1.本实用新型涉及车辆技术领域,具体提供一种车门及车辆。
背景技术:
2.随着近年来汽车工业的飞速发展,汽车的造型越来越个性化,别具一格的造型对传统的车门成型工艺带来了极大的挑战。很多造型因冲压深度限制,而导致杰出的造型方案最终破产。
3.随着电动汽车的兴起,智能车门已经成为了未来引领车门发展的一种趋势,智能车门的实现需要靠电动开关门机构来实现,但目前市场上的电动开关机构的y向尺寸均大于传统的车门限位器结构,往往在传统冲压工艺限制下无法实现布置,致使很多车门功能无法集成,当然个性化的造型和智能化的功能同时实现的可能性更是微乎其微。
4.现有车门内板有钢板冲压和铝冲压两种形式,钢板冲压车门内板冲压深度较铝板深,可以满足大部分造型的需求,但缺陷是重量太重。铝板冲压车门内板较钢板冲压车门内板轻,但是由于铝板冲压深度比钢板更浅,致使很多造型无法实现,很多车门功能无法集成。
5.相应地,本领域需要一种新的车门来解决现有车门的结构设计和工艺造型受限的问题。
技术实现要素:
6.本实用新型旨在解决上述技术问题,即,解决现有车门的结构设计和工艺造型受限的问题。
7.在第一方面,本实用新型提供一种车门,所述车门包括车门内板,所述车门内板包括压铸门框及冲压门内板,所述压铸门框包括一体成型的压铸窗框,所述冲压门内板设置在所述压铸门框上。
8.在上述车门的优选技术方案中,所述压铸门框上设置有安装凹槽,所述冲压门内板设置在所述安装凹槽内。
9.在上述车门的优选技术方案中,所述安装凹槽的侧壁与所述冲压门内板之间设置有密封胶层。
10.在上述车门的优选技术方案中,所述冲压门内板的外周形成有安装翻边,所述安装翻边抵接在所述安装凹槽内。
11.在上述车门的优选技术方案中,窗框饰板安装螺母座、第一内饰安装结构、门锁加强板、车门防撞梁下安装结构、内板定位孔、压铸门框加强筋、内腰线加强板、外后视镜安装结构、前三角窗安装结构、车门防撞梁上安装结构、前导轨安装结构、车门上铰链安装结构、车门下铰链安装结构和线束护套安装结构中的至少一个与所述压铸门框一体成型。
12.在上述车门的优选技术方案中,内饰拉杯支架安装结构、玻璃升降器导轨安装结构、第二内饰安装结构、车门玻璃升降器下安装结构、车门扬声器安装结构和车门玻璃升降
器电机安装结构中的至少一个与所述冲压门内板一体成型。
13.在上述车门的优选技术方案中,所述压铸门框上设置有安装凹陷,所述安装凹陷上设置有一体成型的限位器安装结构,所述限位器安装结构分别连接所述安装凹陷的侧面与底面,其中底面是限位器的安装面。
14.在上述车门的优选技术方案中,所述压铸窗框的上部的外沿上设置有一体成型的窗框加强板。
15.在上述车门的优选技术方案中,所述窗框加强板与所述窗框的上部的内沿之间设置有窗框加强筋,所述窗框加强筋与所述压铸窗框一体成型。
16.本实用新型还提供了一种车辆,所述车辆包括上述技术方案中任一项所述的车门。
17.本领域技术人员能够理解的是,本实用新型的技术方案中的车门包括车门内板,车门内板包括压铸门框及冲压门内板,压铸门框包括一体成型的压铸窗框,冲压门内板设置在压铸门框上。
18.在采用上述技术方案的情况下,本实用新型的车门内板包括压铸门框和冲压门内板,通过压铸工艺对板材进行加工得到压铸门框,从而能够使压铸门框与窗框直接通过压铸工艺一体成型,相较于现有技术中的整个车门内板均为冲压门内板,需要将窗框单独生产制造后再与车门内板的门框进行焊接,本实用新型的压铸门框降低了加工成本。并且智能车门的实现需要靠电动开关门机构来实现,但目前市场上的电动开关机构的y向尺寸均大于传统的车门限位器结构,但是传统的整体进行冲压的车门内板的冲压深度太浅,以致于车门的造型受到限制,使电动车门的安装受到影响,而压铸门框的深度不受工艺的限制,可根据本领域技术人员的需要设置车门深度,在整车空间前提下,本实用新型的压铸门框能够提供较大的y向布置空间,进而可以最大限度的满足车门布置,使电动车门能够顺利安装。进一步地,冲压门内板设置在压铸门框上,相较于现有技术中将冲压门内板设置成塑料结构,大大增强了冲压门内板位置的强度,有利于与车内的附件固定安装。
附图说明
19.下面结合附图来描述本实用新型的优选实施方式,附图中:
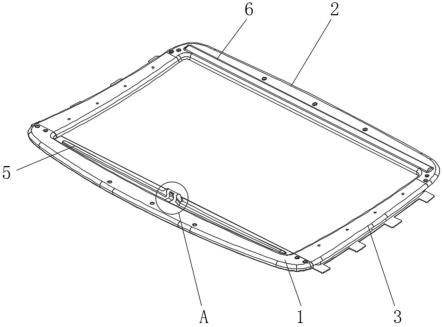
20.图1是本实用新型的车门内板的结构图;
21.图2是本实用新型的压铸门框的正视结构图;
22.图3是图2中a-a处的截面结构示意图;
23.图4是本实用新型的压铸门框的结构图;
24.图5是本实用新型的冲压门内板的结构图。
25.附图标记列表:
26.1、压铸门框;11、压铸窗框;12、安装凹槽;13、窗框饰板安装螺母座;14、门锁加强板;15、车门防撞梁下安装结构;16、内板定位孔;17、压铸门框加强筋;18、内腰线加强板;19、外后视镜安装结构;101、前三角窗安装结构;102、车门防撞梁上安装结构;103、前导轨安装结构;104、车门上铰链安装结构;105、车门下铰链安装结构;106、第一内饰安装结构;107、线束护套安装结构;108、安装凹陷;109、限位器安装结构;110、窗框加强板;111、窗框加强筋;2、冲压门内板;21、安装翻边;22、内饰拉杯支架安装结构;23、玻璃升降器导轨安装
结构;24、第二内饰安装结构;25、车门玻璃升降器下安装结构;26、车门扬声器安装结构;27、车门玻璃升降器电机安装结构;3、密封胶层。
具体实施方式
27.下面参照附图来描述本实用新型的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本实用新型的技术原理,并非旨在限制本实用新型的保护范围。本领域技术人员可以根据需要对其作出调整,以便适应具体的应用场合。需要说明的是y向尺寸为整车宽度方向的尺寸,x向尺寸为整车长度方向的尺寸,z为整车高度方向的尺寸。
28.需要说明的是,在本实用新型的描述中,术语“上”、“下”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.此外,还需要说明的是,在本实用新型的描述中,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本实用新型中的具体含义。
30.如图1、图2所示,为解决现有车门的结构设计和工艺造型受限的问题,本实用新型的车门包括车门内板,车门内板包括压铸门框1及冲压门内板2,压铸门框1包括一体成型的压铸窗框11,冲压门内板2设置在压铸门框1上。
31.上述设置方式的优点在于:本实用新型的车门包括压铸门框1和冲压门内板2组成的车门内板,通过压铸工艺对板材进行加工得到压铸门框1,从而能够使压铸门框1与窗框直接通过压铸工艺一体成型,相较于现有技术中的整个车门内板均为冲压形成,需要将窗框单独生产制造后再与车门内板的门框进行焊接,本实用新型的压铸门框1降低了加工成本,并且智能车门的实现需要靠电动开关门机构来实现,但目前市场上的电动开关机构的y向尺寸均大于传统的车门限位器结构,但是传统的整体进行冲压的车门内板的冲压深度太浅,以致于车门的造型受到限制,使电动车门的安装受到影响,而压铸门框1的深度不受工艺的限制,可根据本领域技术人员的需要设置车门深度,在整车空间前提下,参照图3,e与f之间的距离为车门内板的y向尺寸,需要说明的是此截面图仅仅为本实用新型的车门内板的y向尺寸的示意图,本实用新型的压铸门框1能够提供较大的y向布置空间,进而可以最大限度的满足车门布置,使电动车门能够顺利安装。进一步地,冲压门内板2设置在压铸门框1上,相较于现有技术中将冲压门内板2设置成塑料结构,大大增强了冲压门内板2位置的强度,有利于与车内的附件固定安装。
32.如图1、图2、图5所示,在一种可能的实施方式中,压铸门框1上设置有安装凹槽12,冲压门内板2设置在安装凹槽12内,优选地,冲压门内板2的外周形成有安装翻边21,安装翻边21抵接在安装凹槽12内,安装凹槽12的侧壁与冲压门内板2的安装翻边21之间设置有密封胶层3,安装凹槽12内设置有通孔,压铸窗框11的上部的外沿上设置有一体成型的窗框加强板110,窗框加强板110与压铸窗框11的上部的内沿之间设置有窗框加强筋111,窗框加强
筋111与压铸窗框11一体成型。
33.上述设置方式的优点在于:压铸门框1上设置有安装凹槽12,冲压门内板2的外周形成有安装翻边21,安装翻边21抵接在安装凹槽12内,安装凹槽12的侧壁与冲压门内板2的安装翻边21之间设置有密封胶层3,具体地,通过点焊或者铆接将压铸门框1与冲压门内板2进行连接,再通过在安装凹槽12的侧壁与冲压门内板2的安装翻边21之间的缝隙涂抹密封胶进行密封。但是本领域技术人员也可以根据工艺需求采用不同的密封形式,可以在焊装车间采用点焊密封胶进行密封,也可以在油漆车间采用pvc密封胶进行密封。压铸窗框11的上部的外沿上设置有一体成型的窗框加强板110,窗框加强板110与压铸窗框11的上部的内沿之间设置有窗框加强筋111,窗框加强板110集成在压铸窗框11上,通过压铸一体成型,减少了在压铸窗框11上焊接窗框加强板110的步骤,相较于现有技术的窗框为多层板材的叠加,起到了很好的减重效果,进一步地,窗框加强筋111与压铸窗框11一体成型,通过布置窗框加强筋111来提升压铸窗框11的刚度。
34.如图2至图5所示,在一种可能的实施方式中,窗框饰板安装螺母座13、门锁加强板14、车门防撞梁下安装结构15、内板定位孔16、压铸门框加强筋17、内腰线加强板18、外后视镜安装结构19、前三角窗安装结构101、车门防撞梁上安装结构102、前导轨安装结构103、车门上铰链安装结构104、车门下铰链安装结构105和线束护套安装结构107均与压铸门框1一体成型;内饰拉杯支架安装结构22、玻璃升降器导轨安装结构23、第一内饰安装结构106、车门玻璃升降器下安装结构25、车门扬声器安装结构26和车门玻璃升降器电机安装结构27均与冲压门内板2一体成型。
35.上述设置方式的优点在于:本发明的压铸门框1采用铝合金材料,优选alsi10mnmg材料,基础料厚采用2.5mm,在特殊位置采用局部加厚或局部减薄的形式,其中,压铸门框1的包边区域采用2.0mm料厚。窗框饰板安装螺母座13集成在压铸门框1上,用于窗框饰板的固定,在能够将窗框饰板固定在压铸窗框1上的情况下,减少了窗框饰板安装螺母座13的使用数量。将传统方案的门锁加强板14与压铸门框1集成,该位置采用3.0mm料厚,压铸门框加强筋17集成在压铸门框1上,从而防止压铸门框1发生倾倒,将内腰线加强板18及上面的安装结构全部集成在压铸门框1上,该位置采用2.5mm料厚,该方案在压铸成型过程中有利于抵抗压铸过程中产生的变形。外后视镜安装结构19集成在压铸门框1上,该位置采用2.5mm料厚。将传统方案的车门上铰链安装结构104与压铸门框1集成,该位置采用2.5mm料厚,将传统方案的车门下铰链安装结构105与压铸门框1集成,该位置采用2.5mm料厚。
36.通过上述零件集成在压铸门框1上,通过压铸工艺与压铸门框1一体成型,减少了零件焊接的成本,提高了生产效率,尤其是现有技术通过冲压工艺形成的车门内板是整块板进行冲压,这就导致了一个位置需要增加强度而增加料厚的情况下,整个车门内板均需要设置成相同的料厚,因此在增加薄弱位置的强度时成本也相应地增加了,但是本实用新型的压铸门框1是通过压铸工艺进行加工的,压铸门框1上可根据不同位置的强度要求增加或减少该位置的料厚,而其他位置不受影响,从而降低了车门的成本,大大提高了装配效率,并且减重效果明显,相对于传统钢板冲压的车门结构可以减重33%。
37.冲压门内板2为铝合金材料,冲压门内板2的基础料厚为1.2mm,内饰拉杯支架安装结构22、玻璃升降器导轨安装结构23、第二内饰安装结构24、车门玻璃升降器下安装结构25、车门扬声器安装结构26和车门玻璃升降器电机安装结构27均与冲压门内板2通过冲压
工艺一体成型,相较于现有技术中的冲压门内板2为塑料板的结构,强度大大提高,并将多个零部件的安装结构集成在冲压门内板2上,减少了焊接成本。综上所述,采用压铸门框1与冲压门内板2进行连接的形式,可以解决汽车附件对车门内板安装点刚度的性能要求,同时又可以在一定范围内避免重量的不必要增加,本实用新型选用压铸门框1与冲压门内板2的组合,相比整体压铸车门内板的方式,因压铸所需的料厚更厚,本实用新型可以解决铸造工艺限制带来的重量增加的问题。
38.如图4所示,在一种可能的实施方式中,压铸门框1上设置安装凹陷108,安装凹陷108上设置有一体成型的限位器安装结构109,限位器安装结构109分别连接安装凹陷108的侧面与底面,其中底面是限位器的安装面,底面设置有贯穿压铸门框1的安装孔,限位器安装在安装孔内。
39.上述设置方式的优点在于:压铸门框1上设置安装凹陷108,安装凹陷108上设置有一体成型的限位器安装结构109,以使限位器安装结构109分别连接安装凹陷108的侧面和底面,限位器安装结构109也一体成型于压铸门框1上,相较于现有技术将限位器安装结构109直接焊接在压铸门框1的表面,减少了焊接步骤,降低了制造成本。
40.需要说明的是,上述实施方式仅仅用来阐述本实用新型的原理,并非旨在与限制本实用新型的保护范围,在不偏离本实用新型原理的条件下,本领域技术人员能够对上述结构进行调整,以便本实用新型能够应用于更加具体的应用场景。
41.例如,在一种可替换的实施方式中,压铸门框1可以是铝合金板材也可以是钢板等其他材料,因此不对压铸门框1所使用的板材及料厚进行任何的限制,本领域技术人员可根据需要自行设定,只要该板材能够通过压铸工艺形成压铸门框1即可,这些都不偏离本实用新型的原理,因此都将落入本实用新型的保护范围之内。
42.例如,在一种可替换的实施方式中,冲压门内板2可以是铝合金板材也可以是钢板等其他材料,因此不对冲压门内板2所使用的板材及料厚进行任何的限制,本领域技术人员可根据需要自行设定,只要该板材能够通过冲压工艺形成冲压门内板2即可,这些都不偏离本实用新型的原理,因此都将落入本实用新型的保护范围之内。
43.例如,在一种可替换的实施方式中,限位器安装结构109还可以直接与压铸门框1一体成型而无需设置安装凹陷108,这些调整都不偏离本实用新型的原理,因此都将落入本实用新型的保护范围之内。
44.最后需要说明的是,尽管本实用新型是以用于汽车的车门为例进行描述的,但是本实用新型的汽车可以是电动汽车也可以是燃油汽车等。
45.此外,本实用新型还提供了一种车辆,该车辆具有上述任一实施方式中所述的车门。
46.至此,已经结合附图所示的优选实施方式描述了本实用新型的技术方案,但是,本领域技术人员容易理解的是,本实用新型的保护范围显然不局限于这些具体实施方式。在不偏离本实用新型的原理的前提下,本领域技术人员可以对相关技术特征作出等同的更改或替换,这些更改或替换之后的技术方案都将落入本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。