1.本发明涉及部段装配设备领域,具体地说是一种多部段对接拧紧装置。
背景技术:
2.目前部段产品在对接拧紧过程多为人工完成,该种工作方式存在以下弊端:第一,部段对接过程采用吊装对接的形式,对接姿态只能人工调整,对接过程较为费时,对接力无法精确测量;第二,部段结合拧紧力矩较大,需多人配合完成,无法准确控制拧紧力矩;第三,部段整体加工精度不高,拧紧过程多节部段同轴度无法保证,易导致螺纹损伤,部段无法继续使用。现有技术中,在部段装配领域还没有对多节部段进行对接拧紧的装置,现阶段的操作方式不能满足部段装配精确性、高效性和安全性的要求。
技术实现要素:
3.本发明的目的在于提供一种多部段对接拧紧装置,可以实现各个部段一次装夹到位,对接拧紧过程无需对部段位姿再进行二次调整,并且利用螺纹基准转移工装与适应性夹持调整机构完成对部段的同轴装夹和对接拧紧,解决了由于多节大口径部段变形不同轴而导致拧紧力矩过大的问题。
4.本发明的目的是通过以下技术方案来实现的:
5.一种多部段对接拧紧装置,包括安装基座、端盖拧紧从动单元、多自由度装夹调整单元、部段拧紧驱动单元和对接力检测单元,其中安装基座上设有主滑道和侧滑道,且所述主滑道下侧设有下层滑道,端盖拧紧从动单元和各个多自由度装夹调整单元依次可移动地设于所述主滑道上,部段拧紧驱动单元可移动地设于所述侧滑道上,对接力检测单元可移动地设于所述下层滑道上,部段拧紧驱动单元设有位置可调的拧紧机构,且所述拧紧机构设有提供拧紧动力的啮合齿轮,端盖拧紧从动单元包括齿轮组和转盘,端盖设于所述转盘上,且所述转盘通过所述齿轮组驱动旋转,并且端盖旋拧时所述啮合齿轮与所述齿轮组啮合,部段通过多自由度装夹调整单元支撑定位,且所述多自由度装夹调整单元设有螺纹基准转移工装和位置可调并可转动的环形工装,并且任意部段的任一多自由度装夹调整单元的环形工装上设有拧紧力矩传递齿轮,部段旋拧时所述啮合齿轮与对应多自由度装夹调整单元上的拧紧力矩传递齿轮啮合。
6.所述多自由度装夹调整单元包括多自由度支撑机构、环形工装支撑座、环形工装和夹持工装,多自由度支撑机构设于安装基座上,环形工装支撑座通过所述多自由度支撑机构驱动实现水平轴向、水平横向和竖直升降调整,所述环形工装支撑座上设有内部带滚轴的凹槽,且环形工装设于所述凹槽中并通过各个滚轴支撑,夹持工装设于所述环形工装中,且所述环形工装和夹持工装之间设有适应性夹持调整机构。
7.所述多自由度支撑机构包括轴向调整机构、横向调整机构和升降调整机构,其中轴向调整机构包括轴向调整座和设于所述轴向调整座上的轴向调整齿轮和轴向调整驱动组件,所述安装基座的主滑道包括主操作轴向导轨和主操作轴向齿条,所述轴向调整座下
侧与所述主操作轴向导轨滑动连接,所述轴向调整齿轮与所述主操作轴向齿条啮合并通过所述轴向调整驱动组件驱动旋转,所述横向调整机构设于所述轴向调整座上且包括横向调整座和横向调整驱动组件,所述横向调整座与所述轴向调整座滑动连接并通过所述横向调整驱动组件驱动移动,所述升降调整机构设于所述横向调整座上且包括升降摆臂、升降摆臂滑座、升降摆臂驱动组件和升降调整座,升降调整座可升降地设于所述横向调整座中且上端与所述环形工装支撑座固连,两个升降摆臂对称设于所述横向调整座中且下端分别与对应的升降摆臂滑座铰接、上端与所述升降调整座铰接,并且两个升降摆臂滑座通过所述升降摆臂驱动组件驱动同步张合移动。
8.所述适应性夹持调整机构包括俯仰轴压块、俯仰转轴、定位销、纵向窜动摆杆、横向窜动摆杆、窜动销、偏航转轴和偏航摆杆,其中俯仰轴压块设于所述环形工装上,俯仰转轴设于俯仰轴压块圆柱槽内,纵向窜动摆杆与俯仰转轴通过定位销连接并俯仰摆动,纵向窜动摆杆设有两组纵向长条孔,横向窜动摆杆设有两组横向长条孔,且所述纵向窜动摆杆和横向窜动摆杆通过窜动销依次穿过对应的纵向长条孔和横向长条孔实现连接,偏航转轴与横向窜动摆杆通过螺纹连接,并通过圆锥滚子轴承支撑与偏航摆杆转动连接,偏航摆杆与夹持工装轴向滑动连接,并通过螺母轴向限位。
9.所述部段拧紧驱动单元包括轴向移动机构、升降机构、摆动压紧机构和拧紧机构,其中轴向移动机构设有沿着所述侧滑道移动的轴向移动座,升降机构设于所述轴向移动座上且设有可升降的升降滑座,拧紧机构设于所述升降滑座上,且所述升降滑座上设有视觉相机,摆动压紧机构设于所述轴向移动座上端。
10.所述安装基座的侧滑道包括升侧轴向导轨和侧轴向齿条,所述轴向移动机构包括轴向移动座和设于所述轴向移动座上的轴向驱动电机和轴向驱动齿轮,其中轴向移动座下侧与所述升侧轴向导轨滑动连接,轴向驱动齿轮与所述轴向驱动齿轮啮合并通过所述轴向驱动电机驱动旋转;所述升降机构包括拧紧升降驱动组件和升降滑座,所述升降滑座与所述轴向移动座滑动连接并通过所述拧紧升降驱动组件驱动升降;所述摆动压紧机构包括摆杆、摆动气缸和压头,摆杆通过摆动气缸驱动摆动,摆杆自由端设有压头。
11.所述拧紧机构包括径向移动座、啮合齿轮、拧紧机和径向气缸,其中径向移动座与所述升降滑座滑动连接并通过所述径向气缸驱动移动,所述啮合齿轮和拧紧机均设于所述径向移动座上,且所述啮合齿轮通过所述拧紧机驱动旋转。
12.所述端盖拧紧从动单元包括轴向滑座、调整齿轮、滑座驱动组件、轴向滑台、滑台驱动装置、转盘、第一齿轮和第二齿轮,所述安装基座的主滑道包括主操作轴向导轨和主操作轴向齿条,轴向滑座下侧与所述主操作轴向导轨滑动,调整齿轮和滑座驱动组件均设于所述轴向滑座上,且所述调整齿轮与所述主操作轴向齿条啮合并通过所述滑座驱动组件驱动旋转,轴向滑台和滑台驱动装置均设于所述轴向滑座上,且所述轴向滑台与所述轴向滑座上端滑动连接并通过所述滑台驱动装置驱动移动,第一齿轮和第二齿轮设于所述轴向滑台上并啮合形成所述齿轮组,其中第一齿轮与所述转盘同轴固连,第二齿轮与所述啮合齿轮啮合。
13.所述对接力检测单元包括轴向运动机构、插销机构、轴向驱动气缸和力传感器,轴向运动机构设有轴向座沿着所述下层滑道移动,轴向驱动气缸和插销机构均设于所述轴向座上,力传感器设于轴向驱动气缸前端。
14.所述螺纹基准转移工装包括螺纹基准工装和基准转接件,所述螺纹基准工装为圆法兰结构且内腔壁设有与部段端面螺纹配套旋合的基准螺纹,螺纹基准工装通过基准转接件与环形工装同轴连接。
15.本发明的优点与积极效果为:
16.1、本发明在装配前利用多节标准体调整各组多自由度装夹调整单元环形工装的轴线,同轴确定后锁定调整机构各自由度,可以实现部段一次装夹到位,对接拧紧过程无需对部段位姿进行二次调整,装配效率大大提高。
17.2、本发明的部段拧紧驱动单元可沿着安装基座上的侧滑道移动,并通过拧紧机构中的啮合齿轮与相应多自由度装夹调整单元上的拧紧力矩传递齿轮或端盖拧紧从动单元上的第二齿轮啮合提供拧紧旋转动力,从而实现多处拧紧位置可共用一套拧紧驱动单元的目的,并且部段拧紧驱动单元设有摆动压紧机构,可提高部段拧紧过程的稳定性。
18.3、本发明的对接力检测单元可辅助实现部段对接快速到位、自动对接及对接力自动检测,保证装配精确。
19.4、本发明利用螺纹基准转移工装及环形工装将部段端面螺纹基准引出至环形工装处,并利用可适应性夹持调整机构调整并固定环形工装和夹持工装的相对位姿,从而保证各节部段在拧紧过程中始终处于同轴状态,解决了由于多节大口径部段变形不同轴而导致拧紧力矩过大的问题。
20.5、本发明可实现多部段对接拧紧过程无人工干预,避免意外事故发生,提高作业安全性。
附图说明
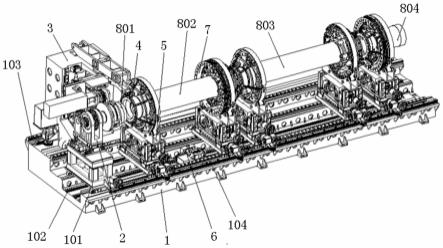
21.图1为本发明的立体示意图,
22.图2为图1中本发明的主视图,
23.图3为图1中本发明的俯视图,
24.图4为图1中多自由度装夹调整单元的立体示意图,
25.图5为图4中多自由度装夹调整单元的主视图,
26.图6为图5中适应性夹持调整机构的剖视图,
27.图7为图1中拧紧力矩传递齿轮的安装位置示意图,
28.图8为图1中对接力检测单元的立体示意图,
29.图9为图1中端盖拧紧从动单元的立体示意图,
30.图10为图1中部段拧紧驱动单元的立体示意图,
31.图11为图1中螺纹基准转移工装的安装位置示意图。
32.其中,1为安装基座,101为主操作轴向导轨,102为下层轴向导轨,103为侧轴向导轨,104为主操作轴向齿条;2为端盖拧紧从动单元,201为轴向滑座,202为轴向滑台,203为第二齿轮,204为第一安装座,205为第一齿轮,206为转盘,207为调整手轮,208为调整齿轮,209为调整滑块,210为定位柱;3为部段拧紧驱动单元,31为轴向移动机构,311为轴向驱动电机,312为轴向驱动齿轮,313为轴向移动座,314为移动滑块,32为升降机构,321为升降伺服电机,322为螺旋升降机,323为升降滑座,324为视觉相机,325为竖直滑轨,33为摆动压紧机构,331为摆杆,332为压头,333为摆动气缸,34为拧紧机构,341为径向移动座,342为啮合
齿轮,343为径向滑轨,344为拧紧机;4为螺纹基准转移工装,401为螺纹基准工装,402为基准转接件;5为多自由度装夹调整单元,51为轴向调整机构,511为轴向调整手轮,512为换向齿轮箱,513为轴向调整齿轮,514为轴向调整座,515为轴向调整滑块,52为横向调整机构,521为横向调整手轮,522为横向调整座,523为横向调整滑块,524为横向调整丝杠,525为横向调整滑轨,53为升降调整机构,531为升降调整手轮,532为升降摆臂滑轨,533为升降摆臂滑座,534为升降摆臂,535为升降调整滑块,536为升降调整滑轨,537为升降摆臂丝杠,538为升降调整座,54为环形工装支撑座,55为滚轴,56为环形工装,57为适应性夹持调整机构,571为俯仰轴压块,572为俯仰转轴,573为定位销,574为纵向窜动摆杆,575为横向窜动摆杆,576为窜动销,577为螺母,578为偏航摆杆,579为偏航转轴,5791为圆锥滚子轴承,58为夹持工装;6为对接力检测单元,601为轴向运动机构,602为插销机构,603为轴向驱动气缸,604为力传感器;7为拧紧力矩传递齿轮;801为端盖,802为首节部段,803为中间部段,804为尾部部段。
具体实施方式
33.下面结合附图对本发明作进一步详述。
34.如图1~11所示,本发明包括安装基座1、端盖拧紧从动单元2、多自由度装夹调整单元5、部段拧紧驱动单元3和对接力检测单元6,其中安装基座1上设有主滑道和侧滑道,且主滑道下侧设有下层滑道,端盖拧紧从动单元2和各个多自由度装夹调整单元5呈一线依次设于安装基座1的主滑道上,且端盖801设于端盖拧紧从动单元2上,各个部段两端分别通过对应的多自由度装夹调整单元5支撑,各个多自由度装夹调整单元5用于夹持与支撑部段并调整多节部段轴线同轴,部段拧紧驱动单元3设于安装基座1的侧滑道上,且所述部段拧紧驱动单元3上设有拧紧机构34用于提供部段的拧紧力矩,所述拧紧机构34设有啮合齿轮342,在任意部段的任意一端多自由度装夹调整单元5设有拧紧力矩传递齿轮7,并且所述部段拧紧驱动单元3沿着侧滑道滑动并通过拧紧机构34中的啮合齿轮342与所述拧紧力矩传递齿轮7啮合驱动相应的部段旋转,端盖拧紧从动单元2中设有转盘206和第一齿轮205与第二齿轮203组成的齿轮组,且所述转盘206通过所述齿轮组驱动旋转,端盖801设于所述转盘206上,并且所述部段拧紧驱动单元3沿着侧滑道滑动并通过拧紧机构34中的啮合齿轮342与所述齿轮组啮合驱动端盖801旋转,对接力检测单元6沿着所述下层滑道移动用于驱动部段对接并检测部段对接力。如图1~3所示,本实施例中待装配工件包括首节部段802、中间部段803和尾部部段804,其中首节部段802远离端盖801一端的多自由度装夹调整单元5以及支撑尾部部段804的多自由度装夹调整单元5上均设有拧紧力矩传递齿轮7。
35.如图4~6所示,所述多自由度装夹调整单元5包括多自由度支撑机构、环形工装支撑座54、环形工装56和夹持工装58,多自由度支撑机构设于安装基座1上,环形工装支撑座5设于多自由度支撑机构上且通过所述多自由度支撑机构可实现水平轴向、水平横向和竖直升降调整,环形工装支撑座54上设有呈弧形的凹槽,且所述凹槽中沿着圆周方向均布有多个滚轴55,环形工装56设于所述凹槽中并通过各个滚轴55支撑,夹持工装58设于所述环形工装56中,所述环形工装56既可绕自身轴线做稳定的滚转运动,又可与环形工装支撑座54通过销钉连接提供拧紧部段所需抗扭力,另外所述环形工装56和夹持工装58均为上下分体式结构,可打开放入部段,然后打开端部再通过拧紧螺栓固定实现部段夹持。
36.如图4~5所示,所述多自由度支撑机构包括轴向调整机构51、横向调整机构52和升降调整机构53,其中轴向调整机构51包括轴向调整座514和设于所述轴向调整座514上的轴向调整齿轮513和轴向调整驱动组件,如图1所示,所述安装基座1的主滑道包括设于上层的主操作轴向导轨101和主操作轴向齿条104,如图4~5所示,所述轴向调整座514下侧设有轴向调整滑块515与所述主操作轴向导轨101配合,所述轴向调整齿轮513与所述主操作轴向齿条104啮合并通过所述轴向调整驱动组件驱动旋转,进而驱动所述轴向调整座514沿着轴向移动。本实施例中,所述轴向调整驱动组件包括轴向调整手轮511和换向齿轮箱512,轴向调整手轮511与换向齿轮箱512输入端连接,换向齿轮箱512输出端与所述轴向调整齿轮513连接,轴向调整手轮511通过所述换向齿轮箱512传递力矩驱动轴向调整齿轮513转动,所述换向齿轮箱512本领域公知技术。
37.如图4~5所示,所述横向调整机构52设于所述轴向调整座514上,所述横向调整机构52包括横向调整座522和横向调整驱动组件,所述横向调整座522与所述轴向调整座514滑动连接并通过所述横向调整驱动组件驱动移动。如图4~5所示,在所述轴向调整座514上设有横向调整滑轨525,在所述横向调整座522下侧设有横向调整滑块523与所述横向调整滑轨525配合,本实施例中,所述横向调整驱动组件包括横向调整手轮521、横向调整丝杠524和横向调整丝母,横向调整丝杠524设于所述轴向调整座514并通过所述横向调整手轮521驱动旋转,且所述横向调整手轮521通过一个横向换向齿轮箱传递转矩,横向调整丝母套装于所述横向调整丝杠524上并与所述横向调整座522固连,所述横向调整丝杠524转动即驱动横向调整丝母移动,进而带动所述横向调整座522横向移动。
38.如图4~5所示,所述升降调整机构53设于所述横向调整座522上,所述升降调整机构53包括升降摆臂534、升降摆臂驱动组件和升降调整座538,其中所述横向调整座522两侧设有立架,且所述升降调整座538两侧分别与所述横向调整座522对应侧的立架滑动连接,在所述立架上设有升降调整滑轨536,在所述升降调整座538两侧设有与所述升降调整滑轨536配合的升降调整滑块535,两个升降摆臂534对称设于所述横向调整座522上,且两个升降摆臂534下端分别与对应的升降摆臂滑座533铰接、上端均与所述升降调整座538铰接,两个升降摆臂滑座533通过所述升降摆臂驱动组件驱动同步张合移动,进而驱动两个升降摆臂534摆动使升降调整座538升降移动。如图4~5所示,所述横向调整座522上设有升降摆臂滑轨532,所述升降摆臂滑座533下侧设有滑块与所述升降摆臂滑轨532配合,另外本实施例中,所述升降摆臂驱动组件包括升降调整手轮531、升降摆臂丝杠537和升降摆臂丝母,其中升降摆臂丝杠537通过所述升降调整手轮531驱动旋转,且所述升降摆臂丝杠537上设有两端螺纹旋向不同的螺纹段,每个升降摆臂滑座533与套装于升降摆臂丝杠537上对应侧螺纹段的升降摆臂丝母固连,所述升降摆臂丝杠537旋转即驱动不同螺纹段上的升降摆臂丝母反向移动,进而驱动两个升降摆臂滑座533张合移动。
39.如图4~5所示,所述环形工装56和夹持工装58之间设有适应性夹持调整机构57,本实施例中,所述夹持工装58为上下分体可打开结构,且所述夹持工装58与所述环形工装56之间均设有三组适应性夹持调整机构57,其中上侧一组,下侧两组。
40.如图5~6所示,所述适应性夹持调整机构57包括俯仰轴压块571、俯仰转轴572、定位销573、纵向窜动摆杆574、横向窜动摆杆575、窜动销576、偏航转轴579和偏航摆杆578,其中俯仰轴压块571设置于所述环形工装56上,俯仰转轴572置于俯仰轴压块571圆柱槽内,纵
向窜动摆杆574与俯仰转轴572通过定位销573连接,可进行俯仰摆动,纵向窜动摆杆574设有两组纵向长条孔,横向窜动摆杆575设有两组横向长条孔,通过窜动销576依次穿过对应的纵向长条孔和横向长条孔将纵向窜动摆杆574和横向窜动摆杆575连接,偏航转轴579与横向窜动摆杆575通过螺纹连接,并通过圆锥滚子轴承5791与偏航摆杆578转动连接,偏航摆杆578与夹持工装58轴向滑动连接,并由螺母577进行限位。所述适应性夹持调整机构57可随部段外形来调整环形工装56与夹持工装58的相对位姿,位姿确定后通过锁紧定位销573和螺母577来固定所夹持部段与环形工装的相对位姿保证在拧紧过程中始终保持不变。
41.如图7所示,拧紧力矩传递齿轮7设置于多自由度装夹调整单元5轴向一侧,并与环形工装56同轴固定连接,其用于传递部段拧紧力矩。所述拧紧力矩传递齿轮7采用上下分体的两半齿结构,一体化加工保证定位面精度和齿轮啮合精度,两半齿采用定位销连接。
42.如图1~3所示,所述部段拧紧驱动单元3设于安装基座1的侧滑道上,其用于向所述拧紧力矩传递齿轮7提供拧紧力矩。
43.如图10所示,所述部段拧紧驱动单元3包括轴向移动机构31、升降机构32、摆动压紧机构33和拧紧机构34,其中轴向移动机构31包括轴向移动座313和设于所述轴向移动座313上的轴向驱动电机311和轴向驱动齿轮312,如图1所示,所述安装基座1的侧滑道设有侧轴向导轨103和侧轴向齿条,所述轴向移动座313与所述安装基座1滑动连接,在所述轴向移动座313下侧设有移动滑块314与所述侧轴向导轨103配合,所述轴向驱动齿轮312与所述侧轴向齿条啮合并通过所述轴向驱动电机311驱动旋转,进而驱动所述轴向移动座313移动。
44.如图10所示,所述升降机构32包括拧紧升降驱动组件和升降滑座323,所述拧紧升降驱动组件和升降滑座323均设于所述轴向移动座313上,其中升降滑座323与所述轴向移动座313滑动连接,在所述轴向移动座313上设有竖直滑轨325,所述升降滑座323上设有与所述竖直滑轨325配合的滑块,所述升降滑座323通过所述拧紧升降驱动组件驱动升降,本实施例中,所述拧紧升降驱动组件包括升降伺服电机321和螺旋升降机322,升降伺服电机321与螺旋升降机322动力输入端相连,螺旋升降机322的动力输出端与所述升降滑座323相连,所述螺旋升降机322为本领域公知技术且为市购产品。另外在所述升降滑座323上设有视觉相机324用于实时检测拧紧过程中两部段之间的缝隙,判断拧紧是否到位,所述视觉相机324为本领域公知技术且为市购产品。
45.所述拧紧机构34设于所述升降滑座323上,如图10所示,所述拧紧机构34包括径向移动座341、啮合齿轮342、拧紧机344和径向气缸,其中径向移动座341与所述升降滑座323滑动连接并通过所述径向气缸驱动移动,在所述升降滑座323上设有一个凹型座,且所述凹型座的凹口内上下侧均设有径向滑轨343,所述径向移动座341上侧设有滑块与对应侧的径向滑轨343配合,所述啮合齿轮342和拧紧机344均设于所述径向移动座341上,且所述啮合齿轮342通过所述拧紧机344驱动旋转,所述拧紧机344为本领域公知技术且为市购产品。所述啮合齿轮342通过所述轴向移动座313和升降滑座323带动调整位置,位置确定后通过所述径向移动座341带动伸出并与所述拧紧力矩传递齿轮7啮合,然后再通过拧紧机344驱动旋转提供拧紧力矩。
46.如图10所示,所述摆动压紧机构33包括摆杆331、摆动气缸333和压头332,其中摆杆331一端与轴向移动座313上端铰接,另一端设有压头332,摆动气缸33设于轴向移动座313上端并驱动所述摆杆331摆动。所述摆动压紧机构33用于压紧多自由度装夹调整单元5
中的环形工装56,保持拧紧过程平稳可靠。
47.如图9所示,所述端盖拧紧从动单元2包括轴向滑座201、调整齿轮208、滑座驱动组件、轴向滑台202、滑台驱动装置、转盘206、第一齿轮205和第二齿轮203,其中第一齿轮205和第二齿轮203形成所述齿轮组,轴向滑座201下侧与安装基座1滑动,在所述轴向滑座201下侧设有调整滑块209与所述安装基座1上的主操作轴向导轨101配合,调整齿轮208和滑座驱动组件均设于所述轴向滑座201上,且所述调整齿轮208与安装基座1上的主操作轴向齿条104啮合并通过所述滑座驱动组件驱动旋转,进而驱动所述轴向滑座201移动,本实施例中,所述滑座驱动组件包括调整手轮207和调整换向齿轮箱,调整手轮207与调整换向齿轮箱输入端相连,调整换向齿轮箱输出端与所述调整齿轮208相连。
48.如图9所示,所述轴向滑台202和滑台驱动装置均设于所述轴向滑座201上,且所述轴向滑台202通过滑轨滑块组件与所述轴向滑座201上端滑动连接并通过所述滑台驱动装置驱动沿着轴向移动,本实施例中,所述滑台驱动装置为驱动气缸,其缸杆端部与所述轴向滑台202固连。
49.如图9所示,所述轴向滑台202上设有第一安装座204和第二安装座,第一齿轮205设于所述第一安装座204上且与所述转盘206同轴固连,第二齿轮203设于所述第二安装座上并与所述第一齿轮205啮合,所述转盘206上设有两个定位柱210用于定位端盖801。装置工作时,所述部段拧紧驱动单元3移动调整并使所述拧紧机构34中的啮合齿轮342与所述第二齿轮203啮合,然后拧紧机344启动并通过所述啮合齿轮342、第二齿轮203和第一齿轮205传递转矩,从而驱动转盘206带动端盖801旋转实现拧紧端盖801目的。
50.如图1所示,所述安装基座1的主滑道下侧还设有下层滑道,所述下层滑道包括下层轴向导轨102和下层轴向齿条,在所述下层轴向导轨102上设有对接力检测单元6。如图8所示,所述对接力检测单元6包括轴向运动机构601、插销机构602、轴向驱动气缸603和力传感器604,其中轴向运动机构601包括轴向座和设于所述轴向座上的轴向运动齿轮和轴向运动电机,所述轴向座与安装基座1滑动连接,在所述轴向座下侧设有滑块与所述下层轴向导轨102配合,所述轴向运动齿轮与所述下层轴向齿条配合并通过所述轴向运动电机驱动旋转,进而驱动轴向座移动,所述轴向驱动气缸603和插销机构602均设于所述轴向座上,其中插销机构602包括插销和插销气缸,当轴向座移动到位后,所述插销通过插销气缸驱动上升插入相应多自由度装夹调整单元5下侧的插销孔中实现快速连接,可辅助拖动其实现快速对接到位,然后插销下降,轴向驱动气缸603用于提供部段对接的轴向驱动力,力传感器604设于轴向驱动气缸603前端,所述多自由度装夹调整单元5下侧设有限位块与力传感器604相抵,力传感器604可实时检测轴向驱动气缸603提供的部段对接力。
51.如图1~3所示,所述多自由度装夹调整单元5上可设置螺纹基准转移工装4,所述螺纹基准转移工装4为外部辅助工装,用于将部段螺纹基准转移至所述环形工装56处。如图11所示,所述螺纹基准转移工装4包括螺纹基准工装401和基准转接件402,螺纹基准工装401为圆法兰结构且内腔壁加工有可与部段端面螺纹配套旋合的基准螺纹,基准转接件402设置于所述螺纹基准工装401和环形工装(18)之间,通过止口准确同轴连接。
52.本发明的工作原理为:
53.如图1~3所示,本实施例中,待装配工件包括端盖801、首节部段802、中间部段803和尾部部段804,中间部段803两端分别通过多自由度装夹调整单元5支撑,且这两个多自由
度装夹调整单元5未设有拧紧力矩传递齿轮7,这样中间部段803保持不动,首节部段802和尾部部段804分别通过多自由度装夹调整单元5支撑,且首节部段802远离端盖801一端的多自由度装夹调整单元5以及支撑尾部部段804的多自由度装夹调整单元5上均设有拧紧力矩传递齿轮7,装配时首节部段802和尾部部段804从两侧向中间部段803对接,对接后部段拧紧驱动单元3沿着安装基座1的侧滑道移动到相应位置,并使拧紧机构34中的啮合齿轮342与相应的拧紧力矩传递齿轮7啮合,然后再通过拧紧机344旋转提供拧紧力矩,完成首节部段802和尾部部段804与中间部段803的旋转对接,然后端盖801通过端盖拧紧从动单元2带动移动到相应位置与首节部段802另一端对接,并且部段拧紧驱动单元3移动到相应位置,并使拧紧机构34中的啮合齿轮342与端盖拧紧从动单元2上的第二齿轮203,然后拧紧机344旋转提供拧紧力矩,完成端盖801与首节部段802对接。
54.本发明装配前先对各组多自由度装夹调整单元5进行同轴调整,同轴确定后锁定各个多自由度装夹调整单元5位置,实现部段一次装夹到位,对接拧紧过程无需对部段位姿进行二次调整。
55.本发明利用螺纹基准转移工装4及环形工装56将部段端面螺纹基准引出至环形工装56处,并利用适应性夹持调整机构57调整并固定环形工装56和部段的相对位姿,保证各节部段在拧紧过程中始终处于同轴状态。
56.本发明中的对接力检测单元4沿着安装基座1上的下层轴向导轨移动至相应的对接位置,可以实现部段对接快速到位、自动对接及对接力自动检测。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
