1.本发明涉及一种用于容器元件翻转装置的更换系统以及一种相应的针对用于运输容器元件的容器元件运输设备的方法。
背景技术:
2.例如在申请人的wo 2017/125201 a1中所描述的那样,所谓的翻转装置是已知的,容器(例如罐子)可以利用该翻转装置围绕垂直于对称轴线延伸的轴线转动。在饮料加工行业中,对于容器的不同的处理步骤可能需要这种转动。这例如包括清洁容器的内部空间、排放清洁介质或在容器底部上做标记。
3.翻转装置尤其可以通过所谓的“生成式制造方法”制造,其中,直接基于计算机内部的数据模型、借助化学和/或物理过程从无形状的(液体、粉末等)或形状中性的(条形的、线形的)材料制造出一个或多个对象。针对生成式制造方法例如可以执行3d打印。
4.在现有技术中,所谓的自由和推挤翻转器是已知的。自由翻转器具有落差,从而容器通过其重力结合与设备的接触而转动。推挤翻转器没有落差,并且容器的转动在此基于后面的容器的背压进行。
5.当前,操作员在改变规格时必须例如在罐子生产线中手动更换罐子翻转器。为此,必须移除可能存在的保护装置,松开(拧下)并且拆除罐子翻转器,安装下一罐子翻转器,并且通过锁定/锁止装置再次紧固。最后,必须重新放置可能存在的保护装置。
6.因此,这些手动过程需要操作人员,以便执行更换过程,这对于向自动化的转变是不利的。此外,在当前使用的翻转器中,锁止装置的成本是很高的。
技术实现要素:
7.本发明的任务是,至少部分减少或消除上述的缺点。
8.该任务通过根据权利要求1的根据本发明的更换系统来解决。
9.根据本发明的用于容器元件翻转装置的更换系统包括:用于运输容器元件的容器元件运输设备;多个用于容器元件的翻转装置,其中,每个翻转装置包括具有入口侧和出口侧的引导通道,其中,容器元件在从入口侧到出口侧穿过引导通道时能从第一取向位置运动到与之不同的第二取向位置,并且其中,每个翻转装置能夹紧到容器元件运输设备的运输路径中;和夹紧装置,其用于将多个翻转装置中的一个翻转装置自动夹紧到容器元件运输设备的运输路径中。
10.根据本发明的更换系统具有以下优点:在更换翻转装置时的运动流程可以在没有操作人员的手动干预的情况下执行,例如可以由机器人执行,并且不需要另外的工具。
11.在本技术的意义中,容器元件可以例如是瓶子、罐子、用于pet瓶的预成形件、由纸板制成的容器、盖子或封闭件。
12.根据本发明的装置可以如下地被改进。
13.夹紧装置可以包括在容器元件运输设备上的第一连接元件和在每个翻转装置上
的相应的第二连接元件,其中,第一和第二连接元件能被置于彼此嵌接中。翻转装置可以借助两个连接元件通过如下方式容易地被紧固在容器元件运输设备上,即,使第一和第二连接元件被置于彼此嵌接中/彼此耦联。这表示一种适用于自动夹紧的简单且廉价的实现方案。
14.此外,夹紧装置可以具有在容器元件运输设备上的第三连接元件和在每个翻转装置上的相应的第四连接元件,其中,第三和第四连接元件能被置于彼此嵌接中,并且其中,第二连接元件设置在入口侧,并且第四连接元件设置在出口侧。因此得到了沿整个运输路径的安全的紧固。
15.这可以以如下方式被改进,即,每个第二和每个第四连接元件可以包括各自的翻转装置的凸出部,并且第一和第三连接元件可以包括用于第二或第四连接元件的凸出部的容纳部、尤其是容纳靴。各自的凸出部可以导入各自的容纳部中。由此提供对翻转装置的运动的限制或垂直于运输方向的固定。
16.在此,第一连接元件的容纳部可以包括弹簧元件,利用该弹簧元件能将弹簧力从入口侧朝出口侧的方向施加到翻转装置上,其中优选地,第三连接元件与第四连接元件的嵌接是未安装弹簧的。因此,安装弹簧的容纳部的挤压力总是沿罐子的流动方向起作用。由此,使得用于夹紧翻转装置所需的最大的挤压力可以保持相对较低。
17.利用第一连接元件的弹簧元件,尤其是利用布置在弹簧元件上的压块可以将力施加到第二连接元件的凸出部上。
18.另一改进方案在于,每个翻转装置构造为3d打印件,和/或每个翻转装置具有适用于与机器人设备嵌接的区段。
19.可以针对分别不同类型的容器元件、尤其是针对具有不同的尺寸的容器设置多个翻转装置,其中,容器尤其是饮料罐。
20.更换系统此外可以包括机器人设备,该机器人设备被构造成用于在待利用容器元件运输设备运输的容器元件的类型或尺寸发生变化时进行更换、尤其是自动地更换翻转装置。
21.上述的任务此外还通过根据权利要求10的方法解决。
22.根据本发明的针对用于运输容器元件的容器元件运输设备的方法包括以下步骤:提供多个用于容器元件的翻转装置,其中,每个翻转装置包括具有入口侧和出口侧的引导通道,其中,容器元件在从入口侧到出口侧穿过引导通道时能从第一取向位置运动到与之不同的第二取向位置,并且其中,每个翻转装置能被置于容器元件运输设备的运输路径中;并且利用夹紧装置将多个翻转装置中的一个翻转装置自动夹紧到容器元件运输设备中。
23.根据本发明的方法的优点及其接下来提及的改进方案的优点对应于关于根据本发明的设备及其改进方案描述的优点,并且因此参考以上相关的实施方案。
24.根据本发明的方法可以如下地被改进。
25.自动夹紧可以借助机器人设备进行。
26.夹紧装置可包括在容器元件运输设备上的第一连接元件和在每个翻转装置上的相应的第二连接元件,其中,第一和第二连接元件能被置于彼此嵌接中,其中,夹紧装置具有在容器元件运输设备上的第三连接元件和在每个翻转装置上的相应的第四连接元件,其中,第三和第四连接元件能被置于彼此嵌接中,并且其中,第二连接元件可以设置在入口
侧,并且第四连接元件可以设置在出口侧,并且其中,夹紧步骤可以包括将第一和第二连接元件置于第一嵌接中以及将第三和第四连接元件置于第二嵌接中。
27.根据另一改进方案,每个第二和每个第四连接元件可以包括各自的翻转装置的凸出部,并且第一和第三连接元件包括用于第二或第四连接元件的凸出部的容纳部、尤其是容纳靴,其中,第一连接元件的容纳部可以包括弹簧元件,利用该弹簧元件能将弹簧力从入口侧朝出口侧的方向施加到翻转装置上,其中优选地,第三连接元件与第四连接元件的嵌接是未安装弹簧的,并且其中,利用第一连接元件的弹簧元件、尤其是利用布置在弹簧元件上的压块能将力施加到第二连接元件的凸出部上,其中,置于第一嵌接中包括:将第二连接元件的凸出部导入第一连接元件的容纳部中,并且一旦第二连接元件的凸出部贴靠在处于初始定位中的压块上,将对弹簧元件进行压紧;其中设置有后续的另外的步骤:在压块充分被压入第一连接元件的容纳部中之后,将第四连接元件的凸出部相对于第三连接元件的容纳部定位;并且其中,第二嵌接包括:将第四连接元件的凸出部导入第三连接元件的容纳部中,直到达到止挡部,其中,压块在此不再完全运动回到初始位置,由此,持续的压紧力作用在翻转装置上。
28.该方法可以包括拆卸翻转装置、尤其是利用机器人设备拆卸翻转装置的另外的步骤。
29.用于解除夹紧的翻转装置的运动按照与用于夹紧的翻转装置的运动相反的顺序来进行。
30.翻转装置可以借助无人驾驶运输车(automated guided vehicle,agv)提供。
附图说明
31.下面根据附图更详细地阐述本发明的其他的特征和示例性的实施方式以及优点。应理解,该实施方式不能对本发明的全部范围造成限制。还要理解的是,其中一些或所有随后描述的特征也可以以不同的方式相互组合。
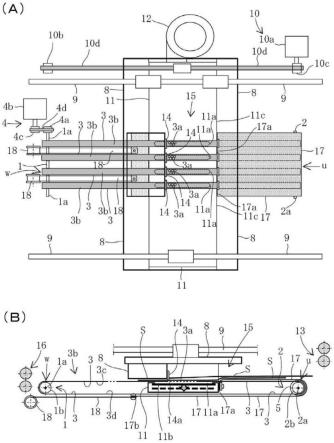
32.图1示出根据本发明的更换系统的实施方式;
33.图2示出图1所示的更换系统的一组更换设备;
34.图3示出图1所示的具有图2所示的一组更换设备的更换系统的安装弹簧的容纳靴。
具体实施方式
35.图1至3示出了根据本发明的更换系统的随后描述的实施方式。
36.根据本发明的用于容器元件翻转装置的更换系统100包括:用于运输容器元件50的容器元件运输设备10;用于容器元件50的多个翻转装置20、20a、20b,其中,每个翻转装置20、20a、20b包括具有入口侧21和出口侧22的引导通道,其中,容器元件50在从入口侧21到出口侧22穿过引导通道时能从第一取向位置运动到与之不同的第二取向位置,并且其中,每个翻转装置20、20a、20b能夹紧在容器元件运输设备的运输路径15中;和夹紧装置30,其用于将多个翻转装置20、20a、20b中的一个翻转装置20自动夹紧到容器元件运输设备10的运输路径中。
37.夹紧装置30具有在容器元件运输设备10上的第一连接元件31和在每个翻转装置
20、20a、20b上的相应的第二连接元件32,其中,第一和第二连接元件31、32能被置于彼此嵌接中。翻转装置20能借助两个连接元件31、32通过如下方式容易地紧固/夹紧在容器元件运输设备10上,即,使第一和第二连接元件31、32被置于彼此嵌接中/彼此耦联。
38.此外,夹紧装置30具有在容器元件运输设备10上的第三连接元件33和在每个翻转装置20、20a、20b上的相应的第四连接元件34,其中,第三和第四连接元件33、34能被置于彼此嵌接中,并且其中,第二连接元件32设置在入口侧,并且第四连接元件34设置在出口侧。因此得到沿整个运输路径15的安全的紧固。
39.每个第二和每个第四连接元件32、34包括各自的翻转装置的凸出部32、34,并且第一和第三连接元件包括用于第二或第四连接元件32、34的凸出部32、34的容纳靴31、33。容纳靴31、33例如利用各自的紧固角形件41、43紧固(例如旋拧)在容器元件运输设备10上。第一连接元件的容纳靴31朝开口具有加宽部313,以便主要能够实现让翻转装置进行夹紧。附加地,加宽部313还方便了凸出部31的导入。
40.第一连接元件31的容纳部31包括弹簧元件311,利用该弹簧元件将弹簧力从入口侧21朝出口侧22的方向施加到翻转装置20上,其中,第三连接元件与第四连接元件的嵌接是未安装弹簧的。利用第一连接元件31的弹簧元件311,可以经由布置在弹簧元件311上的压块312将力施加到第二连接元件32的凸出部32上。尽管也能将第三连接元件33的容纳部33构造为安装弹簧的,但是与容器元件50的运行方向相反的弹簧力应该小于沿运行方向的弹簧力,从而使翻转装置20与运输设备(例如容纳部33)的固定的止挡沿运行方向实现,以便在运输设备10运行时避免翻转装置20沿运行方向或相反方向发生位置改变/振动。
41.每个翻转装置20、20a、20b构造为3d打印件。此外,每个翻转装置20、20a、20b具有适用于与机器人设备90嵌接的区段25a、25b。在此,机器人设备90的夹持臂95例如可以抓取并且固定住区段25a、25b。机器人设备90被构造成用于在更换要利用容器元件运输设备10运输的容器元件50的类型或尺寸时自动更换翻转装置20、20a、20b。
42.在该实施例中,翻转装置20、20a、20b构造为自由翻转器。然而,本发明不局限于此,并且也可以直接应用于推挤翻转器。在推挤翻转器的情况下,仅引导通道构造为直线的。
43.多个翻转装置20、20a、20b被设置成用于分别不同的容器元件50,例如用于具有不同的尺寸的罐子。
44.在该实施方式中,根据本发明的针对用于运输容器元件50的容器元件运输设备的方法包括以下步骤:提供用于容器元件50的多个翻转装置20、20a、20b,其中,夹紧步骤包括将第一和第二连接元件31、32置于第一嵌接中以及将第三和第四连接元件33、34置于第二嵌接中。
45.置于第一嵌接中包括:将第二连接元件32的凸出部32导入第一连接元件31的容纳部31中,并且一旦第二连接元件32的凸出部32贴靠在处于初始定位中的压块312上,将对弹簧元件311进行压紧;其中,设置有后续的另外的步骤:在压块312充分被压入第一连接元件31的容纳部31中之后,将第四连接元件34的凸出部34相对于第三连接元件33的容纳部33定位;并且其中,置于第二嵌接中包括:将第四连接元件34的凸出部34导入第三连接元件33的容纳部33中,直到达到止挡部,其中,压块312在此不再完全运动回到初始定位,由此,将持续的压紧力作用到翻转装置20上。
46.在罐子翻转器的示例中的最重要的特性在下面再次简要地被概括。罐子翻转器形式的翻转装置制造为3d打印件。在此使用非常好地适用于自动化过程的容纳部。将安装弹簧的容纳靴用作罐子翻转器的入口侧的容纳部,容纳靴固定地旋拧在运输设备上。弹簧部产生力,该力将罐子翻转器压入出口侧的容纳靴中。由此,罐子翻转器固定地安座于容纳部中。安装弹簧的容纳靴在罐子翻转器的入口侧固定地旋拧在运输设备上。在出口侧的容纳部中没有安装弹簧机构。
47.借助以下步骤进行置入。步骤1:罐子翻转器必须倾斜向下保持地导入到入口侧的安装弹簧的容纳部中。一旦罐子翻转器的容纳舌板/凸出部贴靠在压块上,将对压缩弹簧进行压紧。步骤2:在压块被压入容纳部中足够远之后,可以将罐子翻转器向下运动。步骤3:现在可以将罐子翻转器运动到出口侧的容器中。压块在此不再完全移回初始定位中,由此,将连续的夹紧力作用到罐子翻转器上。由此,将罐子翻转器固定地夹紧。
48.在此重要的是,安装弹簧的容纳部的挤压力始终沿罐子的流动方向起作用。由此可以将最大的挤压力保持相对较低,这是因为弹簧不必抵消由罐子对翻转器造成的力。罐子翻转器的解除夹紧过程类似地相反地运行。这是因为针对夹紧和解除夹紧过程根本不必松开或压紧锁定装置等,所以该运动流程可以非常容易地自动化,并且例如由机器人操作。
49.例如可以借助无人驾驶运输车(agv)提供罐子翻转器,并且然后将当前夹紧的罐子翻转器替换为所提供的罐子翻转器。替换可以由机器人执行。
50.所示的实施方式仅是示例性的,并且本发明的全部的范围由权利要求限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。