确保收折后布料的侧部齐平设置;另一方面由袋布导向装置的设置,便于袋条的形成,从而方便袋身的熔合或缝合成型。
8.为解决上述技术问题,本发明采取如下技术方案:一种除尘滤袋的袋身成型装置,其包括绒料开松机、双层梳绒机、铺绒机、针刺机、折布机、热定型机、烧毛机、压光机、卷取机、侧边熔合或缝合机、裁切机,折布机包括折布架;两端部分别设置在折布架的左右两侧的卷布动力辊;位于折布架前端部能够绕着水平轴线方向转动的摆布辊组件;驱动机构;通过水平设置的枢轴转动设置在所述折布架上的张紧辊组件;一端部转动设置在张紧辊组件上、另一端部转动设置在折布架上的伸缩杆;以及用于限定张紧辊组件转动角度的限位组件,其中摆布辊组件绕着折布架前端部前后摆动设置,且由伸缩杆的伸缩驱动张紧辊组件绕着所述枢轴转动将进入所述卷布动力辊中的滤袋布一直保持张紧趋势;所述的侧边熔合
或缝合机包括袋布导向装置,所述袋布导向装置包括支架、安装在支架上并用于将袋布自两侧向中部收折导向的左弧形导向板和右弧形导向板,其中左弧形导向板和右弧形导向板的下端部分别固定在所述围框的底部、上端部分别上下重叠设置,袋布的一侧位于重叠的所述的左弧形导向板和右弧形导向板之间、另一侧位于重叠底部的所述的左弧形导向板或右弧形导向板内。
9.优选地,张紧辊组件包括分别自中部转动设置在折布架左右两侧的张紧支架、位于张紧支架前后两端部且与卷布动力辊平行设置的第一张紧辊和第二张紧辊,滤袋布自下而上依次经过第二张紧辊和第一张紧辊、并自第一张紧辊的底部向上向前传送至卷布动力辊。
10.优选地,伸缩杆有两个,且分别位于折布架的两侧;伸缩杆的两端部分别连接在位于同侧的张紧支架和折布架上;伸缩杆的驱动方式可以是液压、气压或者电动。
11.优选地,第一张紧辊和第二张紧辊分别绕自身轴心线方向转动地设在张紧支架上。
12.优选地,第一张紧辊和第二张紧辊能够沿着支架的长度方向移动调节地设置在张紧支架上。
13.根据本发明的一个具体实施和优选方面,限位组件包括固定设置在折布架一侧的定位板、自定位板的外侧水平向外延伸且隔开设置的第一阻挡部和第二阻挡部、固定在枢轴上且位于第一阻挡部和第二阻挡部之间的限位杆,其中由限位杆与第一阻挡部或第二阻挡部的抵触限制张紧辊组件的转动。
14.优选地,限位组件还包括用于将第一阻挡部和第二阻挡部的外端部固定连接的连杆,其中第一阻挡部、第二阻挡部、及连杆形成供限位杆摆动的移动空间。
15.优选地,摆布辊组件包括与卷布动力辊平行设置的摆布辊、位于摆布辊的两端部且上端部通过枢轴与折布架前端部的左右两侧转动连接的辊架。
16.根据本发明的一个具体实施和优选方面,驱动机构包括轴心线水平设置的偏心轮、两端部分别连接在偏心轮和辊架上的摆杆、以及设在折布架上用于驱动偏心轮转动的马达和减速器。
17.优选地,卷布动力辊与偏心轮同步运动。使得两个运动共用一个马达。
18.优选地,摆布辊绕着自身轴心线方向转动;摆布辊有多根、并沿着辊架长度移动调节地设置在辊架上。
19.根据本发明的一个具体实施和优选方面,袋身成型装置还包括设置在折布机与热定型机之间的滤袋布防水和防油的处理系统,滤袋布防水和防油的处理系统包括处理架、浸泡单元、挤压单元、烘干单元,其中浸泡单元包括浸液槽、多个输送辊,该多个输送辊形成了用于挤压滤袋布的挤压辊组件、用于传输滤袋布的传送辊组件、以及用于将滤袋布表面浸泡液沥干的滤水辊组件,其中挤压辊组件包括位于浸液槽液面上方且位于浸液槽两端部的定位座、位于浸液槽溶液中的两根挤压辊、以及分别将挤压辊端部悬挂在定位座上的挂绳,其中所述挤压辊沿着所述浸液槽的长度方向延伸,且两根挤压辊相抵触形成挤压区域,滤袋布自该挤压区域中经过。
20.优选地,在定位座上安装有绳轮,挂绳自中部挂设在绳轮上、两端部分别向下向外延伸并连接在挤压辊的轴端。挤压辊在自重的作用下,相对抵触设置,通过能够根据滤袋布
的张紧力自动调整挤压辊的位置,从而便于滤袋布边浸泡、边挤压的操作。
21.优选地,挤压辊组件有多组,且并排设置。使得多次反复挤压、浸泡,提高滤袋布的浸泡效果。
22.根据本发明的一个具体实施和优选方面,传送辊组件包括位于浸液槽溶液中并将相邻两组挤压辊组件相传送衔接的第一传送辊,滤袋布自前一组挤压辊组件挤压后,经过第一传送辊向后一组挤压辊组件中传送。
23.优选地,传送辊组件还包括用于将最后一组挤压辊组件的滤袋布传送至滤水辊组件中的第二传送辊,该第二传送辊位于浸液槽溶液的上方。
24.优选地,滤水辊组件位于浸液槽液面的上方,且位于浸液槽进入挤压单元形成入料口的一侧。防止被挤压的浆液滴落在沥干的滤袋布上。
25.进一步的,滤水辊组件包括多个自下而上、并排且间隔设置的多个滤水辊。具体的滤水主要是通过多个辊使得滤袋布相对张紧,尽可能将表面的明水滤除而落回浸液槽中。
26.根据本发明的一个具体实施和优选方面,挤压单元包括位于浸液槽上方的第一挤压辊和第二挤压辊、用于驱动第一挤压辊和第二挤压辊相对靠近或远离的驱动机构,其中第一挤压辊和第二挤压辊分别绕自身轴线转动设置。
27.优选地,第一挤压辊固定在处理架上,第二挤压辊活动地设置在处理架上,第一挤压辊和第二挤压辊相向转动设置,驱动机构用于驱动第二挤压辊靠近或远离第一挤压辊方向移动设置。
28.优选地,驱动机构包括分别位于处理架两侧且一端部转动地设置在处理架上的连接板、两端部分别转动设置在连接板的另一端部和处理架上的伸缩杆,第二挤压辊的两轴端部设置在连接板上,当伸缩杆伸缩时,带动第二挤压辊远离或靠近第一挤压辊方向移动设置。
29.根据本发明的一个具体实施和优选方面,侧边熔合或缝合机包括袋布导向装置,该袋布导向装置包括支架、安装在支架上并用于将袋布自两侧向中部收折导向的左弧形导向板和右弧形导向板,其中左弧形导向板和/或右弧形导向板能够向内靠拢和向外张开的设置在支架上,袋布导向装置还包括设置在支架与袋布退卷之间的支撑座、设置在支撑座上且开口朝上设置的u型支撑部,其中u型支撑部沿着竖直方向调节地设置在支撑座上。
30.优选地,支架包括底座、设置在底座上的并沿着袋布移动方向延伸的围框,左弧形导向板和右弧形导向板的下端部分别固定在围框的底部、上端部分别上下重叠设置,袋布的一侧位于重叠的左弧形导向板和右弧形导向板之间、另一侧位于重叠底部的左弧形导向板或右弧形导向板内。
31.优选地,左弧形导向板和右弧形导向板两端部分别冒出围框的两端部。有利于袋条的成型导向。
32.根据本发明的一个具体实施和优选方面,在围框顶部设有水平设置的长形孔,在左弧形导向板上设有连接部,袋布导向装置还包括能够活动设置在长形孔内、并与连接部相连接的锁定螺栓件。通过锁定螺栓件的移动调节,从而使得左弧形导向板和右弧形导向板向内收拢或向外张开。
33.优选地,围框呈矩形,底座包括位于底部的十字架、位于十字架的中部且能够上下伸缩调节的支架,围框固定在支架的顶部、且随着支架的伸缩而上下升降运动。
34.进一步的,支撑座包括位于底部的十字撑、位于十字撑的中部且能够上下伸缩调节的套管,u型支撑部自底部固定在套管的顶部、且随着套管的伸缩而上下升降运动。
35.更进一步的,十字架和十字撑之间通过连接板相连接,该连接板沿着自身长度方向设有长形槽,十字架和十字撑的位于同一条线上的支腿上分别设有能够活动设置在长形槽内、并与支腿相锁定连接的螺栓件。
36.优选地,左弧形导向板和右弧形导向板分别采用不锈钢钢片弯曲成型。由钢片的设置,不仅保证自身的强度,又可以满足调节要求,同时表面光滑,有利于袋布的传送。
37.根据本发明的另一个具体实施和优选方面,在u型支撑部上还设有能够沿着竖直方向调节的设置在u型支撑部的一侧或两侧的接触限位器,一旦逐渐收拢的袋布侧边与接触限位器碰触时,接触限位器发出示警信息。
38.优选地,接触限位器包括套设在u型支撑部的竖直部上的套体;用于将套体与u型支撑部相对锁定的锁定螺栓;一端部固定在套体上、另一端部水平向u型支撑部的中部延伸的限位触杆、以及能够接收到限位触杆的接触信息并发出示警的信号处理器。
39.根据本发明的另一个具体实施和优选方面,裁切机包括滤袋连续裁切用的缓存装置和裁切后的辅助卸料装置,其中缓存装置包括位于缝合或熔合设备的传送辊与裁切机的进料辊之间的固定架、位于固定架上且与传送辊相互平行设置的多根导向辊、位于多根导向辊下方且一端部绕着水平设置的枢轴转动地设置在固定架上的缓存架、设置在缓存架上且与导向辊相互平行的缓存辊、用于驱动缓存架绕着枢轴转动的驱动机构、用于控制驱动机构运行的控制系统、以及能够接收裁切机的裁切信息并向控制系统反馈的感应系统,其中控制系统根据感应系统反馈的信息控制该控制系统的运行,以实现缓存辊和导向辊相对远离和复位,当滤袋条处于传输时,缓存辊靠近导向辊设置;当滤袋条处于裁切时,进料辊停止转动,感应系统将信息反馈至控制系统,缓存辊与导向辊逐渐远离,直到裁切结束进料辊恢复转动,驱动机构再次驱动缓存架向反方向转动,使得缓存辊逐渐复位。
40.优选地,每根导向辊绕着自身轴线方向转动地设置在固定架。
41.优选地,多根导向辊并排设置。
42.优选地,缓存辊有多根,且与导向辊相对错位设置。
43.优选地,缓存装置还包括缓存架转动角度的限位保护机构。
44.根据本发明的一个具体实施和优选方面,限位保护机构包括固定设在固定架上的信号接收器、固定在缓存架上的信号发射器,当缓存架在转动过程中,信号发射器与信号接收器对齐时,控制系统控制驱动机构驱动缓存架的转动、并逐渐复位。
45.优选地,固定架包括竖直设置在地面上且位于两侧的支撑部、分别横设在支撑部顶部且沿着所述滤袋条的长度方向延伸的水平安装部,多根导向辊关于支撑部对称设置在两侧的水平安装部上,信号接收器固定设置在支撑部的下部。
46.优选地,缓存架包括位于固定架内部且位于滤袋条两侧的支杆,缓存辊的两端部分别设置在两侧的所述支杆上,且分别绕着自身轴线方向转动设置。
47.进一步的,支杆包括沿着滤袋条的长度方向延伸的水平部、自水平部的一端向下弯折的弯折部,枢轴设置在弯折部的最下端,驱动机构设置在水平部的另一端。
48.更进一步的,驱动机构为伸缩杆,且其驱动方式为电动、气动或液压。
49.根据本发明的一个具体实施和优选方面,该辅助卸料装置与工作平台分别位于用
于传送裁切后滤袋的输送带的两侧,辅助卸料装置包括定位架、能够沿着输送带的宽度方向来回摆动地设置在定位架上的拨杆组件、用于驱动拨杆组件来回摆动的驱动机构,其中拨杆组件位于输送带的侧上方,当拨杆组件摆动时,其能够将位于输送带上裁切后的滤袋拨送至工作平台上。
50.优选地,拨杆组件包括沿着输送带的长度方向延伸且绕自身轴线方向转动地设置在定位架上的定位杆、沿着定位杆的长度方向间隔分布且用于将滤袋自输送带拨送至工作平台上的拨动单元。
51.根据本发明的一个具体实施和优选方面,每个拨动单元包括能够活动调节地设置在定位杆上的滑套;上端部固定在滑套上、下端部向下延伸的拨杆;设置在拨杆下端部的拨块,其中拨块能够沿着拨杆长度方向上下移动地调节设置在拨杆下端部。
52.优选地,拨块自上而下厚度逐渐变小设置。
53.优选地,拨块的纵截面呈倒梯形状。
54.进一步的,拨杆下部设有锁齿,拨动单元还包括活动地设置在拨块上且与锁齿相配合的锁舌、用于将锁舌与拨块相对锁定的锁定件。
55.进一步的,拨块内部中空设置,拨动单元还包括位于拨块内部两端部抵触在拨块内壁和锁舌之间使得锁舌保持向锁齿运动趋势的弹性件。
56.优选地,锁定件包括固定设置在拨块上且供锁舌穿过的锁环、与锁环螺纹连接并垂直抵触在锁舌上的螺栓,其中在锁舌的外端部设有拉拔头。
57.根据本发明的另一具体实施和优选方面,驱动机构包括固定在定位杆上的连接套;上端部固定在连接套上、下端部向下延伸的连接杆;两端部分别连接在连接杆的下端部和定位架上的伸缩杆,其中由伸缩杆的伸缩驱动定位杆转动。
58.优选地,驱动机构有三个,且分别分布设置在定位杆的中部和两端部。
59.此外,定位架包括直立设置在输送带一侧且位于输送带两端部的竖直杆、分别自竖直杆的顶部向输送带另一侧延伸的水平杆,其中分别在水平杆的延伸末端设有定位座,拨杆组件安装在定位座上。
60.进一步的,定位架还包括横设在两根竖直杆之间的连杆。
61.本发明的除尘滤袋的成型方法,其采用了上述的成型设备,具体的步骤如下:1)袋口成型:a)、将分别形成袋口状的外层布和内层布的一端部分别缝合在毛毡圈两侧,其中外层布的一端部缝合在毛毡圈的内部,内层布的一端部缝合在毛毡圈的内壁;b)、将环形钢圈塞入外层布内并抵触在毛毡圈的内侧,然后将内层布的另一端自毛毡圈的内部塞入外层布内并将环形钢圈闭合在毛毡圈的内侧、外层布和内层布之间并缝合;2)、袋身成型:a)绒料经过开松机开松后进入双层梳绒机,由双层梳绒机形成双层薄网状的绒,然后通过铺绒机将双层薄网状的绒分别铺设在基布的正反两面,接着进入预针刺机中进行针刺定位,然后经过主针刺机进行正反面针刺,并通过折布机折叠;b)将折叠后的布料经过防水和防油的处理系统中进行浸泡和压干处理后,传送至热定型机中进行热定型处理,其温度控制在220~240℃;
c)热定型后,将布料加入烧毛机中,通过明火将布料的一侧面烧毛处理,然后经过加热辊对烧毛面进行压光处理,并通过卷取机卷取成型;d)将卷取成型的滤袋布自两侧向中部弯曲形成直筒状的袋条,并且通过侧边熔合或缝合机将滤袋布的两侧部进行固定连接;e)按规定尺寸进行裁切;3)、袋底成型a)由制备袋身的面料形成直筒状的套体;b)将套体一端部向内弯折形成包边,然后采用封底并将封底的外周缝合在包边与套体之间,同时封底位于套体的内部;4)、将步骤1)中的内层布和外层布的一端部、袋身的一端部三层缝合、熔合或超声波焊接在一起,然后将袋身的另一端部与步骤3)中套体的另一端部缝合、熔合或超声波焊接在一起。
62.由于以上技术方案的实施,本发明与现有技术相比具有如下优点:本发明一方面能够根据滤袋布的张紧和松弛调节张紧辊组件的角度,使得进入卷布动力辊中的滤袋布一直保持张紧趋势,从而确保收折后布料的侧部齐平设置;另一方面由袋布导向装置的设置,便于袋条的形成,从而方便袋身的熔合或缝合成型。
附图说明
63.下面结合附图和具体的实施例对本发明做进一步详细的说明。
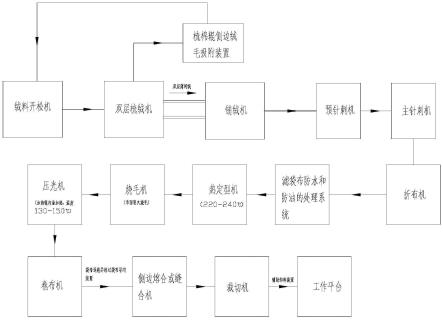
64.图1为本发明的除尘滤袋的成型设备的结构简化示意图;图2为图1中折布机的结构示意图;图3为图1中防水和防油的处理系统的结构示意图;图4为图1中袋布导向装置的结构示意图;图5为图1中滤袋连续裁切用的缓存装置的结构示意图;图6为图1中辅助卸料装置的俯视示意图;图7为图6的左视示意图;图8为图7中a处放大示意图;其中:
①
、折布机;1、折布架;2、卷布动力辊;3、摆布辊组件;30、摆布辊;31、辊架;4、驱动机构;40、偏心轮;41、摆杆;42、马达;43、减速器;5、张紧辊组件;50、张紧支架;51、第一张紧辊;52、第二张紧辊;6、伸缩杆;7、限位组件;70、定位板;71、第一阻挡部;72、第二阻挡部;73、限位杆;74、连杆;a,b、枢轴;b、滤袋布;
②
、滤袋布防水和防油的处理系统;1a、处理架;2a、浸泡单元;20a、浸液槽;21a、挤压辊组件;210a、定位座;211a、挤压辊;212a、挂绳;213a、挤压辊;22a、传送辊组件;221a、第一传送辊;222a、第二传送辊;23a、滤水辊组件;230a、滤水辊;3a、挤压单元;31a、第一挤压辊;32a、第二挤压辊;33a、驱动机构;330a、连接板;331a、伸缩杆;b、滤袋布;
③
、袋布导向装置;1b、支架;10b、底座;100b、十字架;101b、支架;11b、围框;110b、长形孔;2b、左弧形导向板;3b、右弧形导向板;4b、支撑座;40b、十字撑;41b、套管;5b、u型支撑部;6b、锁定螺栓件;7b、连接板;70b、长形槽;8b、螺栓件;9b、接触限位器;90b、套体;91b、锁定螺栓;92b、限位触杆;a、支腿;b、袋布;
④
、缓存装置;1c、传送辊;2c、进料辊;3c、固定架;30c、支撑部;31c、水平安装部;4c、导向辊;5c、缓存架;50c、支杆;500c、水平部;501c、弯折部;6c、缓存辊;7c、驱动机构(伸缩杆);8c、限位保护机构;80c、信号接收器;81c、信号发射器;a、枢轴;b、长形孔;t、滤袋条;
⑤
、辅助卸料装置;10d、定位架;100d、竖直杆;101d、水平杆;102d、连杆;11d、拨杆组件;110d、定位杆;111d、拨动单元;a、滑套;b、拨杆;c、拨块;e、锁齿;f、锁舌;g、锁定件;g1、锁环;g2、螺栓;h、弹性件;i、拉拔头;12d、驱动机构;120d、连接套;121d、连接杆;122d、伸缩杆;13d、定位座;2d、工作平台;3d、输送带;d、滤袋。
具体实施方式
65.如图1至图8所示,本实施例提供的除尘滤袋的成型设备,其包括袋口成型装置、袋身成型装置、袋底成型装置,该袋身成型装置包括绒料开松机、双层梳绒机、铺绒机、针刺机、折布机、热定型机、烧毛机、压光机、卷取机、侧边熔合或缝合机、裁切机,其中针刺机包括将平铺的网绒定位在基布正反面的预针刺机和对定位后的布料正面反面进行针刺的主针刺机,袋身成型装置还包括设置在折布机与热定型机之间的滤袋布防水和防油的处理系统、用于将双层梳绒机的梳理辊两侧的毛绒吸附并回收至绒料开松机的处理系统。
66.具体的,折布机
①
包括折布架1、两端部分别设置在折布架1的左右两侧的卷布动力辊2、位于折布架前端部能够绕着水平轴线方向转动的摆布辊组件3、以及驱动机构4,其中摆布辊组件3绕着折布架1前端部前后摆动设置,折布装置还包括通过水平设置的枢轴a转动设置在折布架1上的张紧辊组件5;一端部转动设置在张紧辊组件5上、另一端部转动设置在折布架1上的伸缩杆6;以及用于限定张紧辊组件5转动角度的限位组件7,其中由伸缩杆6的伸缩驱动张紧辊组件5绕着枢轴a转动将进入卷布动力辊2中的滤袋布b一直保持张紧趋势。
67.张紧辊组件5包括分别自中部转动设置在折布架1左右两侧的张紧支架50、位于张紧支架50前后两端部且与卷布动力辊2平行设置的第一张紧辊51和第二张紧辊52,滤袋布b自下而上依次经过第二张紧辊52和第一张紧辊51、并自第一张紧辊51的底部向上向前传送至卷布动力辊2。
68.第一张紧辊51和第二张紧辊52分别绕自身轴心线方向转动地设在张紧支架50上。
69.第一张紧辊51和第二张紧辊52能够沿着张紧支架50的长度方向移动调节地设置在张紧支架50上(在张紧支架50上开始长形滑槽,第一张紧辊51和第二张紧辊52的端部分别滑动的设置在长形滑槽内,然后通过外连接件将张紧支架50与第一张紧辊51和第二张紧辊52相对锁定,因此,第一张紧辊51和第二张紧辊52之间的距离是可以根据实际需求进行调整的)。
70.伸缩杆6有两个,且分别位于折布架1的两侧;伸缩杆6的两端部分别连接在位于同侧的张紧支架50和折布架1上;伸缩杆6的驱动方式可以是液压、气压或者电动。
71.限位组件7包括固定设置在折布架1一侧的定位板70、自定位板70的外侧水平向外延伸且隔开设置的第一阻挡部71和第二阻挡部72、固定在枢轴a上且位于第一阻挡部71和第二阻挡部72之间的限位杆73,其中由限位杆73与第一阻挡部71或第二阻挡部72的抵触限制张紧辊组件5的转动。
72.本例中,限位组件7还包括用于将第一阻挡部71和第二阻挡部72的外端部固定连
接的连杆74,其中第一阻挡部71、第二阻挡部72、及连杆74形成供限位杆73摆动的移动空间。
73.同时,限位组件7可以设置在折布架1的一侧,也可以对称设置在折布架1的两侧。
74.摆布辊组件3包括与卷布动力辊2平行设置的摆布辊30、位于摆布辊30的两端部且上端部通过枢轴b与折布架1前端部的左右两侧转动连接的辊架31,其中摆布辊30绕着自身轴心线方向转动;摆布辊30有多根、并沿着辊架31长度移动调节地设置在辊架31上。
75.驱动机构4包括轴心线水平设置的偏心轮40、两端部分别连接在偏心轮40和辊架31上的摆杆41、以及设在折布架1上用于驱动偏心轮40转动的马达42和减速器43。
76.卷布动力辊2与偏心轮40同步运动。使得两个运动共用一个马达42。
77.滤袋布防水和防油的处理系统
②
,其包括处理架1a、浸泡单元2a、挤压单元3a、烘干单元(图中未显示),其中浸泡单元2a包括浸液槽20a、多个输送辊,该多个输送辊形成了用于挤压滤袋布b的挤压辊组件21a、用于传输滤袋布b的传送辊组件22a、以及用于将滤袋布b表面浸泡液沥干的滤水辊组件23a,其中挤压辊组件21a包括位于浸液槽20a液面上方且位于浸液槽20a两端部的定位座210a、位于浸液槽20a溶液中的两根挤压辊211a、以及分别将挤压辊211a端部悬挂在定位座210a上的挂绳212a,其中挤压辊211a沿着浸液槽20a的长度方向延伸,且两根挤压辊211a相抵触形成挤压区域,滤袋布b自该挤压区域中经过。
78.在定位座210a上安装有绳轮213a,挂绳212a自中部挂设在绳轮213a上、两端部分别向下向外延伸并连接在挤压辊211a的轴端。挤压辊211a在自重的作用下,相对抵触设置,通过能够根据滤袋布b的张紧力自动调整挤压辊211a的位置,从而便于滤袋布b边浸泡、边挤压的操作。
79.挤压辊组件21a有多组,且并排设置。使得多次反复挤压、浸泡,提高滤袋布b的浸泡效果。
80.传送辊组件22a包括位于浸液槽溶液中并将相邻两组挤压辊组件21a相传送衔接的第一传送辊221a、用于将最后一组挤压辊组件21a的滤袋布b传送至滤水辊组件23a中的第二传送辊222a,滤袋布b自前一组挤压辊组件21a挤压后,经过第一传送辊221a向后一组挤压辊211a组件中传送;第二传送辊位于浸液槽20a溶液的上方(侧上方)。
81.滤水辊组件23a位于浸液槽20a液面的上方,且位于浸液槽20a进入挤压单元3a形成入料口的一侧。防止被挤压的浆液滴落在沥干的滤袋布上。
82.本例中,滤水辊组件23a包括多个自下而上、并排且间隔设置的多个滤水辊230a。具体的滤水主要是通过多个辊使得滤袋布b相对张紧,尽可能将表面的明水滤除而落回浸液槽20a中。
83.挤压单元3a包括位于浸液槽20a上方的第一挤压辊31a和第二挤压辊32a、用于驱动第一挤压辊31a和第二挤压辊32a相对靠近或远离的驱动机构33a,其中第一挤压辊31a和第二挤压辊32a分别绕自身轴线转动设置。
84.第一挤压辊31a固定在处理架1a上,第二挤压辊32a活动地设置在处理架1a上,第一挤压辊31a和第二挤压辊32a相向转动设置。本例中,第一挤压辊31a和第二挤压辊32a转动方向如图中第一挤压辊31a和第二挤压辊32a处的箭头所示相向转动,便于挤压后的滤袋布b的向烘干单元移动。
85.驱动机构33a用于驱动第二挤压辊32a靠近或远离第一挤压辊31a方向移动设置。
86.驱动机构33a包括分别位于处理架两侧且一端部转动地设置在处理架1a上的连接板330a、两端部分别转动设置在连接板330a的另一端部和处理架1a上的伸缩杆331a,第二挤压辊32a的两轴端部设置在连接板330a上,当伸缩杆331a伸缩时,带动第二挤压辊32a远离或靠近第一挤压辊31a方向移动设置。
87.伸缩杆331a采用液压、气压或电动,至于伸缩杆331a的伸缩原理为常规设置,在此不做详述。
88.袋布导向装置
③
,其包括支架1b、安装在支架1b上并用于将袋布b自两侧向中部收折导向的左弧形导向板2b和右弧形导向板3b,其中左弧形导向板2b和/或右弧形导向板3b能够向内靠拢和向外张开的设置在支架1b上,袋布导向装置还包括设置在支架1b与袋布退卷之间的支撑座4b、设置在支撑座4b上且开口朝上设置的u型支撑部5b,其中u型支撑部5b沿着竖直方向调节地设置在支撑座4b上。
89.支架1b包括底座10b、设置在底座10b上的并沿着袋布b移动方向延伸的围框11b。
90.底座10b包括位于底部的十字架100b、位于十字架100b的中部且能够上下伸缩调节的支架101b。
91.围框11b呈矩形,且围框11b固定在支架101b的顶部、且随着支架101b的伸缩而上下升降运动。
92.左弧形导向板2b和右弧形导向板3b的下端部分别固定在围框11b的底部、上端部分别上下重叠设置,袋布b的一侧位于重叠的左弧形导向板2b和右弧形导向板3b之间、另一侧位于重叠底部的左弧形导向板2b或右弧形导向板3b内。
93.本例中,右弧形导向板3b的上端部位于左弧形导向板2b上端部的上方,并形成供袋布b通过的重叠区域。
94.左弧形导向板2b和右弧形导向板3b两端部分别冒出围框11b的两端部。有利于袋条的成型导向。
95.同时,左弧形导向板2b和右弧形导向板3b分别采用不锈钢钢片弯曲成型。由钢片的设置,不仅保证自身的强度,又可以满足调节要求,同时表面光滑,有利于袋布b的传送。
96.本例中,在围框11b顶部设有水平设置的长形孔110b,在左弧形导向板2b上设有连接部(图中未显示,但不难想到),袋布导向装置还包括能够活动设置在长形孔110b内、并与连接部相连接的锁定螺栓件6b。通过锁定螺栓件6b的移动调节,从而使得左弧形导向板2b和右弧形导向板3b向内收拢或向外张开。
97.支撑座4b包括位于底部的十字撑40b、位于十字撑40b的中部且能够上下伸缩调节的套管41b,u型支撑部5b自底部固定在套管41b的顶部、且随着套管41b的伸缩而上下升降运动。
98.十字架100b和十字撑40b之间通过连接板7b相连接,该连接板7b沿着自身长度方向设有长形槽70b,十字架100b和十字撑40b的位于同一条线上的支腿a上分别设有能够活动设置在长形槽70b内、并与支腿a相锁定连接的螺栓件8b。
99.此外,在u型支撑部5b上还设有能够沿着竖直方向调节的设置在u型支撑部5b的一侧或两侧的接触限位器9b,一旦逐渐收拢的袋布b侧边与接触限位器9b碰触时,接触限位器9b发出示警信息。
100.具体的,接触限位器9b包括套设在u型支撑部5b的竖直部上的套体90b;用于将套
体90b与u型支撑部5b相对锁定的锁定螺栓91b;一端部固定在套体90b上、另一端部水平向u型支撑部5b的中部延伸的限位触杆92b、以及能够接收到限位触杆92b的接触信息并发出示警的信号处理器(图中未显示)。
101.缓存装置
④
,其包括位于缝合或熔合设备的传送辊1c与裁切机的进料辊2c之间的固定架3c、位于固定架3c上且与传送辊1c相互平行设置的多根导向辊4c、位于多根导向辊4c下方且一端部绕着水平设置的枢轴a转动地设置在固定架3c上的缓存架5c、设置在缓存架5c上且与导向辊4c相互平行的缓存辊6c、用于驱动缓存架5c绕着枢轴a转动的驱动机构7c、用于控制驱动机构7c运行的控制系统、以及能够接收裁切机的裁切信息并向控制系统反馈的感应系统,其中控制系统根据感应系统反馈的信息控制该控制系统的运行,以实现缓存辊6c和导向辊4c相对远离和复位,当滤袋条t处于传输时,缓存辊6c靠近导向辊4c设置;当滤袋条t处于裁切时,进料辊2c停止转动,感应系统将信息反馈至控制系统,缓存辊6c与导向辊4c逐渐远离,直到裁切结束进料辊2c恢复转动,驱动机构再次驱动缓存架5c向反方向转动,使其逐渐复位(此处所指的复位是指缓存架5的复位)。
102.固定架3c包括竖直设置在地面上且位于两侧的支撑部30c、分别横设在支撑部30c顶部且沿着滤袋条t的长度方向延伸的水平安装部31c,多根导向辊4c关于支撑部30c对称设置在两侧的水平安装部31c上。
103.缓存架5c包括位于固定架3c内部且位于滤袋条t两侧的支杆50c,缓存辊6c的两端部分别设置在两侧的支杆50c上,且分别绕着自身轴线方向转动设置。
104.支杆50c包括沿着滤袋条t的长度方向延伸的水平部500c、自水平部500c的一端向下弯折的弯折部501c,枢轴a设置在弯折部501c的最下端,驱动机构7c设置在水平部500c的另一端。
105.进一步的,在水平部500c上设有长形孔b,缓存辊6能够沿着长形孔b的长度方向移动设置。
106.驱动机构7c为伸缩杆,且其驱动方式为电动、气动或液压。本例中,伸缩杆有两根或一根,当为一根时,位于滤袋条t的一侧;当有两根时,位于滤袋条t的两侧。
107.每根导向辊6c绕着自身轴线方向转动地设置在固定架3c(水平安装部31c)。且多根导向辊6c并排设置。
108.本例中,缓存辊6c有多根,且与导向辊4c相对错位设置。
109.此外,上述的缓存装置还包括缓存架5c转动角度的限位保护机构8c(缓存架5c另一端部下行限位,防止缠绕在缓存辊6c上的滤袋条t触地)。
110.该限位保护机构8c包括固定设在固定架3c(支撑部的下部)上的信号接收器80c、固定在缓存架5c(水平部500)上的信号发射器81c,当缓存架5c在转动过程中,信号发射器81c与信号接收器80c对齐时,控制系统控制驱动机构7c(伸缩杆)驱动缓存架5c的转动、并逐渐复位(也就是缓存辊6逐渐向导向辊4c靠拢)。
111.辅助卸料装置
⑤
与工作平台2d分别位于用于传送裁切后滤袋d的输送带3d的两侧。
112.辅助卸料装置
⑤
包括定位架10d、能够沿着输送带3d的宽度方向来回摆动地设置在定位架1d上的拨杆组件11d、用于驱动拨杆组件11d来回摆动的驱动机构12d,其中拨杆组件11d位于输送带3d的侧上方,当拨杆组件11d摆动时,其(拨杆组件11d)能够将位于输送带
3d上裁切后的滤袋d拨送至工作平台2d上。
113.具体的,定位架10d包括直立设置在输送带3d一侧且位于输送带3d两端部的竖直杆100d、分别自竖直杆100d的顶部向输送带3d另一侧延伸的水平杆101d、横设在两根竖直杆100d之间的连杆102d,其中分别在水平杆101d的延伸末端设有定位座13d,拨杆组件11d安装在定位座13d上。
114.拨杆组件11d包括沿着输送带3d的长度方向延伸且绕自身轴线方向转动地设置在定位架11d(通过轴承分别转动设置在定位座13d)上的定位杆110d、沿着定位杆110d的长度方向间隔分布且用于将滤袋d自输送带拨送至工作平台2d上的拨动单元111d。
115.每个拨动单元111d包括能够活动调节地设置在定位杆110d上的滑套a;上端部固定在滑套a上、下端部向下延伸的拨杆b;设置在拨杆b下端部的拨块c,其中拨块c能够沿着拨杆b长度方向上下移动地调节设置在拨杆b下端部。
116.拨块c自上而下厚度逐渐变小设置。
117.进一步的,拨块c的纵截面呈倒梯形状,且内部中空设置。
118.为了实现拨块c的移动调节,本例中,拨杆b下部设有锁齿e,拨动单元111d还包括活动地设置在拨块c上且与锁齿e相配合的锁舌f、用于将锁舌f与拨块c相对锁定的锁定件g。
119.进一步的,拨动单元111d还包括位于拨块c内部两端部抵触在拨块c内壁和锁舌f之间使得锁舌f保持向锁齿e运动趋势的弹性件h。
120.锁定件g包括固定设置在拨块c上且供锁舌f穿过的锁环g1、与锁环g1螺纹连接并垂直抵触在锁舌f上的螺栓g2,其中在锁舌f的外端部设有拉拔头i。
121.驱动机构12d包括固定在定位杆110d上的连接套120d;上端部固定在连接套120d上、下端部向下延伸的连接杆121d;两端部分别连接在连接杆121d的下端部和定位架1d上的伸缩杆122d,其中由伸缩杆122d的伸缩驱动定位杆110d转动。
122.本例中,驱动机构12d有三个,且分别分布设置在定位杆110d的中部和两端部。
123.同时,伸缩杆122d的驱动方式为电动、气动或液压。
124.本例中,除尘滤袋的成型方法,其采用了上述的成型设备,具体的步骤如下:1)袋口成型:a)、将分别形成袋口状的外层布和内层布的一端部分别缝合在毛毡圈两侧,其中外层布的一端部缝合在毛毡圈的内部,内层布的一端部缝合在毛毡圈的内壁;b)、将环形钢圈塞入外层布内并抵触在毛毡圈的内侧,然后将内层布的另一端自毛毡圈的内部塞入外层布内并将环形钢圈闭合在毛毡圈的内侧、外层布和内层布之间并缝合;2)、袋身成型:a)绒料经过开松机开松后进入双层梳绒机,由双层梳绒机形成双层薄网状的绒,然后通过铺绒机将双层薄网状的绒分别铺设在基布的正反两面,接着进入预针刺机中进行针刺定位,然后经过主针刺机进行正反面针刺,并通过折布机折叠;b)将折叠后的布料经过防水和防油的处理系统中进行浸泡和压干处理后,传送至热定型机中进行热定型处理,其温度控制在220~240℃;c)热定型后,将布料加入烧毛机中,通过明火将布料的一侧面烧毛处理,然后经过
加热辊对烧毛面进行压光处理,并通过卷取机卷取成型;d)将卷取成型的滤袋布自两侧向中部弯曲形成直筒状的袋条,并且通过侧边熔合或缝合机将滤袋布的两侧部进行固定连接;e)按规定尺寸进行裁切;3)、袋底成型a)由制备袋身的面料形成直筒状的套体;b)将套体一端部向内弯折形成包边,然后采用封底并将封底的外周缝合在包边与套体之间,同时封底位于套体的内部;4)、将步骤1)中的内层布和外层布的一端部、袋身的一端部三层缝合、熔合或超声波焊接在一起,然后将袋身的另一端部与步骤3)中套体的另一端部缝合、熔合或超声波焊接在一起。
125.进一步的,在上述步骤中,内层布朝向袋口中心的面、外层布的外侧面、以及袋身和袋底的外侧面均为烧毛处理后的光滑面,而经过烧毛处理后的光滑面。
126.此外,袋底的成型,可以直接由袋身的远离袋口的端部向内形成包边,然后采用封底并将封底的外周缝合在包边与套体之间,同时封底位于套体的内部。
127.通过上述方法所加工的除尘滤袋,具有以下优势:1.通过毛毡圈的设置,在高压气流冲刷除尘滤袋频繁的情况下,防止环形钢圈与袋口的摩擦,延长袋口的使用寿命;2.外层布、内层布以及袋身三者缝合在一起,提高袋口与袋身接合部的强度;3.袋底采用包边设计,保证袋底和袋身的连接处不会漏灰(尤其在高压气流冲刷除下),同时也有效的防止袋底的脱落;4.内层布朝向袋口中心的面、外层布的外侧面、以及袋身和袋底的外侧面均为烧毛处理后的光滑面,而经过烧毛处理后的光滑面,其一方面能够保证透气性;另一方面防止粉尘的外泄。
128.以上对本发明做了详尽的描述,其目的在于让熟悉此领域技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,且本发明不限于上述的实施例,凡根据本发明的精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。