1.本发明属于激光增材制造相关技术领域,更具体地,涉及一种提高工业化用碳化物增强相力学性能的方法。
背景技术:
2.碳化钛具有高熔点、高硬度和高弹性模量,兼具金属和陶瓷的优良性能,如自润滑性、较好的电导率和热导率,良好的抗热震性和化学稳定性,高温抗氧化性能仅低于碳化硅,碳化钛是硬质合金的重要原料,因此在结构材料中作为硬质相而被广泛用于制作耐磨材料、切削刀具材料、机械零件等,还可以制作熔炼锡、铅、镉、锌等金属的坩埚,透明碳化钛陶瓷是优良的光学材料。碳化钛优良的耐热冲击性能,使它适合于在中性或者还原性气氛中用作特殊的耐火材料。然而,利用碳化还原法制备的工业化用碳化钛存在气孔和裂纹等缺陷,组织呈现出非平衡相的特征。这些特征影响了所制备硬质合金、增强体复合材料的致密度和微观组织,并最终影响到样件的力学性能,而且碳化钛陶瓷脆性大,耐冲击能力差、易碎,在后期加工处理的能力低,限制了传统加工工艺(锻造、锻轧、注塑等)对碳化钛陶瓷性能的改性空间,导致碳化还原法制备的碳化钛受到尺寸限制,稳定性差,不能满足大尺寸,批量化的工业化生产要求。
3.目前关于提高工业化用碳化钛增强金属基复合材料陶瓷力学性能的方法的公开文献中主要分为两种,一种是通过添加烧结助剂(主要为fe、co、ni、ni-mo、ni-mo-cr等)产生液相而在烧结过程中发生一系列的物理化学变化,通过影响显微结构中的晶粒尺寸、气孔尺寸及晶界形状和分布、进而影响烧结体的力学性能。具有代表的专利cn201310217111.3公开了一种采用ni做粘合剂来制作tic基硬质合金,虽然实现材料的致密化,其对于实际生产而言仅仅降低烧结的温度,仍然是生产效率低,成本高,最大的影响是制备出碳化钛含有掺杂,纯度偏低;二种是陶瓷经热源重新熔化形成液相熔池,然后排出熔池中气体,最后经过凝固结晶形成致密化陶瓷。具有代表的文献(激光能量输入对直接激光沉积莫来石陶瓷组织性能的影响,赵大可等,稀有金属材料工程,2021年第3期,第50卷)利用激光高能热源作用莫来石陶瓷粉末来形成高温熔体,通过提高熔池对流强度与对流时间有助于气孔的逃逸,此法虽能获得孔隙率低、力学性能好的莫来石陶瓷,但需要经过二次烧结,而且晶体生长方向沿沉积方向,导致组织性能具有各向同性,而且对于具有极强的烧结惰性,很难常压烧结得到高致密度的烧结体如tic材料不适用。
技术实现要素:
4.针对现有技术的以上缺陷或改进需求,本发明提供了一种提高工业化用碳化物增强相力学性能的方法,其控制工业化碳化钛所占体积百分比大于30%与金属合金粉末均匀混合,利用激光对碳化钛陶瓷表面改性、晶体结构的影响及焊接熔池热循环对工业化碳化钛陶瓷晶粒长大提供了充分的过冷度,且保证组织性能的各向异性,c/ti原子比增加,实现陶瓷表面光滑,致密度较高,综合力学性能大幅度提升。
5.为实现上述目的,按照本发明的一个方面,提供了一种提高工业化用碳化物增强相力学性能的方法,所述方法主要包括以下步骤:
6.(1)将金属合金粉末与工业用碳化钛混合均匀以得到混合粉末,所述工业碳化钛占所述混合粉末的体积百分比大于30%;
7.(2)根据公式计算得到所需的激光加工能量密度,该公式为:
8.y=a*x1 b*x2 c
[0009][0010]
其中,a=-0.6800,b=-0.1361,c=380.9400;
[0011]
x1为金属合金粉末的热导率,w/(m.k);
[0012]
x2为金属合金粉末的熔点,℃;
[0013]
y为计算所需的激光能量密度,j/mm2;
[0014]yactual
为实际所采用的激光能量密度,j/mm2;
[0015]
(3)以所述混合粉末为原料,采用计算得到的激光加工能量密度进行同轴式送粉激光增材制造,以激光为热源使所述混合粉末与基体发生冶金结合,逐层叠加后获得熔覆层,进而得到所述复合材料。
[0016]
进一步地,将金属合金粉末与工业用碳化钛在惰性气体ar气保护下,采用球磨混料机进行均匀混合,球磨后的混合粉末烘干处理后作为原料进行同轴式送粉激光增材制造;x1,x2均为所选材料的固有物理参数。
[0017]
进一步地,将碳化钛陶瓷粉末与金属合金粉末进行球磨混合时,滚筒机的转速为350r/min~400r/min,混合时间为8h~10h,并将混合粉末利用烘干箱烘干,烘干温度控制在120℃,烘干时间为1h~2h。
[0018]
进一步地,混合时,球料比按1:10,混瓶外缠绕绝缘胶带,控制混料机转速为400r/min,混合时间为8h。
[0019]
进一步地,所述金属合金粉末均为旋转电极制备,形貌为球形或类球形。
[0020]
进一步地,工业用碳化钛的粒径为45μm~180μm。
[0021]
进一步地,工业用碳化钛粉末为工业化碳管炉碳化还原制备,其包括以下质量百分比的化学成分:总碳量20.05%、游离碳大于0且小于0.5%、o大于0且小于1.20%、n大于0且小于0.60%,fe大于0且小于0.20%,si:大于0且小于0.02%,ca:大于0且小于0.02%。
[0022]
进一步地,金属合金粉末为tc4,tc4即为ti-6al-4v的简写;激光增材制造时采用的激光功率为2400w,光斑直径为2mm,扫描速度为0.008m/s,能量密度为150j/mm2。
[0023]
总体而言,通过本发明所构思的以上技术方案与现有技术相比,本发明提供的提高工业化用碳化物增强相力学性能的方法主要具有以下有益效果:
[0024]
1.本发明制备工业用碳化钛增强金属基复合材料时无需添加任何烧结助剂,避免引入其他相,所制备的碳化钛不含掺杂,纯度高,并且利用激光热源与焊接熔池热循环对工业化陶瓷双重热作用,保证了温度的均匀性,避免了陶瓷组织和密度均匀性较差,可以实现批量化生产密度高、组织均匀性好的工业化碳化钛方法。
[0025]
2.本发明所形成高温度的熔池具有较强的马兰戈尼效应,有利于熔池内元素重排,使c/ti原子比增加,能够实现原子级别冶金结合的微观组织,实现陶瓷表面光滑,综合
力学性能大幅度提升,而且能够形成毛细现象,减少氧化与球化现象。
[0026]
3.所采用的nd-yag光纤激光器损耗小,传输能量的特点,便于焊接熔池的温度升高,给工业化碳化钛营造出二次烧结的温度环境,降低熔体粘度和表面张力,便于陶瓷晶粒形核长大,降低了气孔率,提高了致密度。
[0027]
4.依据所提出的激光加工能量密度公式可以方便、快速地计算出所需要的激光加工能量密度,且得到的该激光加工能量密度能够满足相关要求,保证加工质量。
附图说明
[0028]
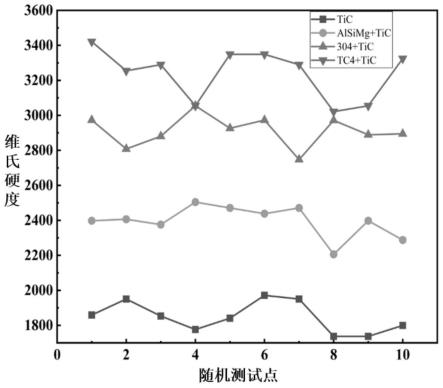
图1是本发明实施例1-3所构建的经过激光热源和焊接熔池热循环双重作用下碳化钛维氏硬度与未经处理工业化碳化钛对比折线图;
[0029]
图2是本发明实施例1所构建的150j/mm2激光热源和tc4焊接熔池热循环双重作用下碳化钛示意图;
[0030]
图3是本发明实施例2所构建的175j/mm2激光热源和304焊接熔池热循环双重作用下碳化钛示意图;
[0031]
图4是本发明实施例3所构建的200j/mm2激光热源和alsi10mg焊接熔池热循环双重作用下碳化钛示意图。
具体实施方式
[0032]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
[0033]
本发明提供的提高工业化用碳化物增强相力学性能的方法主要包括以下步骤:
[0034]
步骤一,选用金属合金粉末。
[0035]
具体地,本实施方式所采用的金属合金粉末均为旋转电极制备,形貌为球形或者类球形,有利于提高粉末的比表面积,增加混合粉末与基体冶金结合强度。此外,为了验证普遍性,选用激光熔覆能量密度跨度较大的三种金属材料进行验证,具体粉末如下:304不锈钢粉末粒径为45μm~105μm,ti-6al-4v粉末粒径为45μm~105μm,alsi10mg粉末粒径为45μm~150μm。
[0036]
步骤二,选用工业化碳化钛陶瓷粉末。
[0037]
具体地,本实施方式所采用的碳化钛粉末为工业碳化钛管炉碳化还原制备,包括以下质量百分比的组分:总碳量20.05%,游离碳:《0.5%,o:《1.20%,n:《0.60%,fe:《0.20%,si:《0.02%,ca:《0.02%。因避免碳化钛陶瓷增强颗粒在某处发生团聚而引起的裂纹缺陷以及便于后续复合材料中增强体陶瓷力学性能测试,选择工业化用碳化钛颗粒的粒径为45μm~180μm,控制体积百分比为30%。
[0038]
其中,步骤一与步骤二的顺序不分先后,且可以同时进行。
[0039]
步骤三,制备混合粉末。
[0040]
具体地,将工业化用碳化钛陶瓷粉末按照体积分数30%的比例分别与金属合金粉末进行球磨混合时,滚筒机的转速为350r/min~400r/min,混合时间为8h~10h,保证粉末
混合均匀,避免碳化钛受热不均匀,影响后续物相表征与力学性能测试。
[0041]
步骤四,将制备得到的混合粉末进行充分干燥。
[0042]
具体地,对所制备的混合粉末采用烘干箱烘干,烘干温度控制在120℃,烘干时间为1h~2h,这个烘干参数既能保证混合粉末中水分能完全蒸发又能防止活泼元素发生氧化。
[0043]
步骤五,以混合粉末为原料进行同轴式激光增材制造,以得到工业用碳化钛增强金属基复合材料。
[0044]
具体地,将所选用的金属合金材料的物理参数带入激光加工能量密度公式以计算出所需激光加工能量密度,结合本身所采用激光热源特点,其能量密度可由激光功率(p),扫描速度(v),激光光斑直径(d
spot
)来调节,其中d
spot
=2mm,具体公式如下。
[0045][0046]
同轴送粉器的中心部位为激光区,而四周为保护气体通道,保护气体为纯度为99.99%氩气惰性气体,在熔覆及冶金反应过程中起到保护作用。
[0047]
激光加工能量密度的计算公式为:
[0048]
y=a*x1 b*x2 c
[0049][0050]
其中,a=-0.6800,b=-0.1361,c=380.9400;
[0051]
x1为金属合金粉末热导率(w/(m.k));
[0052]
x2为金属合金粉末熔点(℃);
[0053]
y为计算所需的激光能量密度(j/mm2);
[0054]yactual
为实际所采用的激光能量密度(j/mm2)。
[0055]
将得到的工业用碳化钛增强金属基复合材料经过电解腐蚀方法提纯激光和熔池热循环作用后的碳化钛增强相并进行物相表征与力学性能测试。具体地,将提纯后的工业用碳化钛制备成标准金相试样,经研磨抛光后采用金相显微镜与扫描电镜进行物相表征,采用维氏硬度计与纳米压痕仪进行力学性能测试。
[0056]
以下以几个具体实施例来对本发明进行进一步的详细说明。
[0057]
以下实施例中,所采用的金属合金粉末,碳化钛陶瓷粉末均已经工业化使用,能有效缩短制粉周期,扩大使用范围,提高了改性工业化用碳化钛的时效性和可靠性。
[0058]
实施例1
[0059]
请参阅图1及图2,本发明实施例1提供的提高工业化用碳化物增强相力学性能的方法主要包括以下步骤:
[0060]
s1,采用金属合金粉末为tc4(ti-6al-4v),该金属合金粉末的粒径为45μm~105μm,包括以下质量百分比的化学成分:al:5.5%~6.8%,v:3.5%~4.5%,fe:《0.30%,c:《0.30%,n:《0.05%,h:《0.015%,o:《0.20%,热导率为7.37w/(m.k),合金材料的熔点为1660℃,所需激光能量密度为150.0024j/mm2。
[0061]
s2,选用工业化用碳化钛陶瓷粉末,其包括以下质量百分比的组分:总碳量
20.05%、游离碳:《0.5%、o:《1.20%、n:《0.60%、fe:《0.20%、si:《0.02%及ca:《0.02%。因避免碳化钛陶瓷增强颗粒在某处发生团聚而引起的裂纹缺陷以及便于后续复合材料中增强体陶瓷力学性能测试,选择工业化用碳化钛颗粒的粒径为45μm~180μm,控制体积百分比为30%。
[0062]
s3,将步骤s1和步骤s2所选用的粉末,按照工业化用碳化钛体积分数为30%的比例与金属合金粉末进行球磨混合,球料比按1:10,混瓶外缠绕绝缘胶带,控制混料机转速为400r/min,混合时间为8h,可保证粉末混合均匀,避免碳化钛受热不均匀,影响后续物相表征与力学性能测试。
[0063]
s4,将步骤s3制备的混合粉末采用烘干箱烘干,烘干温度控制在120℃,烘干时间为1h,这个烘干参数既能保证混合粉末中水分能完全蒸发,又能防止活泼元素发生氧化。
[0064]
s5,将步骤s4制备的混合粉末作为熔覆材料进行同轴式激光增材制造,控制工艺参数激光功率为2400w,光斑直径为2mm,扫描速度为0.008m/s,能量密度为150j/mm2,带入公式计算相对误差为0.0160%o,满足条件要求。
[0065]
同轴送粉器的中心部位为激光区,而四周为保护气体通道,保护气体是为纯度99.99%氩气惰性气体,在熔覆及冶金反应过程中起到保护作用。
[0066]
本实施例1还将步骤s5制备的tc4基熔覆材料,在电解腐蚀设备中,控制电流密度50ma/cm2,电解液为15mlhf(分析纯)、25mlhno3(分析纯)、160mlh2o混合液,电解时间8h,反复电解5次~10次,提取碳化钛增强相。另外,还将步骤s6提取的碳化钛增强相制备成标准金相试样,采用金相显微镜与扫描电镜进行物相表征,采用维氏硬度计与纳米压痕仪进行力学性能测试。
[0067]
实施例2
[0068]
请参阅图3,本发明实施例2提供的提高工业化用碳化物增强相力学性能的方法主要包括以下步骤:
[0069]
s1,采用金属合金粉末为304不锈钢粉末,该合金粉末粒径为45μm~105μm,包括以下质量百分比的化学成分:c:《0.08%,mn:《1.82%,si:《0.91%,cr:《18.5%,ni:《9.4%,其余为fe和不可避免的杂质,热导率为14.61w/(m.k),合金材料熔点1440℃,所需激光能量密度为175.0212j/mm2。
[0070]
s2,选用工业化用碳化钛陶瓷粉末,其包括以下质量百分比的组分:总碳量20.05%,游离碳:《0.5%,o:《1.20%,n:《0.60%,fe:《0.20%,si:《0.02%,ca:《0.02%。因避免碳化钛陶瓷增强颗粒在某处发生团聚而引起的裂纹缺陷以及便于后续复合材料中增强体陶瓷力学性能测试,选择工业化用碳化钛颗粒的粒径为45μm~180μm,控制体积百分比为30%。
[0071]
s3:将步骤s1和步骤s2所选用的粉末,按照工业化用碳化钛体积分数30%的比例与金属合金粉末进行球磨混合,球料比按1:10,混瓶外缠绕绝缘胶带,控制混料机转速为400r/min,混合时间为8h,可保证粉末混合均匀,避免碳化钛受热不均匀,影响后续物相表征与力学性能测试。
[0072]
s4:将步骤s3制备的混合粉末采用烘干箱烘干,烘干温度控制在120℃,烘干时间为1h,这个烘干参数既能保证混合粉末中水分能完全蒸发又能防止活泼元素发生氧化。
[0073]
s5:将步骤s4制备的混合粉末作为熔覆材料进行同轴式激光增材制造,控制工艺
参数激光功率为2800w,光斑直径为2mm,扫描速度为0.008m/s,能量密度为175j/mm2,带入公式计算相对误差为0.1211%,满足条件要求。
[0074]
同轴送粉器的中心部位为激光区,而四周为保护气体通道,保护气体是纯度为99.99%氩气惰性气体,在熔覆及冶金反应过程中起到保护作用。
[0075]
本实施例2将步骤s5制备的304基熔覆材料,在电解腐蚀设备中,控制电流密度40ma/cm2,电解液为50mlkcl(分析纯)、75mlcho(分析纯)、75mlh2o混合液,电解时间8h,反复电解5-10次,提取碳化钛增强相。
[0076]
另外,还将步骤s6提取的碳化钛增强相制备成标准金相试样,采用金相显微镜与扫描电镜进行物相表征,采用维氏硬度计与纳米压痕仪进行力学性能测试。
[0077]
实施例3
[0078]
请参阅图4,本发明实施例3提供的提高工业化用碳化物增强相力学性能的方法主要包括以下步骤:
[0079]
s1,采用金属合金粉末为alsi10mg,该合金粉末粒径为45μm~150μm,其包括以下质量百分比的化学成分:mn≤0.01%,cu≤0.05%,0.14%≤fe≤0.55%,0.40%≤mg≤0.45%,10%≤si≤11%,其余为al和不可避免的杂质,热导率为146w/(m.k),合金材料熔点600℃,所需激光能量密度为200.0000j/mm2。
[0080]
s2:选用工业化用碳化钛陶瓷粉末,其包括以下质量百分比的组分:总碳量20.05%,游离碳:《0.5%,o:《1.20%,n:《0.60%,fe:《0.20%,si:《0.02%,ca:《0.02%。因避免碳化钛陶瓷增强颗粒在某处发生团聚而引起的裂纹缺陷以及便于后续复合材料中增强体陶瓷力学性能测试,选择工业化用碳化钛颗粒的粒径为45μm~180μm,控制体积百分比为30%。
[0081]
s3:将步骤s1和步骤s2所选用的粉末,按照工业化用碳化钛体积分数30%的比例与金属合金粉末进行球磨混合,球料比按1:10,混瓶外缠绕绝缘胶带,控制混料机转速为400r/min,混合时间为8h,可保证粉末混合均匀,避免碳化钛受热不均匀,影响后续物相表征与力学性能测试。
[0082]
s4:将步骤s3制备的混合粉末采用烘干箱烘干,烘干温度控制在120℃,烘干时间为1h,这个烘干参数既能保证混合粉末中水分能完全蒸发又能防止活泼元素发生氧化。
[0083]
s5:将步骤s4制备的混合粉末作为熔覆材料进行同轴式激光增材制造,控制工艺参数激光功率为3200w,光斑直径为2mm,扫描速度为0.008m/s,能量密度为200j/mm2,带入公式计算相对误差为0.0000%o,满足条件要求。
[0084]
同轴送粉器的中心部位为激光区,而四周为保护气体通道,保护气体是纯度为99.99%的氩气惰性气体,在熔覆及冶金反应过程中起到保护作用。
[0085]
本实施例3还将步骤s5制备的alsi10mg基熔覆材料,在电解腐蚀设备中,控制电流密度30ma/cm2,电解液为200mlkeller溶液,电解时间8h,反复电解5-10次,提取碳化钛增强相。
[0086]
另外,还将步骤s6提取的碳化钛增强相制备成标准金相试样,采用金相显微镜与扫描电镜进行物相表征,采用维氏硬度计与纳米压痕仪进行力学性能测试。
[0087]
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含
在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
