1.本技术涉及座椅打孔设备的领域,尤其是涉及一种座椅打孔用工装。
背景技术:
2.座椅是一种有靠背、有的还有扶手的坐具。为了与座椅的底座连接或者与椅座上的坐垫连接,座椅的椅座上需要开设螺纹孔。座椅生产时需要在椅座的固定位置进行打孔加工,为了在大批量生产时,提高钻孔精度和打孔作业的效率,发明人发现亟需一种座椅打孔用工装。
技术实现要素:
3.为了在大批量生产时,提高在椅座的固定位置打孔作业的效率和钻孔精度,本技术提供一种座椅打孔用工装。
4.本技术提供的一种座椅打孔用工装采用如下的技术方案:
5.一种座椅打孔用工装,包括机台,所述机台上设置有与座椅配合使用的下支撑模,所述下支撑模的一侧设置有立板,所述立板上转动连接有与所述下支撑模配合使用的定位组件,所述立板上设置还设置有用于限制所述定位组件转动的限制组件。
6.通过采用上述技术方案,通过下支撑模和定位组件的配合设置,使用时将座椅安放在下支撑模上,然后翻转定位组件对座椅进行定位,再利用限制组件限制定位组件的转动,继而钻孔设备在椅座的相应位置钻设螺纹孔,能够在大批量生产时,提高工人在椅座上开设螺纹孔的位置精度和打孔作业的效率。
7.可选的,所述定位组件包括第一装配板和滑移可调节地设置在所述第一装配板上的第二装配板,所述第一装配板上开设有条形通孔,所述第二装配板上形成有定位通孔。
8.通过采用上述技术方案,第二装配板滑移可调节地设置在第一装配板上,通过条形通孔和定位通孔的配合,相当于利用条形通孔圈出一个初步的打孔范围,再利用定位通孔精准锁定打孔位置,能够根据加工座椅的椅座打孔位置的不同,调节定位通孔在条形通孔限定范围内的位置,提高装置适应性。
9.可选的,所述第二装配板可拆卸安装在所述第一装配板上。
10.通过采用上述技术方案,使第二装配板可拆卸地安装在第一装配板上,一方面是方便长期使用后的维修更换,另一方面是能够调换其上定位通孔直径和孔深不同的第二装配板。
11.可选的,所述定位组件通过安装组件转动连接在所述立板上,所述安装组件包括铰接在所述立板上的连接板和固定设置在所述连接板另一端的安装架,所述定位组件设置在所述安装架上。
12.通过采用上述技术方案,连接板铰接在立板上,装有定位组件的安装架固设在连接板上,利用连接板实现了定位组件与立板的转动连接,易于翻转,此外,将多个定位组件安装在安装架上,能够整体安装调动多个定位组件,使设计更加合理。
13.可选的,所述安装架上设置有用于带动所述连接板转动的把手组件,所述把手组件包括设置在所述安装架上的延伸板和设置在所述延伸板端部的握持杆,所述延伸板的一端固定在所述安装架远离所述立板的一侧,所述握持杆安装在所述延伸板的另一端。
14.通过采用上述技术方案,通过延伸板和握持杆的配合设置,方便工人着力翻转定位组件以取放加工的座椅。
15.可选的,所述延伸板有间隔设置在所述安装架中部的两块,所述握持杆可拆卸安装在所述延伸板的端部,所述握持杆的两端分别安装在两块所述延伸板上。
16.通过采用上述技术方案,为工人握持握持杆,带动安装组件提供便利,使设计更加合理。
17.可选的,所述连接板靠近所述立板的一端设置有阻尼器。
18.通过采用上述技术方案,能够改善定位组件翻转的速度过快损伤座椅的问题,使设计更加全面。
19.可选的,所述限制组件包括固定设置在所述立板上的气缸和开设在所述连接板上的限位插孔,所述气缸的活塞杆伸出时,插入所述限位插孔。
20.通过采用上述技术方案,气缸的活塞杆伸出,插入限位插孔,限制连接板的转动,进而限制住固设在连接板上的安装架及定位组件的转动;气缸的活塞杆回缩,退出限位插孔,连接板即可绕其铰接轴转动,简单便捷。
21.综上所述,本技术包括以下至少一种有益技术效果:
22.通过下支撑模和定位组件的配合设置,使用时将座椅安放在下支撑模上,然后翻转定位组件对座椅进行定位,再利用限制组件限制定位组件的转动,继而钻孔设备在椅座的相应位置钻设螺纹孔,能够在大批量生产时,提高工人在椅座上开设螺纹孔的位置精度和打孔作业的效率;
23.使第二装配板滑移可调节地设置在第一装配板上,通过条形通孔和定位通孔的配合,相当于利用条形通孔圈出一个初步的打孔范围,再利用定位通孔精准锁定打孔位置,能够根据加工座椅的椅座打孔位置的不同,调节定位通孔在条形通孔限定范围内的位置,提高装置适应性;使第二装配板可拆卸地安装在第一装配板上,一方面是方便长期使用后的维修更换,另一方面是能够调换其上定位通孔直径和孔深不同的第二装配板;
24.气缸的活塞杆伸出,插入限位插孔,限制连接板的转动,进而限制住固设在连接板上的安装架及定位组件的转动;气缸的活塞杆回缩,退出限位插孔,连接板即可绕其铰接轴转动,简单便捷。
附图说明
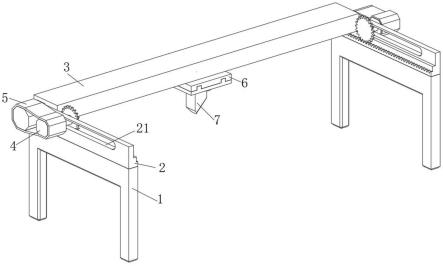
25.图1是本技术实施例的整体结构示意图;
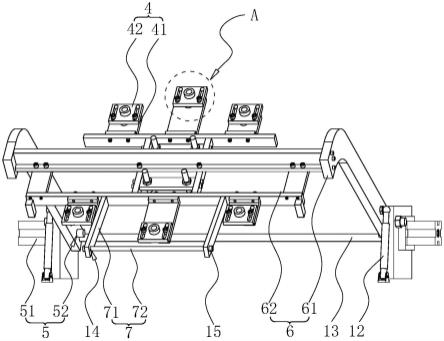
26.图2是为展示本技术实施例中安装组件和限制组件结构的示意图;
27.图3是图2中a部分的放大示意图。
28.附图标记:1、机台;2、下支撑模;3、立板;4、定位组件;41、第一装配板;42、第二装配板;5、限制组件;51、气缸;52、限位插孔;6、安装组件;61、连接板;62、安装架;7、把手组件;71、延伸板;72、握持杆;8、条形通孔;9、定位通孔;10、连接孔;11、连接螺钉;12、阻尼器;13、加强杆;14、安装孔;15、安装螺母。
具体实施方式
29.以下结合附图1-3对本技术作进一步详细说明。
30.本技术实施例公开一种座椅打孔用工装。
31.参照图1,一种座椅打孔用工装包括机台1,机台1上固设有下支撑模2和立板3,下支撑模2与座椅配合使用,通过粘接固定、螺栓连接固定或是靠自重稳定放置在机台1上均可。立板3为矩形板件,立板3的数量有两个,两块立板3分别位于下支撑模2一侧的两头。
32.参照图1和图2,立板3上设置有安装组件6和限制组件5。安装组件6包括分别铰接在两块立板3上的连接板61和固定在两块连接板61之间的安装架62。连接板61靠近立板3的一端安装有阻尼器12,阻尼器12的另一端铰接固定在机台1上,用以预防连接板61转动过快。两块连接板61之间焊接固定有加强杆13,用以结构强度和装置稳定性。安装架62由多块矩形板件拼接而成,连接板61的一端铰接在立板3上,安装架62的两端通过螺栓连接分别固定在两块连接板61另一端。限制组件5包括固定设置在立板3上的气缸51和开设在连接板61上的限位插孔52,利用气缸51活塞杆的伸缩能够限制连接板61的转动,使连接板61固定在所需角度。
33.安装架62上分布有多个定位组件4,定位组件4的数量和分布根据打孔数量和打孔位置而定。参照图3,定位组件4包括第一装配板41和第二装配板42,第一装配板41上开设有条形通孔8,第二装配板42上形成有定位通孔9。第一装配板41通过螺栓连接固定在安装架62上,第二装配板42上开设有连接孔10,连接孔10为腰形孔,连接孔10内安装有连接螺钉11,连接螺钉11的顶部抵接在第二装配板42背向第一装配板41的一侧壁上,连接螺钉11的杆部穿过连接孔10螺纹连接在第一装配板41上,从而将第二装配板42滑移可调节设置在第一装配板41上。
34.定位组件4与下支撑模2配合使用,使用时,将座椅安放在下支撑模2上,然后翻转定位组件4对座椅进行定位。气缸51的活塞杆伸出时,插入限位插孔52,限制连接板61的转动,进而限制住固设在连接板61上的安装架62及定位组件4的转动。调节第二装配板42在第一装配板41上的位置,从而调节定位通孔9在条形通孔8限定范围内的位置,精准定位到椅座需要开设螺纹孔的部位,继而钻孔设备在椅座的相应位置钻设螺纹孔。钻孔完毕,钻孔气缸51的活塞杆回缩,退出限位插孔52,连接板61即可绕其铰接轴转动,从而抬起定位组件4,能够取出加工完的座椅,能够在大批量生产时,提高工人在椅座上开设螺纹孔的位置精度和打孔作业的效率。
35.参照图1和图2,进一步地,安装架62上还设置有把手组件7,把手组件7包括延伸板71和握持杆72。延伸板71的一端通过螺栓连接固定在安装架62远离立板3的一侧,延伸板71的另一端开设有安装孔14。延伸板71有间隔设置在安装架62中部的两块,握持杆72的两端分别安装在两块延伸板71上,握持杆72的端部穿过安装孔14并螺纹配合有安装螺母15,从而将握持杆72可拆卸安装在延伸板71的另一端。通过延伸板71和握持杆72的配合设置,方便工人着力,翻转定位组件4以取放加工的座椅,使设计更加全面。
36.本技术实施例一种座椅打孔用工装的实施原理为:通过下支撑模2和定位组件4的配合设置,使用时,将座椅安放在下支撑模2上,然后翻转定位组件4对座椅进行定位,利用气缸51和限位插孔52的配合,限制固设在连接板61上的安装架62及定位组件4的转动;利用第一装配板41和第二装配板42的配合,调节定位通孔9在条形通孔8限定范围内的位置,精
准定位到椅座需要开设螺纹孔的部位,继而钻孔设备在椅座的相应位置钻设螺纹孔,能够在大批量生产时,提高工人在椅座上开设螺纹孔的位置精度和打孔作业的效率。
37.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。