1.本发明涉及增材制造技术领域,具体而言涉及一种具有镍钛记忆多层复合结构的柔性壁板及其制备方法及其应用。
背景技术:
2.镍钛形状记忆合金以其特异的形状记忆效应和高阻尼性、超弹性、高腐蚀性及优良的生物相容性,在众多领域已获得卓有成效的应用。
3.然而,由于镍钛合金熔点较高,从而导致镍钛合金的熔炼制备与机械加工性能都较差,而使用目前的熔炼方法和粉末冶金一般是制备外形简单、尺寸较小的构件;例如,航空航天工业中,一般是将镍钛形状记忆合金应用在管接头、紧固件、连接部件、电器连接和机电执行元件上。
4.公布号为cn112692283a的中国专利文献公开了一种多层可记忆镍钛叠层柔性壁板的增材制造方法,采用激光熔覆技术,在氩气气氛中,以ababab的结构层交替送粉打印,每单层打印完后,需停留一段时间再进行下一单层打印,直至打印出所需厚度的镍钛叠层壁板;将打印好的镍钛叠层壁板放入真空退火炉中,在一定的真空度中,将炉内加热至一定温度,保温,再冷却至室温,即得可记忆镍钛叠层柔性壁板。该方法制备的镍钛叠层柔性壁板具有更好的形状记忆能力,镍钛层组织致密,层与层之间结合度好,壁板内部缺陷少,但该镍钛叠层柔性壁板仍然会产生多种成型缺陷,材料性能还需要进一步提升,且无法实现主动变形,形变能力仍然受到一定的限制。
技术实现要素:
5.本发明目的在于针对现有技术的不足,提供一种具有镍钛记忆多层复合结构的柔性壁板,该柔性壁板具有弹性的三维空心结构,同时扩散结构形成稳定的记忆层,从而完成层与层的变形,最终实现整体的变形,提高材料的形变能力。
6.根据本发明目的的第一方面,提供一种具有镍钛记忆多层复合结构的柔性壁板,该柔性壁板具有三维空心可记忆镍钛叠层结构,所述三维空心可记忆镍钛叠层结构包括两块可记忆多层镍钛叠层壁板,且两块可记忆多层镍钛叠层壁板间隔连接形成具有弹性的三维空心结构;其中,具有弹性的三维空心结构沿记忆多层镍钛叠层壁板进行贯穿连接。
7.优选的,具有弹性的三维空心结构呈相互连接的v型结构。
8.优选的,所述三维空心可记忆镍钛叠层结构为一层或者多层。
9.优选的,所述可记忆多层镍钛叠层壁板至少三层,并以aba的结构层交替叠加而成;其中,a为纯钛粉,b为纯镍粉,且第一层和最后一层皆为a。
10.优选的,所述可记忆多层镍钛叠层壁板的厚度为0.1
‑
0.4mm。
11.根据本发明目的的第二方面,提供一种具有镍钛记忆多层复合结构的柔性壁板的制备方法,具体包括以下步骤:
12.通过激光熔覆技术,以aba的结构层交替送粉打印出所需厚度的多层镍钛叠层壁
板,其中,a为纯钛粉,b为纯镍粉,且第一层和最后一层皆为a;
13.再对打印出的多层镍钛叠层壁板进行第一次真空退火处理,使镍钛界面处形成扩散溶解层,得到具有形状记忆效应的多层镍钛叠层壁板;
14.将得到的具有形状记忆效应的多层镍钛叠层壁板通过轧制及第二次真空退火,改善板材的组织与性能,得到可记忆多层镍钛叠层壁板;
15.之后通过扩散连接和超塑成型,形成三维空心可记忆镍钛叠层结构,得到具有镍钛记忆多层复合结构的柔性壁板。
16.优选的,在扩散连接和超塑成型前,在其中一块可记忆多层镍钛叠层壁板的焊接面间隔涂抹止焊剂,未涂止焊剂的表面与另一块可记忆多层镍钛叠层壁板的焊接面形成连接。
17.优选的,壁板表面未涂止焊剂的形状为沿壁板贯穿的方形,且方形的宽为2
‑
6mm。
18.优选的,具有形状记忆效应的多层镍钛叠层壁板轧制后的厚度为0.1
‑
0.4mm。
19.优选的,真空退火的过程的具体条件如下:抽真空至1.5
×
10
‑3pa,以10~20℃/min的速度加热至600℃~880℃,然后在炉内真空度达到设定值后,保温,最后冷却至室温;其中,第一次真空退火的保温时间为2
‑
16h,第二次真空退火的保温时间为0.5h。
20.优选的,激光熔覆打印过程中,对于每单层的打印高度为0.2~2mm,纯钛粉打印时,激光功率为1.6~2.2kw,扫描速度为10mm/s,粉盘转速1r/min;纯镍粉打印时,激光功率为2.0~2.6w,扫描速度8mm/s,粉盘转速1r/min。
21.根据本发明目的的第三方面,提供一种可变形机翼,机翼的材料为上述具有镍钛记忆多层复合结构的柔性壁板。
22.根据本发明目的的第四方面,提供一种仿生设备,仿生设备翅膀的材料为上述具有镍钛记忆多层复合结构的柔性壁板。
23.本发明的有益效果在于:
24.1、本发明采用激光熔化沉积增材制造技术打印出多层镍钛叠层壁板,再通过真空退火处理,使镍钛界面处形成扩散溶解层,经过一段时间的扩散,扩散生成tini相,初步形成具有形状记忆效应的壁板,再通过轧制及二次真空退火,改善板材的组织与性能,同时使壁板厚度减小,使壁板更柔软,增加可变形性,最后通过结合扩散连接和超塑成型,形成具有弹性的三维空心结构,通过超塑成型提高材料的尺寸精度以及表面质量,减少了传统板料成形过程中回弹和破裂的缺陷,且通过扩散连接,实现材料原子越过晶粒边界进行相互渗透扩散,完成材料之间的焊合过程,而在焊合过程中,因不会引入异质焊机,因而焊合去不容易引入残余应力,微观组织也易于保持或接近原始材料,从而进一步提升了材料的性能。
25.2、本发明的具有镍钛记忆多层复合结构的柔性壁板,通过特有的三维空心结构形成稳定的记忆层,完成层与层的变形,从而实现材料整体的主动变形;当作为飞机的机翼材料或仿生设备的翅膀材料时,通过触发配备的通气及压力系统或者根据外界环境的变化,机翼或仿生设备的翅膀在特定条件下,利用镍钛记忆合金的记忆效应,镍钛合金具有的体心立方结构自发的转变为具有大量孪晶的单斜结构,再通过加应力改变本发明具有类弹簧变形能力的三维空心结构的形状,从而使机翼或仿生设备的翅膀发生弹性变形,当外界条件恢复后,温度高于其奥氏体转变温度时,镍钛合金的晶格结构将变回原来的体心立方结
构,因而材料也回复到其原来的形状;通过这种主动变形,可在任何条件下变成有利于飞机飞行的形式,从而满足各种不同条件下的飞行,提高飞行的效率,降低飞行难度。
附图说明
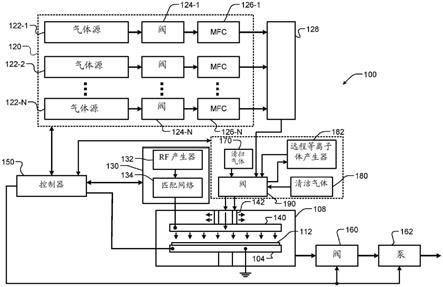
26.图1是本发明的具有镍钛记忆多层复合结构的柔性壁板的结构示意图。
27.图2是本发明的具有镍钛记忆多层复合结构的柔性壁板的制备流程图。
28.图3是本发明的可记忆多层镍钛叠层壁板的止焊剂分布示意图。
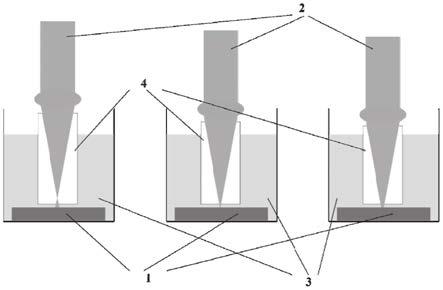
29.图4是本发明扩散连接、超塑成型制备过程示意图。
30.图5是实施例1首次退火后的壁板微观组织图。
具体实施方式
31.为了更了解本发明的技术内容,特举具体实施例并配合所附图式说明如下。
32.在本公开中参照附图来描述本发明的各方面,附图中示出了许多说明的实施例。本公开的实施例不必定意在包括本发明的所有方面。应当理解,上面介绍的多种构思和实施例,以及下面更加详细地描述的那些构思和实施方式可以以很多方式中任意一种来实施。
33.本发明提供一种具有镍钛记忆多层复合结构的柔性壁板,利用激光熔覆技术,送粉打印出钛镍叠层壁板,再将打印好的钛镍叠层壁板进行一定时间的等温退火处理,再通过轧制及二次真空退火,增加可变形性,最后通过结合扩散连接和超塑成型,形成具有弹性的三维空心结构。
34.在具体的实施例中,如图1所示,该柔性壁板具有三维空心可记忆镍钛叠层结构,所述三维空心可记忆镍钛叠层结构包括两块可记忆多层镍钛叠层壁板,且两块可记忆多层镍钛叠层壁板间隔连接形成具有弹性的三维空心结构;其中,具有弹性的三维空心结构沿记忆多层镍钛叠层壁板进行贯穿连接。
35.在优选的实施例中,具有弹性的三维空心结构呈相互连接的v型结构。
36.在可选的实施例中,所述三维空心可记忆镍钛叠层结构为一层或者多层;应当理解为,将多个三维空心可记忆镍钛叠层结构叠得到具有多层三维空心可记忆镍钛叠层结构的柔性壁板;也可以直接将第一层三维空心可记忆镍钛叠层结构,与第三块可记忆多层镍钛叠层壁板连接,形成第二层三维空心可记忆镍钛叠层结构,依次类推,形成具有多层三维空心可记忆镍钛叠层结构的柔性壁板。
37.在另一个优选的实施例中,所述可记忆多层镍钛叠层壁板至少三层,并以aba的结构层交替叠加而成;其中,a为纯钛粉,b为纯镍粉,且第一层和最后一层皆为a。
38.所述可记忆多层镍钛叠层壁板的厚度优选为0.1
‑
0.4mm。
39.本发明还提供一种具有镍钛记忆多层复合结构的柔性壁板的制备方法,如图2所示,采用激光熔化沉积增材制造技术打印出多层镍钛叠层壁板,并通过真空退火处理,初步形成具有形状记忆效应的多层壁板,再通过轧制及二次真空退火,增加可变形性,最后通过结合扩散连接和超塑成型,形成具有弹性的三维空心结构。
40.作为本发明示例性实施例,前述具体实施过程包括以下步骤:
41.通过激光熔覆技术,以aba的结构层交替送粉打印出所需厚度的多层镍钛叠层壁
板,其中,a为纯钛粉,b为纯镍粉,且第一层和最后一层皆为a。
42.再对打印出的多层镍钛叠层壁板进行第一次真空退火处理,使镍钛界面处形成扩散溶解层,得到具有形状记忆效应的多层镍钛叠层壁板。
43.将得到的具有形状记忆效应的多层镍钛叠层壁板通过轧制及第二次真空退火,改善板材的组织与性能,得到可记忆多层镍钛叠层壁板。
44.之后通过超塑成型、扩散连接,形成三维空心可记忆镍钛叠层结构,得到具有镍钛记忆多层复合结构的柔性壁板。
45.在具体的实施例中,在超塑成型和扩散连接前,如图3所示,在其中一块可记忆多层镍钛叠层壁板的焊接面间隔涂抹止焊剂,未涂止焊剂的表面与另一块可记忆多层镍钛叠层壁板的焊接面形成连接;壁板表面未涂止焊剂的部分优选为沿壁板贯穿的方形,且方形的宽为2
‑
6mm。
46.在优选的实施例中,可记忆多层镍钛叠层壁板为长方形壁板,壁板表面未涂止焊剂的部分为沿壁板宽度方向贯穿的方形。
47.在另一个优选的实施例中,未涂止焊剂的部分为两处,并将壁板的表面划分为三块相等的面积,即涂抹止焊剂的部位为三处,且面积相等;应当理解为,涂抹止焊剂的部位面积包括但不限于等面积,也可以面积不相等。
48.在另一个具体的实施例中,进行扩散连接和超塑成型的具体过程为:
49.如图4所示,将涂完止焊剂的可记忆多层镍钛叠层壁板分别装配在模具的上模和下模内,且涂抹止焊剂的一面向内,并面对另一块壁板的其中一面;
50.在模具开始加热前对焊接气袋内(a口)和模具腔内(b口)抽真空,在一定炉温下保温,之后b口继续抽真空,由a口冲入氩气,作为超塑成型的压力源;
51.冲入氩气一段时间后,在一定的压力下保压,随后停止对a口充气,对b口继续抽真空,在一定温度和压力下保压,对壁板进行扩散连接,成型后降温并取出零件。
52.超塑成型是在密封条件下,在钛合金板料一侧或两侧施加气体成形压力,依靠板料的减薄获得与模具型腔相近的结构件外形,具有良好的尺寸精度和表面质量,不易出现传统板料成形过程中回弹和破裂的缺陷。
53.扩散连接是一种通过光洁表面间的原子扩散而使两者结合的固态连接技术,可以连接同种或异种材料。高温条件和板料间的密切接触是实现扩散连接过程中材料原子越过晶粒边界的相互渗透扩散的基本前提,与熔焊相比,固态扩散焊合过程不会引入异质焊剂,因而焊合区不容易引入残余应力,微观组织也易于保持或接近原始材料。
54.因此,在具体的实施例中,通过超塑成型和扩散连接进一步提高了材料的性能。
55.具有形状记忆效应的多层镍钛叠层壁板轧制后的厚度优选为0.1
‑
0.4mm。
56.在优选的实施例中,真空退火的过程的具体条件如下:抽真空至1.5
×
10
‑3pa,以10~20℃/min的速度加热至600℃~880℃,然后在炉内真空度达到设定值后,保温,最后冷却至室温;其中,第一次真空退火的保温时间为2
‑
16h,第二次真空退火的保温时间为0.5h。
57.在其中一个优选的实施例中,激光熔覆打印过程中,对于每单层的打印高度为0.2~2mm,纯钛粉打印时,激光功率为1.6~2.2kw,扫描速度为10mm/s,粉盘转速1r/min;纯镍粉打印时,激光功率为2.0~2.6w,扫描速度8mm/s,粉盘转速1r/min。
58.在其他优选的实施例中,还提供一种可变形机翼,机翼的材料为上述具有镍钛记
忆多层复合结构的柔性壁板,例如用在无人机、侦察机等飞行器上的机翼设计。
59.在另一些应用的领域,例如一种仿生设备,仿生设备翅膀的材料为上述具有镍钛记忆多层复合结构的柔性壁板。
60.具体的,可在飞机、战斗机或者仿生设备中配备通气及压力系统,当需要改变形状时,触发通气及压力系统,并根据具体情况设定具体参数,机翼或仿生设备的翅膀在外界条件下,其壁板材料内部的弹性的三维空心结构可实现弹性变形,从而达到所需变形的程度;这是由于机翼或仿生设备的翅膀在外界条件下,利用镍钛记忆合金的记忆效应,即高温下的镍钛合金具有体心立方结构(奥氏体相);当温度低于马氏体转变所需温度时,其结构将自发的转变为具有大量孪晶的单斜结构(马氏体相),然后,施加应力改变其形状,来使得三维空心结构发生弹性变形;当温度高于其奥氏体转变温度时,镍钛合金的晶格结构将变回原来的体心立方结构,因而材料也回复到其原来的形状。
61.机翼或仿生设备的翅膀不仅可以通过触发配备的通气及压力系统进行变形,也可根据飞行过程中的外界环境进行主动变形,根据环境变成有利于飞机飞行的形式,从而满足各种不同条件下的飞行,提高飞行的效率,降低飞行难度。
62.为了便于更好的理解,下面结合几个具体实例对本发明进行进一步说明,但加工工艺不限于此,且本发明内容不限于此。
63.【实施例1】
64.(1)采用激光熔覆技术,送粉打印钛镍柔和壁板,该壁板为叠层结构aba,第一层和第二层分别由钛粉和镍粉打印。打印过程需在氩气气氛中进行,单层打印高度为0.7mm,纯钛粉打印时,激光功率为1.6kw,扫描速度为10mm/s,粉盘转速1r/min;纯镍粉打印时,激光功率为2.6kw,扫描速度8mm/s,粉盘转速1r/min。
65.(2)将打印好的钛镍壁板进行等温退火处理,具体包括:将镍钛壁板放入真空退火炉内,抽真空至1.5
×
10
‑
3pa,以10℃/min的速度分别加热至700℃,然后在炉内真空度达到设定值后,分别保温8h,最后冷却至室温。
66.(3)将退火后的钛镍壁板进行轧制处理,将多层板轧制到薄板单层的厚度在0.4mm。
67.(4)将轧制后的钛镍壁板再次进行等温退火处理,具体包括:将镍钛壁板放入真空退火炉内,抽真空至1.5
×
10
‑3pa,以10℃/min的速度加热至880℃,然后在炉内真空度达到设定值后,保温0.5h,最后冷却至室温。
68.(5)将退火后的两块壁板无需焊接部位涂抹止焊剂,未涂止焊剂的宽度为4mm,并将壁板表面划分为三等份,之后将涂完止焊剂的壁板分别装配在模具的上模和下模内,进行扩散连接、超塑成型,具体的:在模具开始加热前对焊接气袋内(a口)和模具腔内(b口)抽真空,使炉温在900℃时保温30min,之后b口继续抽真空,由a口冲入氩气,作为超塑成型的压力源。700s后在2.5mpa压力下保压300s,随后停止对a口充气,对b口继续抽真空,在温度900℃、压力3mpa下保压80分钟对壁板进行扩散连接,成型后降温至600℃取出零件。
69.【实施例2】
70.(1)采用激光熔覆技术,送粉打印钛镍柔和壁板,该壁板为三层结构,第一层和第三层由钛粉打印,第二层由镍粉打印。打印过程需在氩气气氛中进行,单层打印高度分别为1.6mm,纯钛粉打印时,激光功率为1.6kw,扫描速度为10mm/s,粉盘转速1r/min;纯镍粉打印
时,激光功率为2.0kw,扫描速度8mm/s,粉盘转速1r/min。
71.(2)将打印好的钛镍壁板进行等温退火处理,具体包括:将镍钛壁板放入真空退火炉内,抽真空至1.5
×
10
‑
3pa,以10℃/min的速度加热至600℃,然后在炉内真空度达到设定值后,保温16h,最后冷却至室温。
72.步骤(2)等温退火后镍钛壁板的ti/ni界面扩散层厚度(δ)进行显微测量,分别测量3个不同区域的值取平均值从图5的金相图片可以明显看到扩散层,厚度为14.57μm。
73.(3)将退火后的钛镍壁板进行轧制处理,将多层板轧制到薄板单层的厚度在0.1mm。
74.(4)将轧制后的钛镍壁板进行等温退火处理,具体包括:将镍钛壁板放入真空退火炉内,抽真空至1.5
×
10
‑3pa,以10℃/min的速度加热至600℃,然后在炉内真空度达到设定值后,保温0.5h,最后冷却至室温。
75.(5)将退火后的两块壁板无需焊接部位涂抹止焊剂,未涂止焊剂的宽度为2mm,并将壁板表面划分为三等份,之后将涂完止焊剂的壁板分别装配在模具的上模和下模内,进行扩散连接、超塑成型,具体的:在模具开始加热前对焊接气袋内(a口)和模具腔内(b口)抽真空,使炉温在900℃时保温30min,之后b口继续抽真空,由a口冲入氩气,作为超塑成型的压力源。700s后在2.5mpa压力下保压300s,随后停止对a口充气,对b口继续抽真空,在温度900℃、压力3mpa下保压80分钟对壁板进行扩散连接,成型后降温至600℃取出零件。
76.【实施例3】
77.(1)采用激光熔覆技术,送粉打印钛镍柔和壁板,该壁板为叠层结构ababa,第一层和第二层分别由钛粉和镍钛粉(由50%纯钛粉和50%纯镍粉混合)打印。打印过程需在氩气气氛中进行,单层打印高度分别为0.7mm。纯钛粉打印时,激光功率为2.0kw,扫描速度为10mm/s,粉盘转速1r/min;镍钛粉打印时,激光功率为2.4kw,扫描速度9mm/s,粉盘转速1r/min。
78.(2)将打印好的钛镍壁板进行等温退火处理,具体包括:将镍钛壁板放入真空退火炉内,抽真空至1.5
×
10
‑3pa,以10℃/min的速度分别加热至880℃,然后在炉内真空度达到设定值后,保温4h,最后冷却至室温。
79.(4)将退火后的钛镍壁板进行轧制处理,将多层板轧制到薄板单层的厚度在0.4mm。
80.(5)将轧制后的钛镍壁板进行等温退火处理,具体包括:将镍钛壁板放入真空退火炉内,抽真空至1.5
×
10
‑3pa,以10℃/min的速度加热至880℃,然后在炉内真空度达到设定值后,保温0.5h,最后冷却至室温。
81.(6)将退火后的两块壁板无需焊接部位涂抹止焊剂,未涂止焊剂的宽度为2mm,并将壁板表面划分为三等份,之后将涂完止焊剂的壁板分别装配在模具的上模和下模内,进行扩散连接、超塑成型,具体的:在模具开始加热前对焊接气袋内(a口)和模具腔内(b口)抽真空,使炉温在900℃时保温30min,之后b口继续抽真空,由a口冲入氩气,作为超塑成型的压力源。700s后在2.5mpa压力下保压300s,随后停止对a口充气,对b口继续抽真空,在温度900℃、压力3mpa下保压80分钟对壁板进行扩散连接,成型后降温至600℃取出零件。
82.虽然本发明已以较佳实施例揭露如上,然其并非用以限定本发明。本发明所属技
术领域中具有通常知识者,在不脱离本发明的精神和范围内,当可作各种的更动与润饰。因此,本发明的保护范围当视权利要求书所界定者为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。