1.本发明涉及切削刀具的涂层技术领域,具体涉及一种含梯度复合结构的硬质涂层刀具及其制备方法。
背景技术:
2.20世纪70年代第一代硬质涂层tin成功应用在切削刀具领域,这是继发明硬质合金以后在切削加工领域的又一重大变革。刀具表面的硬质涂层可以显著提高刀具的耐磨性和高温使用性能,并且,助推切削加工转向高速、高效干式绿色加工。随着涂层技术的快速发展,tialn、craln、tialsin、cralsin及其多层涂层凭借良好的力学性能、抗氧化性能和热稳定性能,成为目前应用较为广泛的涂层材料。然而,随着现代制造业的高速发展,各种新型高温合金和高性能不锈钢等难加工材料应用越来越多,对切削刀具涂层性能提出了更加严苛的要求,例如,在加工高温合金和不锈钢过程中会出现严重的加工硬化现象,加剧了刀具磨损,此外,为了提升高温合金和不锈钢等材料的性能,上述材料中往往添加了多种其它元素,在切削热的作用下,很容易与tialn基或craln基涂层发生化学反应,进而使刀具前刀面过早出现月牙洼磨损,导致刀具快速失效。与此同时,高温合金和不锈钢等难加工材料的另一个特点是“导热系数低”,切削热不易被切屑带走,而是主要集中到切削区域,这就要求刀具涂层具有更高的耐热性。因此,传统的氮化物涂层已经很难满足上述材料的高效高精密加工要求。
3.tib2是c32型六方晶体结构,属于过渡族金属硼化物,是硼和钛最稳定的化合物,晶体结构中的硼原子面与钛原子面相互交替出现,形成二维网状结构,硼原子与钛原子之间通过共价键相结合,这就决定了tib2是一种化学性质极为稳定的物质,并且具有非常高的硬度和耐磨性,仅次于金刚石和立方氮化硼。tib2在高温环境中也可以保持稳定,不会发生相变,具有较高的热稳定性。因此,tib2涂层在硬质耐磨领域有很大的应用前景。然而,目前tib2涂层刀具仅在有色金属加工和部分钛合金加工领域有少量的应用,在不锈钢、高温合金等难加工材料领域应用非常少,这主要是因为尽管tib2涂层具有很多优异性能,但同时具有韧性差、残余应力大和涂层膜基结合强度低等缺陷,在一定程度上限制了tib2的实际应用范围。
4.中国专利文献cn108165943a公开了一种具有结构梯度的tib2涂层制备方法,通过调节双极脉冲偏压电源输出的占空比调整tib2层的应力,以达到降低涂层内应力和提高膜基附着力的目的。然而,在实际中会发现涂层应力降低程度有限,并且,由于硬质合金基体与tib2涂层的热膨胀系数和体弹性模量之间的固有差异,使其膜基界面依然会形成较高的残余应力,在切削加工过程中,容易发生过早地失效。
5.中国专利文献cn101886242a公开了硼化钛/氮化硅纳米多层涂层及其制备方法,其中,si3n4层的厚度为0.2-0.8nm,tib2层的厚度为2-8nm,si3n4层和tib2层之间具有共格外延生长的结构,si3n4/tib2纳米多层涂层的硬度高于37gpa,抗氧化温度提升至800℃。该专利文献制备的涂层虽然硬度较高,但是,由于si3n4和tib2均属于应力较大的涂层,两者复合
形成的超晶格涂层应力明显更大,使得膜基结合强度降低,在涂层的高硬度还未发挥耐磨作用之时,涂层就已经与硬质合金基体之间发生了脱落。
6.中国专利文献cn107190241a和cn110042343a公开了具有周期结构的tib2基涂层及其制备方法,通过交替沉积tib2和某种金属(如cr、al、w)周期性相互叠加而成的纳米多层涂层具有较低的残余应力,然而,其硬度出现了较大幅度的降低,只有约30gpa,而且,纳米多层中的纯金属层不仅降低了切削加工中的耐磨性,与此同时,纯金属元素会与被加工材料(尤其是难加工材料)之间发生扩散,进而使刀具磨损程度加剧,因此,该技术不适合于切削工具表面的改性。
7.中国专利文献cn101214744a公开了一种射频磁控溅射法制备超硬tib2/tialn纳米多层膜,在纯ti金属打底层上沉积周期为25nm的多层涂层,涂层硬度达到36gpa,内应力为3.4gpa,膜基结合强度获得了提升。cn107190243a公开了一种tib2/altin复合涂层及其制备方法与应用,采用交替沉积altin层和tib2层,制备调制周期为100nm-1000nm的多层涂层,改善了涂层的韧性和抗氧化性能。但是,该方法未进行实际应用试验,并且射频磁控溅射法沉积速率很低,目前也不适合于大规模的产业化生产。纳米多层中的tialn层在900℃左右会发生分解,形成软化相w-aln,这种热分解和相变会破坏涂层的完整性,导致涂层耐磨性降低,尤其是在加工不锈钢、高温合金等难加工材料时,切削热会使涂层的分解和相变过程加剧,性能降低。
8.综上所述,上述专利文献中通过物理气相沉积方法制备的tib2梯度涂层或tib2多层涂层,在一定程度上提升了tib2涂层的性能,但是,上述含tib2涂层仍然存在膜基结合强度低、涂层应力过大以及耐磨性偏低等缺陷,在高温合金或不锈钢等难加工材料的高效加工等工具负荷大的严酷的使用环境下,tib2涂层应力大、膜基结合强度差、耐磨性不够或耐热性能低等现象仍会导致刀具过早地失效,严重地限制了tib2涂层的应用范围。
技术实现要素:
9.本发明要解决的技术问题是克服现有技术的不足,特别是针对现有的tib2基涂层的应力过高、膜基结合强度弱与耐热性能差等缺陷,提供一种具有低应力、高强韧性、高膜基结合强度、优异的耐磨性及高耐热性能且可扩大tib2基涂层应用范围的含梯度复合结构的硬质涂层刀具及其制备方法。
10.为解决上述技术问题,本发明采用以下技术方案。
11.一种含梯度复合结构的硬质涂层刀具,其特征在于,包括刀具基体和沉积于所述刀具基体上的硬质涂层,所述硬质涂层包括梯度复合结构多层涂层和设于所述梯度复合结构多层涂层表面的功能层,所述功能层为tib2层,所述梯度复合结构多层涂层包括交替沉积的ti
1-x
al
x
n层和tibn层,所述ti
1-x
al
x
n层中0.3≤x≤0.7,所述ti
1-x
al
x
n层的厚度控制在20nm~500nm,所述tibn层的厚度控制在10nm~500nm,所述ti
1-x
al
x
n层的厚度随着相对刀具基体距离的增大而降低,所述tibn层的厚度随着相对刀具基体距离的增大而增加,所述梯度复合结构多层涂层至少包含两个交替沉积的周期。
12.上述的含梯度复合结构的硬质涂层刀具,优选的,所述ti
1-x
al
x
n层的厚度控制在40nm~400nm,所述tibn层的厚度控制在20nm~300nm。
13.上述的含梯度复合结构的硬质涂层刀具,优选的,所述ti
1-x
al
x
n层为单相立方结
构,所述tibn层为非晶bn包裹纳米尺寸tin晶粒和纳米尺寸tib2晶粒的纳米复合结构。
14.上述的含梯度复合结构的硬质涂层刀具,优选的,所述ti
1-x
al
x
n层中,0.4≤x≤0.6。
15.上述的含梯度复合结构的硬质涂层刀具,优选的,所述梯度复合结构多层涂层是以“ti
1-x
al
x
n层到tibn层”为一个循环周期,所述梯度复合结构多层涂层的第一层为ti
1-x
al
x
n层,最后一层为tibn层,任意两个相邻的循环周期厚度不相同,并且由靠近刀具基体到远离刀具基体的方向,循环周期的厚度呈减小的趋势。
16.上述的含梯度复合结构的硬质涂层刀具,优选的,所述梯度复合结构多层涂层的总厚度为500nm~3000nm。
17.上述的含梯度复合结构的硬质涂层刀具,优选的,所述功能层的厚度为500nm~3000nm,更优选为800nm~1500nm。
18.上述的含梯度复合结构的硬质涂层刀具,优选的,所述硬质涂层还包括支撑层,所述支撑层设于所述梯度复合结构多层涂层与所述刀具基体之间,所述支撑层为ti
1-y
alyn层,0.3≤y≤0.7,所述ti
1-y
alyn层与所述ti
1-x
al
x
n层的成分和结构相同,所述支撑层的厚度为500nm~3000nm,更优选所述支撑层的厚度为800nm~1800nm。
19.上述的含梯度复合结构的硬质涂层刀具,优选的,所述硬质涂层还包括界面粘合层,所述界面粘合层设于所述支撑层与所述刀具基体之间,所述界面粘合层为ti
1-a
alan层,0≤a≤0.7,所述界面粘合层的厚度为50nm~1000nm,更优选所述界面粘合层的厚度为100nm~500nm。
20.上述的含梯度复合结构的硬质涂层刀具,优选的,所述ti
1-a
alan层中,0≤a≤0.6。
21.上述的含梯度复合结构的硬质涂层刀具,优选的,所述ti
1-a
alan层为立方结构。
22.上述的含梯度复合结构的硬质涂层刀具,优选的,所述硬质涂层的总厚度为1500nm~10000nm。
23.作为一个总的技术构思,本发明还提供一种上述的含梯度复合结构的硬质涂层刀具的制备方法,包括以下步骤:
24.s1、沉积界面粘合层:在预处理后的刀具基体上采用非平衡磁控溅射方法沉积界面粘合层;
25.s2、沉积支撑层:在界面粘合层上采用非平衡磁控溅射方法沉积支撑层;
26.s3、沉积梯度复合结构多层涂层:在支撑层上采用非平衡磁控溅射方法交替沉积ti
1-x
al
x
n层和tibn层,沉积条件为:通入氩气流量为300sccm~340sccm,氮气流量为100sccm~120sccm,控制压力保持在0.60pa~0.70pa,偏压为-100v~-150v,沉积温度为400℃~500℃,当沉积ti
1-x
al
x
n层时,开启tial靶电源,根据循环周期数的不同,tial靶的功率在相应周期的放电时间段内由18kw逐渐降低至8kw,当沉积tibn层时,关闭tial靶电源,开启tib2靶电源,根据循环周期数的不同,tib2靶的功率在相应周期的放电时间段内由3kw逐渐升高至10kw,或者,当沉积ti
1-x
al
x
n层和tibn层时,固定tial靶的功率为10kw~15kw、tib2靶的功率为4kw~5kw,通过交替关闭tib2靶、开启tial靶或开启tib2靶、关闭tial靶来沉积相应的ti
1-x
al
x
n层和tibn层,并且根据循环周期数的不同,逐渐减少相应周期内的tial靶的放电时间、延长tib2靶的放电时间,经上述交替沉积ti
1-x
al
x
n层和tibn层后,得到梯度复合结构多层涂层;
27.s4、沉积功能层:在梯度复合结构多层涂层上沉积功能层,得到含梯度复合结构的硬质涂层刀具。
28.上述的含梯度复合结构的硬质涂层刀具的制备方法,优选的,步骤s1中,界面粘合层的沉积条件为:通入氩气和氮气,氩气流量为220sccm~260sccm,氮气流量为80sccm~100sccm,由氮气控制压力保持在0.40pa~0.50pa,控制tial靶的功率为5kw~8kw,偏压为-50v~-80v,沉积温度为400℃~500℃。
29.上述的含梯度复合结构的硬质涂层刀具的制备方法,优选的,步骤s2中,支撑层的沉积条件为:控制氩气流量为220sccm~260sccm,氮气流量为100sccm~120sccm,由氮气控制压力保持在0.50pa~0.60pa,控制tial靶的功率为10kw~15kw,偏压为-80v~-100v,沉积温度为400℃~500℃。
30.上述的含梯度复合结构的硬质涂层刀具的制备方法,优选的,步骤s4中,功能层的沉积过程为:关闭tial靶电源,停止通入氮气,将氩气流量增加至400sccm~500sccm,控制室内压力为0.60pa~0.70pa,将tib2靶电源功率调至4kw~5kw,开始沉积tib2层,沉积温度为400℃~500℃,偏压为-80v~-150v,沉积结束后,关闭电源,待室内温度冷却至100℃以下,取出产品。
31.上述的含梯度复合结构的硬质涂层刀具的制备方法,优选的,步骤s1中,所述刀具基体的预处理包括表面喷砂、超声波清洗和离子刻蚀清洗,所述离子刻蚀清洗的过程为:开启离子源,向离子源通入200sccm~300sccm氩气,设置离子源功率为1.5kw,偏压为-500v~-800v,刻蚀清洗时间为20min~35min。在沉积所述界面粘合层之前,优选先将沉积设备的反应室进行抽真空至5.0
×
10-3
pa以下,温度控制在400℃~500℃。
32.本发明中,交替沉积ti
1-x
al
x
n层和tibn层构成厚度非周期性的梯度复合结构多层涂层,该梯度复合结构多层涂层可以有效衔接支撑层(或刀具基体)与功能层,降低了涂层内应力,优化了涂层韧性。
33.本发明中,梯度复合结构多层涂层中的ti
1-x
al
x
n层厚度为20nm~500nm,tibn层厚度为10nm~500nm,ti
1-x
al
x
n层厚度小于20nm,会降低多层涂层的抗氧化性能,厚度大于500nm,会导致多层涂层硬度降低,tibn层厚度小于10nm,会降低多层涂层的硬度,使涂层的摩擦系数增加,其厚度大于500nm,会引起涂层的应力增大,韧性降低。
34.本发明中,非周期性厚度的梯度复合结构多层涂层的硬度优选33-35gpa,并且高于ti
1-x
al
x
n层硬度,低于最外层tib2层的硬度。
35.本发明中,梯度复合结构多层涂层至少包含两个交替沉积的周期,即循环周期数≥2,更优选的,循环周期数≥3。
36.本发明中,以刀具基体表面向外为由内到外(或由下至上)的方向,梯度复合结构多层涂层的下方设有支撑层,上方设有功能层,一方面可以降低tibn层的应力,另一方面可以缓解梯度复合结构多层涂层与功能层的成分突变,有助于提高涂层之间的结合强度,此外,该梯度复合结构多层涂层由内到外的硬度呈现出递增趋势,可以进一步优化其韧性与耐磨性。
37.本发明中,支撑层与梯度复合结构多层涂层中的ti
1-x
al
x
n成分和结构相同,有助于协调涂层中的应力分布。
38.本发明中,支撑层的厚度为500nm~3000nm,优选800nm~1800nm,厚度太薄起不到
支撑作用,厚度过厚会增加涂层的应力,降低涂层的韧性与结合强度。
39.本发明中,功能层tib2的厚度为500nm~3000nm,优选800nm~1500nm,厚度太薄会降低耐磨性,厚度太厚会增加涂层的应力,引起涂层分层或剥落。
40.本发明中,界面粘合层可以与支撑层(ti
1-x
al
x
n)的成分和结构相同。
41.本发明中,界面粘合层的厚度为50nm~1000nm,优选100nm~500nm,厚度太薄会影响膜基结合强度,厚度过厚会导致应力增加。
42.本发明中,当界面粘合层与支撑层相同时,不用单独考虑界面粘合层厚度,仅考虑支撑层的厚度即可。
43.与现有技术相比,本发明的优点在于:
44.(1)由于tib2本身固有的特性,现有技术条件制备的tib2涂层通常存在应力过高、膜基结合强度差等缺陷,并且仅在铝合金、铜合金等有色技术领域的切削加工中有所应用。本发明的含梯度复合结构的硬质涂层克服了传统tib2硬质涂层应力过高、膜基结合强度差及容易发生过早破损失效等缺陷,提高了涂层耐磨损性能,扩大了tib2涂层的应用范围,使其在不锈钢、耐热铸钢等难加工材料领域具有出色的切削性能。
45.(2)本发明在ti(al)n与tib2层之间设有tialn/tibn多层梯度结构层,该多层梯度结构层可以给tib2提供更强的存载能力,同时,可以发现多层梯度结构层可以有效地降低硬质涂层的内应力,增强硬质涂层韧性和抑制裂纹的扩展。区别于传统的具有梯度结构的tib2复合多层涂层,本发明引入的tialn/tibn梯度复合结构多层涂层优化了tialn层和tibn层的厚度,向最外层功能层(tib2耐磨层)靠近的方向,tialn层厚度逐渐减薄,tibn层厚度逐渐增厚,向刀具基体或支撑层(tialn)靠近的方向,tialn层厚度逐渐变厚,tibn层厚度逐渐减薄,这样就缓解了最外层功能层以及支撑层(或刀具基体)与多层梯度结构层之间的组织和性能突变,不仅可以发挥tib2功能层的高耐磨性和优异的化学稳定性,而且,提高了功能层与氮化物层之间的结合强度,显著地提升了切削刀具的使用寿命。
46.(3)本发明的含梯度复合结构的硬质涂层刀具的制备方法具有工艺简单、设备要求低、生产成本低的特点,可以满足高速加工对刀具材料更好性能的需求。
47.总之,在保持tib2高硬度和低粘附倾向的同时,本发明有效地提升了刀具产品在整个切削过程中的可靠性和耐磨性,扩展了tib2基涂层的应用领域。本发明的涂层刀具适用于硬质合金可转位刀片,同时也适用于金属陶瓷、非金属陶瓷及立方氮化硼等刀具材料,尤其适用于不锈钢、耐热铸钢等难加工材料切削加工以及有色金属材料的切削加工。
附图说明
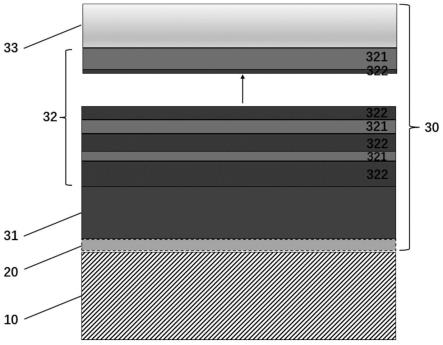
48.图1为本发明实施例中含梯度复合结构的硬质涂层刀具的结构示意图。
49.图例说明:
50.10、刀具基体;20、界面粘合层;30、硬质涂层;31、支撑层;32、梯度复合结构多层涂层;321、tibn层;322、ti
1-x
al
x
n层;33、功能层。
具体实施方式
51.以下结合说明书附图和具体优选的实施例对本发明作进一步描述,但并不因此而限制本发明的保护范围。如无特别说明,以下实施例中所采用的材料和仪器均为市售。
52.实施例1
53.一种本发明的含梯度复合结构的硬质涂层刀具,如图1所示,包括刀具基体10和沉积于刀具基体10上的硬质涂层30,硬质涂层30包括梯度复合结构多层涂层32(也可简称为梯度层32)和设于梯度复合结构多层涂层32表面的功能层33,功能层33为tib2层,梯度复合结构多层涂层32包括交替沉积的ti
1-x
al
x
n层322和tibn层321,ti
1-x
al
x
n层322中x为0.6,即ti
0.40
al
0.60
n层,ti
1-x
al
x
n层322的厚度随着相对刀具基体10距离的增大而降低,tibn层321的厚度随着相对刀具基体10距离的增大而增加,梯度复合结构多层涂层32的第一层为ti
1-x
al
x
n层322,最后一层为tibn层321,梯度复合结构多层涂层32包含三个交替沉积的周期,即ti
0.40
al
0.60
n/tibn调制周期数为3,第一周期:ti
0.40
al
0.60
n层厚度为300nm,tibn层321厚度为50nm;第二周期:ti
0.40
al
0.60
n层厚度为200nm,tibn层321厚度为100nm;第三周期:ti
0.40
al
0.60
n层厚度为100nm,tibn厚度为150nm。
54.本实施例中,ti
1-x
al
x
n层322(即ti
0.40
al
0.60
n层)为单相立方结构,tibn层321为非晶bn包裹纳米尺寸tin晶粒和纳米尺寸tib2晶粒的纳米复合结构。
55.本实施例中,梯度复合结构多层涂层32是以“ti
1-x
al
x
n层322到tibn层321”为一个循环周期,任意两个相邻的循环周期厚度均不相同,由刀具基体10向功能层33的方向,分别为第一周期、第二周期和第三周期,且第一周期、第二周期和第三周期的涂层厚度依次减小。
56.本实施例中,梯度复合结构多层涂层32的总厚度为900nm。
57.本实施例中,功能层33的厚度为900nm。
58.本实施例中,硬质涂层30还包括支撑层31,支撑层31设于梯度复合结构多层涂层32与刀具基体10之间,支撑层31为ti
0.40
al
0.60
n层,为单相立方结构,支撑层31的厚度为1300nm。
59.本实施例中,硬质涂层30还包括界面粘合层20,界面粘合层20设于支撑层31与刀具基体10之间,界面粘合层20为ti
0.50
al
0.50
n层,为立方结构,界面粘合层20的厚度为250nm。
60.本实施例中,硬质涂层30的总厚度为3350nm。
61.本实施例中,刀具基体10为onmu060408-gm型硬质合金铣削刀片,co含量为10wt.%,其余为wc。
62.一种本实施例的含梯度复合结构的硬质涂层刀具的制备方法,包括以下步骤:
63.(1)将onmu060408-gm型硬质合金铣削刀片规定成分的粉末原料(co含量为10wt.%,其余为wc)混合-制粒-压制成型-烧结-硬质合金坯料,并经过后续的研磨加工制备出初步的刀具基体,对刀具刃口进行钝化处理,保证刀具刃口具有一定的强度,并对其进行喷砂处理和超声波清洗,以达到良好的表面质量。在正式涂层之前采用氩离子对刀具表面进行离子轰击刻蚀,氩气流量240sccm,离子源功率1.5kw,偏压-650v,刻蚀时间30min,进一步改善刀具表面的质量,有利于强化涂层和基体之间的结合强度,得到刀具基体10。
64.(2)沉积界面粘合层20:将不同成分的靶材(ti
50
al
50
、ti
40
al
60
和tib2)固定在相应的阴极位置,利用非平衡磁控溅射方式,炉内温度升至450℃,氩气流量240sccm,氮气流量80sccm,氮气控制炉内压力为0.45pa,tial靶材功率6kw,偏压-60v,在预处理后的刀具基体10上沉积界面粘合层20,即ti
0.50
al
0.50
n层,界面粘合层厚度为250nm。
65.(3)沉积支撑层31:氩气流量和沉积温度保持不变,将氮气流量提升至120sccm,炉
内气压为0.5pa,tial靶功率为10kw,偏压为-80v,沉积得到支撑层31,即ti
0.40
al
0.60
n层,该层厚度为1300nm。
66.(4)沉积梯度复合结构多层涂层32:沉积温度保持不变,在支撑层31上交替沉积ti
1-x
al
x
n层322和tibn层321,形成以ti
1-x
al
x
n层322到tibn层321为一个循环周期的多层涂层,在沉积多层涂层中,氩气流量300sccm,氮气流量100sccm,炉内气压为0.60pa,tial靶功率固定为14kw,tib2靶功率固定为4.5kw,偏压为-100v。第一个周期,tial靶开启时间为20min,然后关闭tial靶,开启tib2靶放电10min;第二个周期,tial靶开启时间为13.5min,然后关闭tial靶,开启tib2靶放电20min;第三个周期,tial靶开启时间为6.7min,然后关闭tial靶,开启tib2靶放电30min;这样可以获得ti
1-x
al
x
n层322厚度逐渐减薄而tibn层321厚度逐渐增加的非周期性厚度的梯度复合结构多层涂层32,总厚度为900nm。
67.(5)沉积功能层33:关闭tial靶材电源,保持tib2靶材电源开启状态,tib2靶功率固定为4.5kw,关闭氮气阀门,停止通入氮气,将氩气流量升高至450sccm,炉内气压调整为0.65pa,偏压为-100v,沉积温度保持不变,在梯度复合结构多层涂层32表面上继续沉积功能层33,即tib2涂层,该功能层33厚度为900nm。涂层完毕后,关闭所有靶材电源,在真空环境下将炉内温度冷却至100℃以下,打开炉门,取出涂层刀具,这样就可以获得高性能含梯度复合结构的硬质涂层刀具。
68.对照刀具1为与实施例1具有相同形状和相同基体组分的硬质合金铣削刀片,涂层为市场常见的tin-tib2涂层,采用与本实施例相同的非平衡磁控溅射方法制备得到,总厚度为3400nm,其中tin为打底层,厚度为200nm。
69.对照刀具2为与实施例1具有相同形状和相同基体组分的硬质合金铣削刀片,涂层为市场常见的tib2单层涂层,采用与本实施例相同的非平衡磁控溅射方法制备得到,涂层厚度为3350nm。
70.对照刀具3为与实施例1具有相同形状和相同基体组分的硬质合金铣削刀片,涂层为市场常用的阴极弧方法制备的ti
0.40
al
0.60
n-ti
0.50
al
0.40
si
0.10
n双层结构涂层,内层为ti
0.40
al
0.60
n,内外层厚度比为1.5∶1,涂层总厚度为3350nm。
71.将上述本实施例的刀具与三种对照刀具按照如下切削加工条件进行对比试验:
72.加工材料为uns s31803;
73.加工方式为粗铣法兰面;
74.刀具型号fma12-160-c40-on06-12;
75.切削速度vc=71m/min;
76.切削深度ap=2mm;
77.切削宽度ae=63mm;
78.每齿进给fz=0.2mm/z;
79.冷却方式:气冷;
80.产品寿命标准为刀具后刀面损量vb超过0.2mm。
81.本实施例刀具加工98件,正常后刀面磨损;对照刀具1加工55件后剧烈磨损失效;对照刀具2加工58件刀尖崩缺失效;对照刀具3加工68件塑性变形严重且剧烈磨损时效。该条件下本实施例刀具寿命相比较对照刀具1提高约78%,相比较对照刀具2提高约69%,相比于对照刀具3提高了约44%。
82.本实施例出色的性能及其磨损形式为正常后刀面磨损,得益于其涂层具有较好的结合强度、较低的残余应力以及优异的耐热性能和化学稳定性。如果涂层残余应力过大,刀具表面涂层会过早地剥落,导致刀具耐磨性加剧降低,进而发生剧烈磨损,如对照刀具1。如果涂层与基体界面结合强度弱或者tib2层与氮化物层之间的结合强度较差,残余应力过大,在高压和切屑摩擦热的作用下,切削区域内的刀具前、后刀面涂层过早地脱落,在切削过程中容易发生异常失效,如刀尖烧或刀尖崩,如对照刀具2。刀尖塑性变形通常是由于刀尖区域切削热过大,如对照刀具3,这主要是由于阴极弧方式沉积tialn-tialsin涂层摩擦系数大,在切削加工uns s31803时产生大量的切削热。
83.实施例2
84.一种本发明的含梯度复合结构的硬质涂层刀具,如图1所示,包括刀具基体10和沉积于刀具基体10上的硬质涂层30,硬质涂层30包括梯度复合结构多层涂层32和设于梯度复合结构多层涂层32表面的功能层33,功能层33为tib2层,梯度复合结构多层涂层32包括交替沉积的ti
1-x
al
x
n层322和tibn层321,ti
1-x
al
x
n层322中x为0.6,即ti
0.40
al
0.60
n层,ti
1-x
al
x
n层322的厚度随着相对刀具基体10距离的增大而降低,tibn层321的厚度随着相对刀具基体10距离的增大而增加,梯度复合结构多层涂层32的第一层为ti
0.40
al
0.60
n层,最后一层为tibn层321,梯度复合结构多层涂层32包含5个交替沉积的周期,即ti
0.40
al
0.60
n/tibn调制周期数为5,第一周期:ti
0.40
al
0.60
n层厚度为350nm,tibn层321厚度为30nm,第二周期:ti
0.40
al
0.60
n层厚度为260nm,tibn层321厚度为60nm,第三周期:ti
0.40
al
0.60
n层厚度为200nm,tibn层321厚度为90nm,第四周期:ti
0.40
al
0.60
n层厚度为100nm,tibn层321厚度为120nm,第五周期:ti
0.40
al
0.60
n层厚度为40nm,tibn层321厚度为150nm。梯度复合结构多层涂层32的总厚度为1400nm。
85.本实施例中,ti
1-x
al
x
n层322为单相立方结构,tibn层321为非晶bn包裹纳米尺寸tin晶粒和纳米尺寸tib2晶粒的纳米复合结构。
86.本实施例中,梯度复合结构多层涂层32是以“ti
1-x
al
x
n层322到tibn层321”为一个循环周期,任意两个相邻的循环周期厚度均不相同。
87.本实施例中,功能层33的厚度为1000nm。
88.本实施例中,硬质涂层30还包括支撑层31,支撑层31设于梯度复合结构多层涂层32与刀具基体10之间,支撑层31为ti
0.40
al
0.60
n层,为单相立方结构,支撑层31的厚度为1200nm。
89.本实施例中,硬质涂层30还包括界面粘合层20,界面粘合层20设于支撑层31与刀具基体10之间,界面粘合层20为ti
0.50
al
0.50
n层,为立方结构,界面粘合层20的厚度为300nm。
90.本实施例中,硬质涂层30的总厚度为3900nm。
91.本实施例中,刀具基体10为rpmt1204mo型硬质合金铣削刀片,co含量为10wt.%,其余为wc。
92.一种本实施例的含梯度复合结构的硬质涂层刀具的制备方法,包括以下步骤:
93.(1)将rpmt1204mo型硬质合金铣削刀片的粉末原料混合-制粒-压制成型-烧结-硬质合金坯料,并经过后续的研磨加工制备出初步的刀具基体,对刀具刃口进行钝化处理,保证刀具刃口具有一定的强度,并对其进行喷砂处理和超声波清洗,以达到良好的表面质量。在正式涂层之前采用氩离子对刀具表面进行离子轰击刻蚀,氩气流量240sccm,离子源功率
1.5kw,偏压-650v,刻蚀时间30min,进一步改善刀具表面的质量,有利于强化涂层和基体之间的结合强度,得到刀具基体10。
94.(2)沉积界面粘合层20:将不同成分的靶材(ti
50
al
50
、ti
40
al
60
和tib2)固定在相应的阴极位置,利用非平衡磁控溅射方式,炉内温度升至450℃,氩气流量240sccm,氮气流量80sccm,氮气控制炉内压力为0.45pa,tial靶材功率6kw,偏压-60v,在预处理后的刀具基体10上沉积界面粘合层20,即ti
0.50
al
0.50
n层;
95.(3)沉积支撑层31:氩气流量和沉积温度保持不变,将氮气流量提升至120sccm,炉内气压为0.5pa,tial靶功率为10kw,偏压为-80v;沉积得到支撑层31,即ti
0.40
al
0.60
n层。
96.(4)沉积梯度复合结构多层涂层32:沉积温度保持不变,在支撑层31上交替沉积ti
0.40
al
0.60
n层和tibn层321,形成以ti
0.40
al
0.60
n层到tibn层321为一个循环周期的多层涂层,在沉积多层涂层中,氩气流量300sccm,氮气流量100sccm,炉内气压为0.60pa,tial靶功率固定为14kw,tib2靶功率固定为4.5kw,偏压为-100v。第一个周期,tial靶开启时间为23.3min,然后关闭tial靶,开启tib2靶,放电时间为6min;第二个周期,tial靶开启时间为17.3min,然后关闭tial靶,开启tib2靶,放电时间为12min;第三个周期,tial靶开启时间为13.3min,然后关闭tial靶,开启tib2靶,放电时间为18min;第四个周期,tial靶开启时间为6.7min,然后关闭tial靶,开启tib2靶,放电时间为24min;第五个周期,tial靶开启时间为2.7min,然后关闭tial靶,开启tib2靶,放电时间为30min;这样可以获得tibn层厚度逐渐增加而ti
1-x
al
x
n层厚度逐渐减薄的非周期性厚度的梯度复合结构多层涂层32。
97.(5)沉积功能层33:关闭tial靶材电源,保持tib2靶材电源开启状态,tib2靶功率固定为4.5kw,关闭氮气阀门,停止通入氮气,将氩气流量升高至450sccm,炉内气压调整为0.65pa,偏压为-100v,沉积温度不变,在梯度复合结构多层涂层32表面上继续沉积功能层33,即tib2涂层,涂层完毕后,关闭所有靶材电源,在真空环境下将炉内温度冷却至100℃以下,打开炉门,取出涂层刀具,这样就可以获得高性能含梯度复合结构的硬质涂层刀具。
98.对照刀具4为与实施例2具有相同形状和相同基体组分的硬质合金铣削刀片,涂层为常规物理气相沉积方法制备的ti
0.40
al
0.60
n/al
0.60
cr
0.40
n交替周期多层涂层,涂层厚度为3900nm。
99.对照刀具5为与实施例2具有相同形状和相同基体组分的硬质合金铣削刀片,涂层采用与本实施例相同的非平衡磁控溅射方法制备的ti
0.40
al
0.60
n-tib2双层涂层,内层为ti
0.40
al
0.60
n,内外层厚度比为2∶1,涂层总厚度为3900nm。
100.对照刀具6为与实施例2具有相同形状和相同基体组分的硬质合金铣削刀片,涂层成分与实施例2也保持一致,制备方法也与本实施例2相同,涂层同样包含有多层结构涂层ti
0.40
al
0.60
n/tibn涂层,但是,该多层结构中沿着涂层生长方向,ti
0.40
al
0.60
n层和tibn层厚度分别是固定不变的,同样有5个调制周期,每个周期内的ti
0.40
al
0.60
n和tibn厚度分别固定为200nm和100nm。其中,tialn支撑层成分为ti
0.40
al
0.60
n,厚度为1100nm,以tin作为界面层,厚度为300nm,最外层为tib2,厚度为1000nm。该刀具涂层总厚度为3900nm。
101.将上述本实施例的刀具与三种对照刀具按照如下切削加工条件进行对比试验:
102.加工材料为sus420j1;
103.加工方式为发动机叶片铣面加工;
104.刀具型号fmr01-025-xp20-rc10-02;
105.切削速度vc=200m/min;
106.切削深度ap=1.5mm;
107.每齿进给fz=0.45mm/z;
108.冷却方式:气冷;
109.产品寿命标准为刀具后刀面损量vb超过0.2mm。
110.本实施例刀具加工16件,正常后刀面磨损;对照刀具4加工8件后剧烈磨损失效;对照刀具5加工12件后刃口崩缺失效;对照刀具6加工13件后刃口崩缺失效。该条件下本实施例刀具寿命相比较对照刀具1提高约100%,相比较对照刀具2提高约33%,相比于对照刀具3提高了约23%。对照刀具4失效的原因主要是涂层化学稳定性较差,在高温条件下与被加工材料之间发生了较严重的扩散。对照刀具5和对照刀具6与本实施例2相比,涂层与基体的膜基结合强度和涂层应力分布未能得到较好的优化,因此,导致涂层刀具刃口强度降低。
111.实施例3
112.一种本发明的含梯度复合结构的硬质涂层刀具,如图1所示,包括刀具基体10和沉积于刀具基体10上的硬质涂层30,硬质涂层30包括梯度复合结构多层涂层32和设于梯度复合结构多层涂层32表面的功能层33,功能层33为tib2层,梯度复合结构多层涂层32包括交替沉积的ti
1-x
al
x
n层322和tibn层321,ti
1-x
al
x
n层322中x为0.5,即ti
0.50
al
0.50
n层,ti
0.50
al
0.50
n/tibn调制周期数为5,第一周期:ti
0.50
al
0.50
n层厚度为350nm,tibn层321厚度为30nm,第二周期:ti
0.50
al
0.50
n层厚度为260nm,tibn层321厚度为60nm,第三周期:ti
0.50
al
0.50
n层厚度为200nm,tibn层321厚度为100nm,第四周期:ti
0.50
al
0.50
n层厚度为120nm,tibn层321厚度为150nm,第五周期:ti
0.50
al
0.50
n层厚度为40nm,tibn层321厚度为200nm。梯度复合结构多层涂层32的总厚度为1510nm。
113.本实施例中,ti
1-x
al
x
n层322为单相立方结构,tibn层321为非晶bn包裹纳米尺寸tin晶粒和纳米尺寸tib2晶粒的纳米复合结构。
114.本实施例中,梯度复合结构多层涂层32是以“ti
0.50
al
0.50
n层322到tibn层321”为一个循环周期,任意两个相邻的循环周期厚度均不相同。
115.本实施例中,功能层33的厚度为1000nm。
116.本实施例中,硬质涂层30还包括支撑层31,支撑层31设于梯度复合结构多层涂层32与刀具基体10之间,支撑层31为ti
0.50
al
0.50
n层,为单相立方结构,支撑层31的厚度为1200nm。
117.本实施例中,硬质涂层30还包括界面粘合层20,界面粘合层20设于支撑层31与刀具基体10之间,界面粘合层20为tin层,为立方结构,界面粘合层20的厚度为300nm。
118.本实施例中,硬质涂层30的总厚度为4010nm。
119.本实施例中,刀具基体10为cnm120408-em硬质合金车削刀片,co含量为6wt.%,其余为wc。
120.一种本实施例的含梯度复合结构的硬质涂层刀具的制备方法,包括以下步骤:
121.(1)将cnm120408-em硬质合金车削刀片的粉末原料混合-制粒-压制成型-烧结-硬质合金坯料,并经过后续的研磨加工制备出初步的刀具基体,对刀具刃口进行钝化处理,保证刀具刃口具有一定的强度,并对其进行喷砂处理和超声波清洗,以达到良好的表面质量。在正式涂层之前采用氩离子对刀具表面进行离子轰击刻蚀,氩气流量240sccm,离子源功率
1.5kw,偏压-650v,刻蚀时间30min,进一步改善刀具表面的质量,有利于强化涂层和基体之间的结合强度,得到刀具基体10。
122.(2)沉积界面粘合层20:将不同成分的靶材(ti、ti
50
al
50
和tib2)固定在相应的阴极位置,利用非平衡磁控溅射方式,炉内温度升至450℃,氩气流量240sccm,氮气流量80sccm,氮气控制炉内压力为0.45pa,ti靶材功率6kw,偏压-60v,在预处理后的刀具基体10上沉积界面粘合层20,即tin层。
123.(3)沉积支撑层31:氩气流量和沉积温度不变,将氮气流量提升至120sccm,炉内气压为0.5pa,tial靶功率为15kw,偏压为-80v,沉积得到支撑层31,即ti
0.50
al
0.50
n层。
124.(4)沉积梯度复合结构多层涂层32:沉积温度不变,在支撑层31上交替沉积ti
0.50
al
0.50
n层和tibn层321,形成以ti
0.50
al
0.50
n层到tibn层321为一个循环周期的多层涂层,在沉积多层涂层中,氩气流量300sccm,氮气流量100sccm,炉内气压为0.60pa,tial靶功率由16kw到10kw递减,tib2靶功率由3kw到5.5kw递增,偏压为-100v。第一个周期,tial靶功率为16kw,开启时间为18.6min,然后关闭tial靶,开启tib2靶,tib2靶功率为3kw,放电时间为8.8min;第二个周期,tial靶功率为15kw,开启时间为16.5min,然后关闭tial靶,开启tib2靶,功率设为3.5kw,放电时间为15.2min;第三个周期,tial靶功率为14kw,开启时间为13.3min,然后关闭tial靶,开启tib2靶,功率为4kw,放电时间为20min;第四个周期,tial靶功率为12kw,开启时间为8.7min,然后关闭tial靶,开启tib2靶,功率设为4.5kw,放电时间为30min;第五个周期,tial靶功率为10kw,开启时间为4.5min,然后关闭tial靶,开启tib2靶,功率设为5.5kw,放电时间为31.2min;这样可以获得tibn层厚度逐渐增加而ti
0.50
al
0.50
n层厚度逐渐减薄的非周期性厚度的梯度复合结构多层涂层。
125.(5)沉积功能层33:沉积温度保持不变,关闭tial靶材电源,保持tib2靶材电源开启状态,功率为4.5kw,关闭氮气阀门,停止通入氮气,将氩气流量升高至450sccm,炉内气压调整为0.65pa,偏压为-100v,在梯度复合结构多层涂层32表面上继续沉积功能层33,即tib2涂层。涂层完毕后,关闭所有靶材电源,在真空环境下将炉内温度冷却至100℃以下,打开炉门,取出涂层刀具,这样就可以获得高性能含梯度复合结构的硬质涂层刀具。
126.对照刀具7为与实施例3具有相同形状和相同基体组分的硬质合金车削刀片,涂层为市场常见的tib2单层涂层,采用与本实施例相同的非平衡磁控溅射方法制备得到,涂层厚度为4000nm。
127.对照刀具8为与实施例3具有相同形状和相同基体组分的硬质合金车削刀片,涂层采用与本实施例相同的非平衡磁控溅射方法制备得到的ti
0.40
al
0.60
n-tib2双层涂层,内层为ti
0.40
al
0.60
n,内外层厚度比2∶1,涂层总厚度为4000nm。
128.对照刀具9为与实施例3具有相同形状和相同基体组分的硬质合金车削刀片,涂层为工艺参数及涂层结构与本实施例3相似,区别在于其梯度复合多层结构中的ti
0.50
al
0.50
n层厚度由内至外逐渐增加,tibn层厚度由内至外逐渐减小,即第一周期:ti
0.50
al
0.50
n层厚度为40nm,tibn层厚度为200nm,第二周期:ti
0.50
al
0.50
n层厚度为120nm,tibn层厚度为150nm,第三周期:ti
0.50
al
0.50
n层厚度为200nm,tibn层厚度为100nm,第四周期:ti
0.50
al
0.50
n层厚度为260nm,tibn层厚度为60nm,第五周期:ti
0.50
al
0.50
n层厚度为350nm,tibn层厚度为30nm。
129.将上述本实施例的刀具与两种对照刀具按照如下切削加工条件进行对比试验:
130.加工材料为sus304;
131.加工方式为外圆车削;
132.切削数度vc=250m/min;
133.切削深度ap=1mm;
134.每转进给量f=0.3mm/r;
135.冷却方式:气冷
136.产品寿命标准为刀具后刀面损量vb超过0.2mm。
137.本实施例刀具加工34分钟,刀具后刀面正常磨损失效;对照刀具7加工20分钟后刀具剧烈磨损失效,边界处沟槽崩缺,对照刀具8加工22分钟后刀具剧烈失效,且沟槽磨损大,对照刀具9加工19分钟后刀具剧烈磨损时效,边界处出现明显沟槽破损。该条件下本实施例刀具寿命相比较对照刀具7提高约70%,相比对照刀具8提高了约55%。该实例表明本发明的涂层刀片在干式车削不锈钢时具有明显的优势,对照刀具7、8和9后期均发生了剧烈磨损,并且,边界处出现了崩缺现象,可以说明经过本发明的设计,涂层的残余应力分布获得改善,涂层的膜基结合强度、tib2层与氮化物层之间的结合强度以及耐磨性均获得提升。
138.实施例4
139.一种本发明的含梯度复合结构的硬质涂层刀具,如图1所示,包括刀具基体10和沉积于刀具基体10上的硬质涂层30,刀具基体10为seet12t3-dm型硬质合金铣削刀片,co含量为10wt.%,其余为wc,硬质涂层30包括梯度复合结构多层涂层32和设于梯度复合结构多层涂层32表面的功能层33,功能层33为tib2层,梯度复合结构多层涂层32包括交替沉积的ti
1-x
al
x
n层322和tibn层321,ti
1-x
al
x
n层322为ti
0.40
al
0.60
n,ti
0.40
al
0.60
n层为单相立方结构,tibn层321为非晶bn包裹纳米尺寸tin晶粒和纳米尺寸tib2晶粒的纳米复合结构。ti
0.40
al
0.60
n/tibn调制周期数为6,第一周期:ti
0.40
al
0.60
n层厚度为300nm,tibn层321厚度为30nm;第二周期:ti
0.40
al
0.60
n层厚度为240nm,tibn层321厚度为50nm;第三周期:ti
0.40
al
0.60
n层厚度为180nm,tibn层321厚度为80nm;第四周期:ti
0.40
al
0.60
n层厚度为120nm,tibn层321厚度为110nm,;第五周期:ti
0.40
al
0.60
n层厚度为80nm,tibn层321厚度为130nm;第六周期:ti
0.40
al
0.60
n层厚度为40nm,tibn层321厚度为150nm,ti
0.40
al
0.60
n/tibn梯度复合结构多层涂层总厚度为1510nm。
140.本实施例中,硬质涂层30还包括设于梯度复合结构多层涂层32与刀具基体10之间的支撑层31、设于支撑层31与刀具基体10之间的界面粘合层20,支撑层31的成分为ti
0.40
al
0.60
n,厚度为1000nm,界面粘合层20为ti
0.40
al
0.60
n,为立方结构,厚度为300nm,功能层tib2的厚度为1200nm。硬质涂层总厚度为4010nm。
141.一种本实施例的含梯度复合结构的硬质涂层刀具的制备方法,包括以下步骤:
142.(1)将seet12t3-dm型硬质合金铣削刀片的粉末原料混合-制粒-压制成型-烧结-硬质合金坯料,并经过后续的研磨加工制备出初步的刀具基体,对刀具刃口进行钝化处理,保证刀具刃口具有一定的强度,并对其进行喷砂处理和超声波清洗,以达到良好的表面质量。在正式涂层之前采用氩离子对刀具表面进行离子轰击刻蚀,氩气流量240sccm,离子源功率1.5kw,偏压-650v,刻蚀时间30min,进一步改善刀具表面的质量,有利于强化涂层和基体之间的结合强度,得到刀具基体10。
143.(2)沉积界面粘合层20:将不同成分的靶材(ti
40
al
60
和tib2)固定在相应的阴极位置,利用非平衡磁控溅射方式,炉内温度升至450℃,氩气流量240sccm,氮气流量80sccm,氮
气控制炉内压力为0.45pa,开启ti
40
al
60
靶,靶材功率6kw,偏压-60v,在预处理后的刀具基体10上沉积界面粘合层20,即ti
0.40
al
0.60
n层;
144.(3)沉积支撑层31:氩气流量和沉积温度不变,将氮气流量提升至120sccm,炉内气压为0.5pa,tial靶功率为10kw,偏压为-80v,沉积得到支撑层31,即ti
0.40
al
0.60
n层。
145.(4)沉积梯度复合结构多层涂层32:在支撑层31上交替沉积ti
0.40
al
0.60
n层和tibn层321,形成以ti
0.40
al
0.60
n层到tibn层321为一个循环周期的多层涂层,在沉积多层涂层中,氩气流量300sccm,氮气流量100sccm,炉内气压为0.60pa,tial靶功率为14kw,tib2靶功率为4.5kw,偏压为-100v。第一个周期,tial靶开启时间为20min,然后关闭tial靶,开启tib2靶,放电时间为6min;第二个周期,tial靶开启时间为16min,然后关闭tial靶,开启tib2靶,放电时间为10min;第三个周期,tial靶开启时间为12min,然后关闭tial靶,开启tib2靶,放电时间为16min;第四个周期,tial靶开启时间为8min,然后关闭tial靶,开启tib2靶,放电时间为22min;第五个周期,tial靶开启时间为5.3min,然后关闭tial靶,开启tib2靶,放电时间为26min;第六个周期,tial靶开启时间为2.7min,然后关闭tial靶,开启tib2靶,放电时间为30min;这样可以获得tibn层厚度逐渐增加而ti
0.40
al
0.60
n层厚度逐渐减薄的梯度复合结构多层涂层32。
146.(5)沉积功能层33:关闭tial靶材电源,保持tib2靶材电源开启状态,功率为4.5kw,关闭氮气阀门,停止通入氮气,将氩气流量升高至450sccm,炉内气压调整为0.65pa,偏压为-100v,在梯度复合结构多层涂层32表面上继续沉积功能层33,即tib2涂层。涂层完毕后,关闭所有靶材电源,在真空环境下将炉内温度冷却至100℃以下,打开炉门,取出涂层刀具,这样就可以获得高性能含梯度复合结构的硬质涂层刀具。
147.对照刀具10为与实施例4具有相同形状和相同基体组分的硬质合金铣削刀片,涂层制备过程与实施例4相似,区别在于:对照刀具1涂层无最外层tib2,即由内至外依次为ti
0.40
al
0.60
n界面粘合层300nm、ti
0.40
al
0.60
n支撑层2200nm、6个交替周期的ti
0.40
al
0.60
n/tibn多层1510nm,涂层总厚度保持4010nm。
148.对照刀具11为与实施例4具有相同形状和相同基体组分的硬质合金铣削刀片,涂层为采用与本实施例相同的非平衡磁控溅射方法制备的ti
0.40
al
0.60
n-tib2双层涂层,内层为ti
0.40
al
0.60
n,内外层厚度比2∶1,涂层总厚度为4010nm。
149.对照刀具12为与实施例4具有相同形状和相同基体组分的硬质合金铣削刀片,涂层为常规物理气相沉积方法制备的ti
0.40
al
0.60
n-al
0.60
cr
0.30
si
0.10
n双层结构涂层,内层为ti
0.40
al
0.60
n,内外层厚度比为1∶2,涂层总厚度为4010nm。
150.将上述本实施例的刀具与两种对照刀具按照如下切削加工条件进行对比试验:
151.加工材料为1cr18ni9ti;
152.刀具型号fma01-080-a27-se12-06;
153.加工方式为平面铣削;
154.切削速度vc=180m/min;
155.切削深度ap=1.0mm;
156.切削宽度ae=60mm;
157.每齿进给量fz=0.2mm/z;
158.冷却方式:气冷;
159.产品寿命标准为刀具后刀面损量vb超过0.2mm或刀具崩缺失效。
160.本实施例刀具加工完58分钟后,刃口正常磨损失效;对照刀具10加工35分钟后,刃口剧烈磨损失效;对照刀具11加工38分钟后,切削刃崩缺;对照刀具12加工30分钟后,出现刃口崩缺,并且粘屑严重。该条件下本实施例刀具寿命相比较对照刀具10提高66%以上,相比较对照刀具11提高53%以上,相比对照刀具12提高93%以上。由此可知,通过本发明的梯度结构设计,在铣削1cr18ni9ti材料时,本发明的涂层刀具兼具优异的抗冲击性能和耐磨性。
161.实施例5
162.一种本发明的含梯度复合结构的硬质涂层刀具,如图1所示,包括刀具基体10和沉积于刀具基体10上的硬质涂层30,刀具基体10为dneg150404-nf型硬质合金车削刀片,co含量为6wt.%,其余为wc,硬质涂层30包括梯度复合结构多层涂层32和设于梯度复合结构多层涂层32表面的功能层33,功能层33为tib2层,梯度复合结构多层涂层32包括交替沉积的ti
1-x
al
x
n层322和tibn层321,ti
1-x
al
x
n层322为ti
0.40
al
0.60
n,ti
0.40
al
0.60
n层322为单相立方结构,tibn层321为非晶bn包裹纳米尺寸tin晶粒和纳米尺寸tib2晶粒的纳米复合结构。ti
0.40
al
0.60
n/tibn调制周期数为4,第一周期:ti
0.40
al
0.60
n层厚度为300nm,tibn层321厚度为50nm;第二周期:ti
0.40
al
0.60
n层厚度为220nm,tibn层321厚度为80nm;第三周期:ti
0.40
al
0.60
n层厚度为120nm,tibn层321厚度为140nm;第四周期:ti
0.40
al
0.60
n层厚度为40nm,tibn层321厚度为200nm,ti
0.40
al
0.60
n/tibn梯度复合结构多层涂层32的总厚度为1150nm。
163.本实施例中,硬质涂层30还包括设于梯度复合结构多层涂层32与刀具基体10之间的支撑层31、设于支撑层31与刀具基体10之间的界面粘合层20,支撑层31的成分为ti
0.40
al
0.60
n,厚度为1200nm,界面粘合层20成分为ti
0.50
al
0.50
n,为立方结构,厚度为300nm,最外的功能层tib2厚度为1350nm。硬质涂层总厚度为4000nm。
164.一种本实施例的含梯度复合结构的硬质涂层刀具的制备方法,包括以下步骤:
165.(1)将dneg150404-nf型硬质合金车削刀片的粉末原料混合-制粒-压制成型-烧结-硬质合金坯料,并经过后续的研磨加工制备出初步的刀具基体,对刀具刃口进行钝化处理,保证刀具刃口具有一定的强度,并对其进行喷砂处理和超声波清洗,以达到良好的表面质量。在正式涂层之前采用氩离子对刀具表面进行离子轰击刻蚀,氩气流量240sccm,离子源功率1.5kw,偏压-650v,刻蚀时间30min,进一步改善刀具表面的质量,有利于强化涂层和基体之间的结合强度,得到刀具基体10。
166.(2)沉积界面粘合层20:将不同成分的靶材(ti
50
al
50
、ti
40
al
60
和tib2)固定在相应的阴极位置,利用非平衡磁控溅射方式,炉内温度升至450℃,氩气流量240sccm,氮气流量80sccm,氮气控制炉内压力为0.45pa,ti靶材功率6kw,偏压-60v,在预处理后的刀具基体10上沉积界面粘合层20,即ti
0.50
al
0.50
n层。
167.(3)沉积支撑层31:氩气流量和沉积温度不变,将氮气流量提升至120sccm,炉内气压为0.5pa,tial靶功率为10kw,偏压为-80v,沉积得到支撑层31,即ti
0.40
al
0.60
n层。
168.(4)沉积梯度复合结构多层涂层32:在支撑层31上交替沉积ti
0.40
al
0.60
n层和tibn层321,形成以ti
0.40
al
0.60
n层到tibn层321为一个循环周期的多层涂层,在沉积多层涂层中,氩气流量300sccm,氮气流量100sccm,炉内气压为0.60pa,tial靶功率为14kw,tib2靶功率
为4.5kw,偏压为-120v。第一个周期,tial靶开启时间为20min,然后关闭tial靶,开启tib2靶,放电时间为10min;第二个周期,tial靶开启时间为14.6min,然后关闭tial靶,开启tib2靶,放电时间为16min;第三个周期,tial靶开启时间为8min,然后关闭tial靶,开启tib2靶,放电时间为28min;第四个周期,tial靶开启时间为2.8min,然后关闭tial靶,开启tib2靶,放电时间为40min;这样可以获得tibn层厚度逐渐增加而ti
0.40
al
0.60
n层厚度逐渐减薄的梯度复合结构多层涂层32。
169.(5)沉积功能层33:关闭tial靶材电源,保持tib2靶材电源开启状态,功率为4.5kw,关闭氮气阀门,停止通入氮气,将氩气流量升高至450sccm,炉内气压调整为0.65pa,偏压为-140v,在梯度复合结构多层涂层32表面上继续沉积功能层33,即tib2涂层。涂层完毕后,关闭所有靶材电源,在真空环境下将炉内温度冷却至100℃以下,打开炉门,取出涂层刀具,这样就可以获得高性能含梯度复合结构的硬质涂层刀具。
170.对照刀具13为与实施例5具有相同形状和相同基体组分的硬质合金车削刀片,涂层为采用cvd气相沉积方法制备的tin-tib2双层结构涂层,tin层厚度为1300nm,tib2层厚度为2700nm,涂层总厚度为4000nm。
171.对照刀具14为与实施例5具有相同形状和相同基体组分的硬质合金车削刀片,涂层为高al含量的ti
0.30
al
0.70
n涂层,涂层总厚度为4000nm。
172.对照刀具15为与实施例5具有相同形状和相同基体组分的硬质合金车削刀片,涂层为市场常见的tib2单层涂层,采用与本实施例相同的非平衡磁控溅射方法制备得到,涂层厚度为4000nm。
173.对照刀具16为与实施例5具有相同形状和相同基体组分的硬质合金车削刀片,涂层为采用与本实施例相同的非平衡磁控溅射方法制备得到的ti
0.50
al
0.50
n-tib2双层涂层,内层为ti
0.50
al
0.50
n,内外层厚度比1∶2,涂层总厚度为4000nm。
174.对照刀具17为与实施例5具有相同形状和相同基体组分的硬质合金车削刀片,涂层为采用与本实施例相同的非平衡磁控溅射方法制备得到的ti
0.40
al
0.60
n-tib2双层涂层,内层为ti
0.40
al
0.60
n,内外层厚度比2∶1,涂层总厚度为4000nm。
175.将上述本实施例的刀具与五种对照刀具按照如下切削加工条件进行对比试验:
176.加工材料为inconel 718;
177.加工方式为外圆车削;
178.切削数度vc=80m/min;
179.切削深度ap=0.3mm;
180.每转进给量f=0.15mm/r;
181.冷却方式:水冷
182.产品寿命标准为刀具后刀面损量vb超过0.2mm。
183.本实施例刀具加工20分钟后,刀具后刀面磨损量vb约为0.104mm;对照刀具13加工20分钟后刀具后刀面磨损量vb约为0.125mm,对照刀具14加工20分钟后刀具后刀面磨损量vb约为0.186mm,对照刀具15加工20分钟后刀具后刀面磨损量vb约为0.436mm,粘屑严重,已经失效,对照刀具16加工20分钟后刀具后刀面磨损量vb约为0.418mm,粘屑严重,已经失效,对照刀具17加工20分钟后刀具后刀面磨损量vb约为0.165mm。全寿命下,实施例5涂层刀具、对照刀具13、对照刀具14和对照刀具17完全失效时切削时间分别为45分钟、30分钟、23分钟
和25分钟,因此,本实施例刀具寿命相比较对照刀具13提高约50%,相比对照刀具14和对照刀具17提高了约95%和80%。由此可知,在水冷条件下,本发明的涂层刀具依然具有非常明显的优势,表明经过本发明的梯度多层结构设计,涂层应力分布获得优化,膜基结合强度及tib2层与氮化物层之间的结合强度均获得增强。
184.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制。虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明的精神实质和技术方案的情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同替换、等效变化及修饰,均仍属于本发明技术方案保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
