1.本实用新型涉及一种板材加工用设备,具体涉及一种板材双端自动铣边机。
背景技术:
2.随着家居装修的升级换代及用户需求的多样化,一些木制地板装修时候为实现板材两端侧面与板材端部的拼接与配合,需要同时铣去同一个板材两端侧面,传统及现有技术主要是通过分两次加工方式,分别对同一个板材的前端一侧面铣边和后端一侧面铣边,中间需要两次上板,自动化水平低,生产效率低,用工成本高;同时,存在铣边误差大、铣边粗糙,以及崩边等缺陷;而且现有铣边位角度调整复杂,不能很好满足不同客户需求,现有技术有待改善。
技术实现要素:
3.本实用新型针对现有板材铣边设备技术存在的不足,提供一种自动化水平高,生产效率高、加工质量好、操作便捷的板材双端自动铣边机。
4.本实用新型的技术方案如下:
5.一种板材双端自动铣边机,包括机架、下料台、控制装置、进料装置、输送电机和铣刀装置,其特征在于:所述铣刀装置设置有两套,两套铣刀装置分别位于机架上部的竖梁两侧,竖梁两侧设置有铣刀装置的升降机构。铣刀装置可沿着竖梁所在的垂直方向位移。
6.更进一步地,铣刀装置沿着加工板材前进的方向,第一套铣刀装置对板材前端侧面定长铣边;第二套铣刀装置对板材后端侧面定长铣边。单独一套铣刀装置只针对板材一端侧面加工。
7.更进一步地,铣刀装置包括铣刀、驱动铣刀的高速电机、十字滑块和伺服进退组件;所述竖梁上设置有上下燕尾,上下燕尾外侧设置有十字滑块,十字滑块外侧设置有进退燕尾,进退燕尾外部固定有伺服进退组件,伺服进退组件一端安装有驱动其动作的伺服电机。
8.更进一步地,铣刀装置上的高速电机其底座与角度调节蜗轮蜗杆机械联动,角度调节蜗轮蜗杆的底座安装在伺服进退组件上。角度调节蜗轮蜗杆带动高速电机旋转,从而带动位于高速电机一端的铣刀与水平运动的板材成一定角度,在板材一端侧面铣边后成斜面。
9.更进一步地,十字滑块两侧成90
°
,即滑动连接在十字滑块内测的上下燕尾与滑动连接在十字滑块外测的进退燕尾成90
°
。铣刀装置可沿着x、y轴方向位移。
10.更进一步地,机架上部设置有输送带,输送带一端上料后板材移动到进料装置;所述进料装置沿着输送带前进方向的一侧设置有侧靠压轮组,侧靠压轮组安装在侧面的调宽拖板上,输送带上部设置有皮带压梁组。侧靠压轮组对上料后的板材进行沿着垂直前进方向的定位,同时侧靠压轮组安装在侧面的调宽拖板上,方便不同板材的加工。
11.更进一步地,进料装置的前端还设置有进料压板轮,进料压板轮位于输送带上方,
进料压板轮的后端与皮带压梁组连接。进料压板轮的设置有利于避免进料板材的窜动,提高加工产品精度。
12.更进一步地,铣刀装置上的铣刀对应输送带的部位处设置有防震压轮组和防震托板,防震压轮组位于防震托板上部,二者相互配合;防震压轮组压紧输送带上的板材,防震托板位于输送带侧面且托起板材。防震压轮组与防震托板的相互配合有利于降低铣刀对板材的冲击,避免板材移位,或者太薄的板材变形,有利于提升加工产品精度,避免毛刺,崩边等缺陷。
13.更进一步地,机架一端设置有下料台。
14.本实用新型的有益效果:
15.一是一套设备同时实现前端侧面铣边和后端侧面铣边,接合数控系统,自动化水平高,单机械加工速度生产效率提高一倍,不仅有利于降低生产用工,而且有利于降低设备成本;
16.二是单独一套铣刀装置只针对板材一端侧面加工,有利于避免多套铣刀装置同时对一块板材加工时前后铣刀装置对板材振动的相互影响,有利于提升产品质量,同时方便用户设置铣边长度及相关操作;
17.三是铣刀装置不仅可以实现x、y轴方向的移位,而且可以旋转,结构巧妙,同一套刀具可以铣出不同斜度的侧面,满足不同要求,适应性强;
18.四是进料装置的结构设计,以及铣边处防震压轮组与防震托板的设计,有利于避免加工板材的震动、崩边、窜动等,提高加工精度,提升加工产品质量。
附图说明
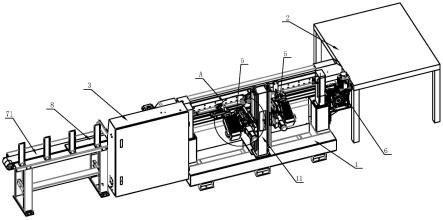
19.图1是本实用新型正面立体结构示意图之一。
20.图2是本实用新型正面立体结构示意图之二。
21.图3是本实用新型背面立体结构示意图。
22.图4中图1中a处铣刀装置放大结构示意图。
23.图5中图2中b处放大结构示意图。
24.图6中图3中c处进料装置放大结构示意图。
25.图中:1、机架;11、竖梁;2、下料台;3、控制装置;4、进料装置;41、侧靠压轮组;42、进料压板轮;43、皮带压梁组;44、调宽拖板;5、铣刀装置;51、铣刀;52、高速电机;53、伺服电机;54、上下燕尾;55、进退燕尾; 56、伺服进退组件;57、角度调节蜗轮蜗杆;58、十字滑块;6、输送电机; 71、输送带;72、防震压轮组;73、防震托板;8、板材。
具体实施方式
26.为更清楚地说明本实用新型的内容,下面结合附图和具体实施方式作进一步的描述。
27.如图1~图3所示,一种板材双端自动铣边机,包括机架1、下料台2、控制装置3、进料装置4、输送电机6和铣刀装置5,所述铣刀装置5设置有两套,两套铣刀装置5分别位于机架1上部的竖梁11两侧,竖梁11两侧设置有铣刀装置5的升降机构。铣刀装置5可沿着竖梁11所在的垂直方向位移。机架1 一端设置有下料台2。一套设备同时实现前端侧面铣边和后端
侧面铣边,接合数控系统,自动化水平高,单机械加工速度生产效率提高一倍,不仅有利于降低生产用工,而且有利于降低设备成本。
28.如图1~图6所示,铣刀装置5沿着加工板材8前进的方向,第一套铣刀装置5对板材前端侧面定长铣边;第二套铣刀装置5对板材后端侧面定长铣边。单独一套铣刀装置5只针对板材8一端侧面加工,有利于避免多套铣刀装置5 同时对一块板材8加工时前后铣刀装置5对板材8振动的相互影响,有利于提升产品质量,同时方便用户设置铣边长度及相关操作;
29.铣刀装置5包括铣刀51、驱动铣刀51的高速电机52、十字滑块58和伺服进退组件56;所述竖梁11上设置有上下燕尾54,上下燕尾54外侧设置有十字滑块58,十字滑块58外侧设置有进退燕尾55,进退燕尾55外部固定有伺服进退组件56,伺服进退组件56一端安装有驱动其动作的伺服电机53。
30.铣刀装置5上的高速电机52其底座与角度调节蜗轮蜗杆57机械联动,角度调节蜗轮蜗杆57的底座安装在伺服进退组件56上。角度调节蜗轮蜗杆57 带动高速电机52旋转,从而带动位于高速电机52一端的铣刀51与水平运动的板材8成一定角度,在板材8一端侧面铣边后成斜面。铣刀装置5不仅可以实现x、y轴方向的移位,而且可以旋转,结构巧妙,同一套刀具可以铣出不同斜度的侧面,满足不同要求,适应性强;
31.十字滑块58两侧成90
°
,即滑动连接在十字滑块58内测的上下燕尾54 与滑动连接在十字滑块58外测的进退燕尾55成90
°
。铣刀装置5可沿着x、 y轴方向位移。
32.机架1上部设置有输送带71,输送带71一端上料后板材8移动到进料装置4;所述进料装置4沿着输送带71前进方向的一侧设置有侧靠压轮组41,侧靠压轮组41安装在侧面的调宽拖板44上,输送带71上部设置有皮带压梁组43。侧靠压轮组41对上料后的板材8进行沿着垂直前进方向的定位,同时侧靠压轮组41安装在侧面的调宽拖板44上,方便不同板材8的加工。
33.如图3和图6所示,进料装置4的前端还设置有进料压板轮42,进料压板轮42位于输送带71上方,进料压板轮42的后端与皮带压梁组43连接。进料压板轮42的设置有利于避免进料板材8的窜动,提高加工产品精度。
34.如图2和图5所示,铣刀装置5上的铣刀51对应输送带71的部位处设置有防震压轮组72和防震托板73,防震压轮组72位于防震托板73上部,二者相互配合;防震压轮组72压紧输送带71上的板材8,防震托板73位于输送带 71侧面且托起板材8。进料装置4的结构设计,以及防震压轮组72与防震托板73的相互配合有利于降低铣刀51对板材8的冲击,避免板材8的移位,或者太薄的板材8变形,有利于提升加工产品精度,避免毛刺,崩边等缺陷,提升加工产品质量。
35.上述实施例不能认为是对本实用新型保护范围的限制,本领域内的技术人员基于本实用新型技术方案或手段做出的改进,均应落入本实用新型权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
