1.本技术涉及高分子材料的领域,尤其是涉及一种扎带及其制备方法。
背景技术:
2.扎带又称扎线带、束线带或锁带,是用来捆扎东西的带子,一般按材质可分为塑料扎带、不锈钢扎带和喷塑不锈钢扎带等。使用过程中,由于受到热、氧、水、光、微生物、化学介质等环境因素的综合作用,塑料的化学组成和结构会发生一系列变化,物理性能也会相应变坏,如发硬、发粘、变脆、变色、失去强度等,这些变化和现象称为老化。
3.相关技术中,如公开号为cn113527834a的中国专利公开了一种耐高温的peek自锁塑料扎带,该扎带的头部、本体和尾部均由含聚醚醚酮的材料制得。含聚醚醚酮的材料包括聚醚醚酮和聚四氟乙烯。该扎带具有较好的长期耐高温性、耐霉菌性和耐高低温循环性能。
4.针对上述相关技术,发明人认为:塑料扎带使用过程中,会暴漏在光照下,塑料扎带在光照下易老化,从而导致扎带的绑扎性能下降。
技术实现要素:
5.为了使扎带不易在光照下老化,从而减小老化对扎带绑扎性能的不良影响,本技术提供一种扎带及其制备方法。
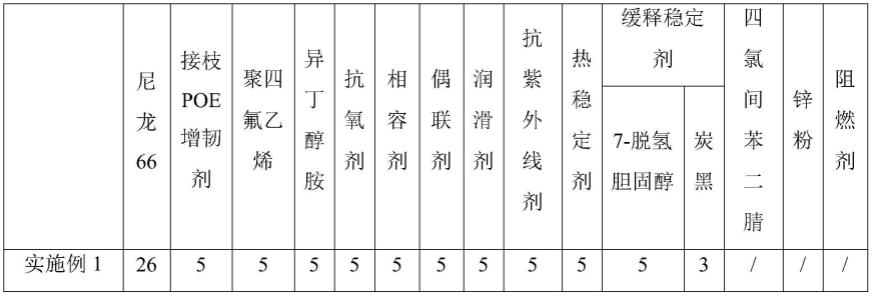
6.第一方面,本技术提供的一种扎带采用如下的技术方案:一种扎带由改性尼龙66制备而成,所述改性尼龙66包括以下重量份的原料:尼龙66,26~70份;接枝poe增韧剂,5~15份;聚四氟乙烯,5~10份;分散剂,5~10份;相容剂,5~10份;偶联剂,5~10份;润滑剂,5~10份;抗氧剂,5~10份;抗紫外线剂,5~10份;热稳定剂,5~10份;缓释稳定剂,3~8份,所述缓释稳定剂包括7-脱氢胆固醇和炭黑,所述7-脱氢胆固醇与炭黑的重量比为5:(2~4)。
7.通过采用上述技术方案,尼龙66、炭黑和7-脱氢胆固醇配合使用,炭黑吸收紫外线和可见光,使尼龙66不易在光照的作用下降解,从而使改性尼龙66不易老化,进而减小了老化对扎带绑扎性能的不良影响;炭黑吸收紫外线和可见光后产生热量,使7-脱氢胆固醇在紫外线作用下产生麦角钙化醇,麦角钙化醇捕获尼龙66在光照作用下分解产生的自由基,减缓了改性尼龙66在光照下降解的速率,进一步减小了老化对扎带绑扎性能的不良影响。
8.可选的,所述改性尼龙66还包括重量份为3~8份的四氯间苯二腈。
9.通过采用上述技术方案,扎带在避光环境中使用时,7-脱氢胆固醇不易分解,此时四氯间苯二腈抑制扎带上霉菌等滋生,提高扎带耐微生物能力,减缓了扎带的老化速率;光照下,四氯间苯二腈和麦角钙化醇共同抑制微生物滋生,且四氯间苯二醇耐光照和耐热稳定性好,进一步提高了光照下扎带的耐微生物性能,进而减缓了扎带的老化速率;四氯间苯二腈和麦角钙化醇配合使用,提高了扎带在不同环境下的耐老化性能,减小了老化对扎带绑扎性能的不良影响。
10.可选的,所述改性尼龙66还包括重量份为3~8份的锌粉。
11.通过采用上述技术方案,锌粉捕获自由基,降低了改性尼龙66降解的速率,从而提高了改性尼龙66的耐老化性能;锌粉与7-脱氢胆固醇相互吸附,在改性尼龙66原料混合阶段,锌粉在7-脱氢胆固醇的带动下均匀地分布在混合料中,提高了扎带中锌粉分布的均匀性,扎带使用时锌粉可以充分发挥作用,进而提高了改性尼龙66的耐老化性能,从而减小了老化对扎带绑扎性能的不良影响。
12.可选的,所述接枝poe增韧剂为马来酸酐接枝poe增韧剂。
13.通过采用上述技术方案,马来酸酐接枝poe增韧剂利于接枝poe增韧剂均匀地分散于改性尼龙66的原料中;马来酸酐接枝poe增韧剂与锌粉配合使用,增加了锌粉在改性尼龙66混和料中分散的均匀性,从提高了改性尼龙66的耐老化性能,进而减小了老化对扎带绑扎性能的不良影响。
14.可选的,所述分散剂为异丁醇胺。
15.通过采用上述技术方案,异丁醇胺调节改性尼龙66混合料的ph值,提高了7-脱氢胆固醇分解为麦角钙化醇的效率,从而提高了扎带耐老化性能,减小了老化对扎带绑扎性能的不良影响。
16.可选的,所述改性尼龙66还包括5~10份阻燃剂。
17.通过采用上述技术方案,阻燃剂提高了扎带的阻燃性能,扎带长期在高温环境中使用时,不易因温度高、摩擦力大和存在引燃物质而燃烧,从而提高了扎带使用的安全性。
18.第二方面,本技术提供的一种扎带的制备方法采用如下的技术方案:一种扎带的制备方法包括以下步骤:s1、、将尼龙66、马来酸酐接枝poe增韧剂、聚四氟乙烯、异丁醇胺、相容剂、偶联剂、润滑剂、抗氧剂、抗紫外线剂、热稳定剂、阻燃剂、四氯间苯二腈、7-脱氢胆固醇和炭黑搅拌均匀,得到混和料;s2、将s1得到的混和料造粒得到改性尼龙66颗粒;s3、将改性尼龙66颗粒注塑成型得到扎带,注塑成型的温度为260~300℃,注塑成型的加热时间为20s,注塑成型的压力为55mpa。
19.通过采用上述技术方案,将各物料混合均匀后造粒,得到的改性尼龙66颗粒中各物料分布均匀,将改性尼龙66颗粒注塑成型,使扎带性能稳定;该方法制备的扎带工艺简单,产品稳定性好。
20.可选的,注塑成型采用分区加热,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃。
21.通过采用上述技术方案,注塑成型工序分区加热,使扎带制备过程控制精确,制备得到的扎带柔韧性好,抗拉强度高。
22.综上所述,本技术包括以下至少一种有益技术效果:1.尼龙66、炭黑和7-脱氢胆固醇配合使用,炭黑吸收紫外线和可见光,使尼龙66不易在光照的作用下降解,改性尼龙66不易老化,从而减小了老化对扎带绑扎性能的不良影响;炭黑吸收紫外线和可见光后产生热量,使7-脱氢胆固醇在紫外线作用下产生麦角钙化醇,麦角钙化醇捕获尼龙66在光照作用下分解产生的自由基,减缓了改性尼龙66在光照下降解的速率,进一步减小了老化对扎带绑扎性能的不良影响;2.麦角钙化醇抑制细菌的增长,使改性尼龙66不易因微生物影响而老化,从而减
小了老化对扎带绑扎性能的不良影响;3.炭黑吸收紫外线,使尼龙66不易在紫外线的作用下降解,从而使改性尼龙66不易老化,进而减小了老化对扎带绑扎性能的不良影响;4. 7-脱氢胆固醇在改性尼龙66的原料混合阶段作为乳化剂,能有效的提高改性尼龙66中各物料的分散均匀性;5.扎带在避光环境中使用时,7-脱氢胆固醇不易分解,此时四氯间苯二腈抑制扎带上霉菌滋生;光照下,四氯间苯二腈和麦角钙化醇共同抑制微生物滋生,且四氯间苯二醇耐光照和耐热稳定性好,进一步提高了光照下扎带的耐微生物性能;四氯间苯二腈与麦角钙化醇配合使用,提高了扎带在不同环境下的耐老化性能,减小了老化对扎带绑扎性能的不良影响;6.锌粉抑制扎带上菌种的滋生,提高了扎带的耐菌性,从而提高了改性尼龙66的耐老化性能;光照下,尼龙66降解产生自由基,锌粉捕获自由基,降低了尼龙66降解的速率,从而提高了改性尼龙66的耐老化性能;锌粉与7-脱氢胆固醇相互吸附,在改性尼龙66原料混合阶段,锌粉在7-脱氢胆固醇的带动下均匀地分布在混合料中,提高了扎带中锌粉分布的均匀性,扎带使用时锌粉可以充分发挥作用,从而提高了改性尼龙66的耐老化性能,减小了老化对扎带绑扎性能的不良影响;7.异丁醇胺调节改性尼龙66混合料中的ph值,从而提高了7-脱氢胆固醇分解为麦角钙化醇的效率,从而提高了扎带耐微生物性能,使改性尼龙66不易老化,进而减小了老化对扎带绑扎性能的不良影响。
具体实施方式
23.以下结合实施例和对比例对本技术作进一步详细说明。
24.以下实施例中未注明具体条件者按照常规条件或制造商建议的条件进行,以下实施例中所用原料除特殊说明外均可来源于普通市售。
25.尼龙66由济南汇锦川化工有限公司提供;马来酸酐接枝poe增韧剂和相容剂由廊坊浩正塑胶科技有限公司提供;聚四氟乙烯由广州鸿程塑化有限公司提供;异丁醇胺由盼得(上海)国际贸易有限公司提供;抗氧剂由山东恒利隆新材料有限公司提供;偶联剂由山东盛亿隆化工有限公司提供;抗紫外线剂由济南汇锦川化工有限公司提供;润滑剂由济南埃克森化工有限公司提供;热稳定剂由济南宝利源化工有限公司提供;阻燃剂由山东秀诚化工有限公司提供;7-脱氢胆固醇由天门恒昌化工有限公司提供;炭黑由上海凯茵化工有限公司提供,d
90
=25nm;四氯间苯二腈由湖北玖丰隆化工有限公司提供;锌粉由天津高科新材料科技有限公司提供,细度为1500目。实施例
26.实施例1s1、将26kg尼龙66、5kg马来酸酐接枝poe增韧剂、5kg聚四氟乙烯、5kg异丁醇胺、5kg相容剂、5kg偶联剂、5kg润滑剂、5kg抗氧剂、5kg抗紫外线剂、5kg热稳定剂、5kg7-脱氢胆固醇和3kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
27.实施例2s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
28.实施例3s1、将26kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
29.实施例4s1、将70kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
30.实施例5s1、将40kg尼龙66、5kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压
力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
31.实施例6s1、将40kg尼龙66、15kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
32.实施例7s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、5kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
33.实施例8s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、10kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
34.实施例9s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、5kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
35.实施例10s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、10kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三
分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
36.实施例11s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg硬酸酯、7kg相容剂、7kg偶联剂、7kg润滑剂、5kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
37.实施例12s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、10kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
38.实施例13s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、5kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
39.实施例14s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、10kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
40.实施例15s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、5kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;
s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
41.实施例16s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、10kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
42.实施例17s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、5kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
43.实施例18s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、10kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
44.实施例19s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、5kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
45.实施例20s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、10kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;
s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
46.实施例21s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、5kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
47.实施例22s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、10kg热稳定剂、10kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
48.实施例23s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、5kg7-脱氢胆固醇和3kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
49.实施例24s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、5kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
50.实施例25s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、5kg7-脱氢胆
固醇和8kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
51.实施例26s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和3kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
52.实施例27s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇和8kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
53.实施例28s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、15kg7-脱氢胆固醇和3kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
54.实施例29s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、15kg7-脱氢胆固醇和5kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
55.实施例30s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、
7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、15kg7-脱氢胆固醇和8kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
56.实施例31s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇、5kg炭黑和5kg四氯间苯二腈放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
57.实施例32s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇、5kg炭黑和8kg四氯间苯二腈放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
58.实施例33s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇、5kg炭黑和10kg四氯间苯二腈放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
59.实施例34s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇、5kg炭黑、8kg四氯间苯二腈和3kg锌粉放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
60.实施例35
s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇、5kg炭黑、8kg四氯间苯二腈和5kg锌粉放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
61.实施例36s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇、5kg炭黑、8kg四氯间苯二腈和8kg锌粉放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
62.实施例37s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇、5kg炭黑和4kg阻燃剂放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
63.实施例38s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇、5kg炭黑、4kg阻燃剂、8kg四氯间苯二腈和5kg锌粉放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
64.实施例39s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇、5kg炭黑、8kg阻燃剂、8kg四氯间苯二腈和5kg锌粉放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三
分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
65.实施例40s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂、10kg7-脱氢胆固醇、5kg炭黑、10kg阻燃剂、8kg四氯间苯二腈和5kg锌粉放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
66.实施例41s1、将70kg尼龙66、15kg马来酸酐接枝poe增韧剂、10kg聚四氟乙烯、10kg异丁醇胺、10kg相容剂、10kg偶联剂、10kg润滑剂、10kg抗氧剂、10kg抗紫外线剂、10kg热稳定剂、15kg7-脱氢胆固醇和8kg炭黑放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
67.对比例对比例1s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂和7kg热稳定剂放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带对比例2对比例2s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂和10kg7-脱氢胆固醇放入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
68.对比例3s1、将40kg尼龙66、10kg马来酸酐接枝poe增韧剂、8kg聚四氟乙烯、7kg异丁醇胺、7kg相容剂、7kg偶联剂、7kg润滑剂、7kg抗氧剂、7kg抗紫外线剂、7kg热稳定剂和5kg炭黑放
入高速搅拌机中搅拌均匀,得到混和料;s2、将s1得到的混和料经由双螺杆挤出机熔融挤出造粒得到改性尼龙66颗粒;s3、调整注塑机的分区温度,第一分区温度为260℃,第二分区温度为270℃,第三分区温度为280℃,第四分区温度为290℃,第五分区温度为300℃,注塑机加热时间20s,压力55mpa,将改性尼龙66颗粒放入注塑机注塑成型,得到扎带。
69.实施例与对比例的原料表见表1:表1实施例与对比例的原料表(kg)
性能检测试验试验方法1.采用《gb/t3681.2-2021塑料太阳辐射暴露试验方法第2部分:直接自然气候老化和暴露在窗玻璃后气候老化》中的方法对扎带进行老化处理。
70.2.采用《gb/t1040.1-2018塑料拉伸性能的测定》中的方法对扎带的拉伸强度进行测定,通过下述公式计算拉伸强度损失率:试验结果详见表2。
71.3.采用《gb/t2406.2-2009塑料用氧指数法测定燃烧行为第2部分:室温试验》中的方法b扩散点燃法对扎带的阻燃性能进行测定,试验结果详见表2表2为各实施例与对比例的试验结果数据表:表2各实施例与对比例的试验结果数据表
结合实施例1、实施例2和实施例41并结合表2,通过尼龙66、马来酸酐接枝poe增韧剂、聚四氟乙烯、异丁醇胺、相容剂、偶联剂、润滑剂、抗氧剂、抗紫外线剂、热稳定剂、7-脱氢胆固醇和炭黑的添加量,使得改性尼龙66的配比更加精确,改性尼龙66的耐老化性能更加稳定,老化对扎带绑扎性能的影响更小。
72.结合实施例2、实施例3和实施例4并结合表2,通过调整尼龙66的添加量,使得改性尼龙66的配比更加精确,改性尼龙66的耐老化性能更加稳定。
73.结合实施例2、实施例5和实施例6并结合表2,通过调整马来酸酐接枝poe的添加量,使得改性尼龙66的配比更加精确,改性尼龙66的耐老化性能更加稳定,老化对扎带绑扎性能的影响更小。
74.结合实施例2、实施例7和实施例8并结合表2,通过调整聚四氟乙烯的添加量,使得改性尼龙66的配比更加精确,改性尼龙66的耐老化性能更加稳定,老化对扎带绑扎性能的影响更小。
75.结合实施例2、实施例9和实施例10并结合表2可以看出,随着异丁醇胺添加量的增加,未老化处理的扎带拉伸强度先提高后下降,扎带老化后拉伸强度的损失率先减小后增加,扎带耐老化性能先增加后减小。原因在于异丁醇胺在作为分散剂提高改性尼龙66各原料分散均匀性的同时,可以调整改性尼龙66混合料的ph值,为7-脱氢胆固醇的分解提供酸性环境,提高了7-脱氢胆固醇分解产物麦角钙化醇吸收紫外线的效率,从而降低了尼龙66的分解效率,进而提高了改性尼龙66的耐老化性能,减小了老化对扎带绑扎性能的不良影响。
76.结合实施例2、实施例11和实施例12并结合表2,通过调整抗氧剂的添加量,使得改性尼龙66的配比更加精确,改性尼龙66的耐老化性能更加稳定,老化对扎带绑扎性能的影
响更小。
77.结合实施例2、实施例13和实施例14并结合表2,通过调整相容剂的添加量,使得改性尼龙66的配比更加精确,改性尼龙66的耐老化性能更加稳定,老化对扎带绑扎性能的影响更小。
78.结合实施例2、实施例15和实施例16并结合表2,通过调整偶联剂的添加量,使得改性尼龙66的配比更加精确,改性尼龙66的耐老化性能更加稳定,老化对扎带绑扎性能的影响更小。
79.结合实施例2、实施例17和实施例18并结合表2,通过调整润滑剂的添加量,使得改性尼龙66的配比更加精确,改性尼龙66的耐老化性能更加稳定,老化对扎带绑扎性能的影响更小。
80.结合实施例2、实施例19和实施例20并结合表2,通过调整抗紫外线剂的添加量,使得改性尼龙66的配比更加精确,改性尼龙66的耐老化性能更加稳定,老化对扎带绑扎性能的影响更小。
81.结合实施例2、实施例21和实施例22并结合表2,通过调整热稳定剂的添加量,使得改性尼龙66的配比更加精确,改性尼龙66的耐老化性能更加稳定,老化对扎带绑扎性能的影响更小。
82.结合实施例2以及实施例23~实施例30并结合表2,通过调整7-脱氢胆固醇和炭黑的添加量,使得改性尼龙66的配比更加精确,改性尼龙66的耐老化性能更加稳定,老化对扎带绑扎性能的影响更小。
83.结合实施例2、实施例24和实施例29,并结合表2可以看出,在炭黑添加量不变的情况下,增加7-脱氢胆固醇的添加量,未老化处理的扎带拉伸强度先增加后减小,扎带老化处理后拉伸强度的损失率先减小后增加。原因在于7-脱氢胆固醇在紫外线和热量的作用下分解产生麦角钙化醇,麦角钙化醇有效的抑制细菌的增长,使扎带不易因微生物影响而老化;麦角钙化醇捕获尼龙66光解产生的自由基,使尼龙66光降解速率降低,从而提高改性尼龙66的耐老化性能。7-脱氢胆固醇的添加量继续增加,部分位于扎带内部的7-脱氢胆固醇不易与紫外线接触,7-脱氢胆固醇分解得到的麦角钙化醇含量减少,扎带拉伸强度损失率增加。
84.结合实施例2、对比例1、对比例2和对比例3并结合表2可以看出,7-脱氢胆固醇的添加,扎带老化处理后的拉伸强度损失率下降。
85.结合实施例2、实施例26和实施例27并结合表2可以看出,在7-脱氢胆固醇添加量不变的情况下,增加炭黑的添加量,未老化处理的扎带拉伸强度先增加后减小,扎带老化处理后拉伸强度的损失率先减小后增加,原因在于炭黑吸收紫外线和可见光,从而降低了尼龙66的光照分解速率,进而提高了扎带耐紫外线性能,扎带老化速率降低。炭黑含量增加,炭黑吸收紫外线的速率增加,炭黑吸收紫外线和可见光转化的热能提高了7-脱氢胆固醇分解的效率,从而提高改性尼龙66的耐老化性能。
86.结合实施例2、对比例1、对比例2和对比例3并结合表2可以看出,炭黑的添加,扎带老化处理后的拉伸强度损失率下降。
87.结合实施例2、实施例31、实施例32和实施例33并结合2可以看出,随着四氯间苯二腈添加量的增加,未老化处理的扎带拉伸强度先增加后减小,扎带老化处理后拉伸强度的
损失率先减小后增加。原因在于扎带在避光环境中使用时,7-脱氢胆固醇不易分解,此时四氯间苯二腈抑制扎带上霉菌等滋生;光照下,四氯间苯二腈和麦角钙化醇共同抑制微生物滋生,且四氯间苯二醇耐光照和耐热稳定性好,进一步提高了光照下扎带的耐微生物性能;四氯间苯二腈和麦角钙化醇配合使用,提高了扎带在不同环境下的耐老化性能。随着四氯间苯二腈添加量的继续增加,缓释稳定剂含量减少,改性尼龙66的耐老化性能降低,扎带老化处理后的拉伸强度损失率增加。
88.结合实施例2、实施例34、实施例35和实施例36,并结合表2可以看出,随着锌粉添加量的增加,未老化处理的扎带拉伸强度先增加后减小,扎带老化处理后拉伸强度的损失率先减小后增加。原因在于锌粉抑制扎带上菌种的滋生,提高了扎带的耐菌性,从而提高了改性尼龙66的耐老化性能;光照下,尼龙66降解产生自由基,锌粉捕获自由基,降低了尼龙66降解的速率,从而提高了改性尼龙66的耐老化性能;锌粉与7-脱氢胆固醇相互吸附,在改性尼龙66原料混合阶段,锌粉在7-脱氢胆固醇的带动下均匀地分布在混合料中,提高了扎带中锌粉分布的均匀性,扎带使用时锌粉可以充分发挥作用,进而提高了改性尼龙66的耐老化性能。锌粉的添加量继续增加,缓释稳定剂含量减少,改性尼龙66耐紫外线性能降低,因此扎带耐老化性能降低,扎带老化处理后的拉伸强度损失率增加。
89.结合实施例2和实施例37并结合表2可以看出,助燃剂的增加有效地提高了扎带的极限氧指数,使扎带阻燃性能增强。
90.结合实施例38、实施例39和实施例40并结合表2可以看出,随着阻燃剂添加量的增加,扎带的极限氧指数增加,但扎带的拉伸强度降低,扎带老化处理后拉伸强度损失率增加。原因在于阻燃剂阻碍抗氧剂、7-脱氢胆固醇和炭黑与空气接触,从而降低了扎带吸收紫外线的效率,尼龙66光解的速率增加,进而使扎带耐老化性能降低。
91.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
