1.本发明的实施方式涉及宝石加工中心部和/或方法,尤其是,涉及大体进行自动加工的宝石加工中心部和/或方法。
背景技术:
2.诸如钻石的宝石上的加工刻面需要注意各个方面。例如,应该考虑钻石的硬度和钻石的晶粒(grain),其中晶粒决定了例如刻面应该以抛掷器的运动方向与该刻面中给定的晶体或晶粒的方向成适当角度的方式呈现给该抛掷器。
3.通常,当操作刻面时,加工构件在工作平面上接触被加工的宝石,而这种加工构件可能是形式为由厚铸铁制成的抛石轮或圆盘的抛光构件。宝石抛光构件包括用于保持和驱动传送机器构件的量具和至少一个抛光机。
4.当操作宝石的刻面时,宝石通常保持在相对长的保持器中,保持器的轴线通常与宝石的轴线平行。因此,当操作刻面时,保持器可以具有以一定角度倾斜于工作平面的轴线,该角度限定了该刻面的角度。
5.gb2037196描述了一种宝石抛光机,该宝石抛光机具有用于相互定向宝石和旋转的抛掷器的可旋转晶粒轴。产生与宝石和抛掷器之间的拖拽力有关的信号,并且驱动器旋转晶粒轴以确定宝石的方向,从而产生高的拖拽力。通常,拖拽力与抛光效率有关,因此,宝石能被有效地抛光。在一种设置中,生成与宝石的馈送速率有关的信号,以确保有效抛光。
技术实现要素:
6.以下实施例及其方面与具有示例性和说明性且范围不受限制的系统、工具和方法一起进行了描述和说明。
7.在一个实施例中,提供了一种宝石加工中心部,包括:设置站,所述设置站适于向前递送装载的钻石夹,每个装载的钻石夹包括钻石夹保持器和结合到所述钻石夹保持器的宝石,粗加工/切割站,所述粗加工/切割站用于接收来自所述设置站的装载的钻石夹,以及至少一个抛光站,所述至少一个抛光站用于在所述宝石从其钻石夹保持器分离后接收所述宝石。
8.所述设置站可以包括用于在钻石夹保持器上设置钻石的自动和/或手动步骤,并且可以包括在各种站(例如固化站)之间的输送器上移动带有宝石的钻石夹保持器,其中,宝石结合到其各自的钻石夹保持器以形成装载的钻石夹。
9.在一个实施例中,还提供了固定用在宝石加工中心部中的宝石的小容器,该小容器包括钻石夹保持器和固定到所述保持器的上部尖端的宝石。
10.这种小容器可以形成在设置站中,并且可以用于容纳装载的钻石夹,直到其被传送到加工中心部(可能是传送类型的)中,用于进一步加工宝石。
11.在一个实施例中,还提供了一种在加工/抛光站之间传送宝石的方法,所述方法包括以下步骤:提供最初保持住宝石的源加工/抛光站;提供目标加工/抛光站,所述目标加
工/抛光站包括布置成用于接收所述宝石的专用座;促使源加工/抛光站和目标加工/抛光站中的一个朝向彼此靠近,以使所述宝石接触所述专用座,以及在所述专用座处施加抽吸,以至少临时地保持住所述宝石。
12.这种处理和传送可以允许在各种加工站之间移动宝石,并优选地自动形成期望形状的宝石。
13.除了以上描述的示例性的各方面和实施例,通过参考附图和以下的详细描述,其他方面和实施例将变得显而易见。
附图说明
14.示例性实施方式以参考附图说明。其目的是,在此公开的实施方式和附图被认为是说明性的,而不是限制性的。然而,本发明的组织和操作方法,及其客体、特点和优点,最好在阅读所附的附图时参考以下详细描述来最佳地理解,其中:
15.图1a示意性地示出了根据本发明的实施例的宝石加工中心部的立体视图;
16.图1b示意性地示出了图1a的宝石加工中心部的俯视图;
17.图2a和2b示意性地示出了图1b中表示为ii的虚线矩形大体标记的装载和固化站的实施例的各种视图;
18.图3a至3c示意性地示出了根据本发明的实施例的将胶合到钻石夹保持器(dop holder)的粗糙宝石保持就位的小容器(capsule)的各种视图;
19.图4a至4d和图8示意性地示出了图1b中表示为iv的虚线矩形大体标记的粗加工/切割站的实施例的各种视图;
20.图5a至5m、图9a至9c和图10示意性地示出了图1b中表示为v或v1的虚线矩形大体标记的本发明的抛光站的实施例的各种具体视图;
21.图6示意性地示出了宝石从一个抛光站传送到可能的另一个抛光站的一个可能的实施例,例如从图1b中的虚线矩形v标记的抛光站传送到图1b的虚线矩形vi的另一个抛光站;
22.图7a至7d示意性地示出了:在图7a、7b和7c中将宝石从第一或第二抛光站传送到分级和包装站的一个可能的实施例,以及在图7d中的存储缓冲站的实施例,其中,分级和包装站以及存储缓冲站用图1b中表示为vii的虚线矩形大体进行标记;
23.图11a和11b示意性地示出了可能与宝石加工中心部的至少某些实施例一起使用的修整组件的实施例;
24.图12a至图12b分别提供了更有代表性的宝石侧面图和剖面图,它们可能至少适合固定在某些加工站上;
25.图13a至13g示意性地示出了适用于至少某些加工中心部实施例中的专用座(seat)的某些实施例;以及
26.图14示意性地示出了适用于将宝石夹持到至少某些专用座实施例的夹持器的实施例。
27.应当理解,为了说明的简单明了,图中所示的元件不一定按比例绘制。例如,相对于其他元件,一些元件的尺寸可能会被夸大,以保持清晰。此外,在适当的情况下,附图标记可以在图中重复,以表示类似的元件。
具体实施方式
28.在加工例如宝石上的刻面时,尤其是由于钻石极高的硬度、机械、物理和/或化学特性,对于钻石可能会遇到重大困难。因此,尽管总体上与宝石相关,但至少在某些情况下,本文中的各种实施例可以参考钻石来描述,因为用于钻石的加工技术通常可以用于任何其他(天然或合成)宝石。
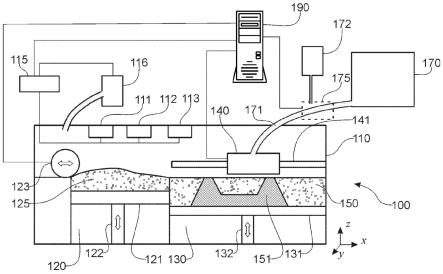
29.首先注意图1a和1b,其示出了根据本发明的实施例的用于宝石加工、分级和包装的传送机器系统10。系统10是通常所谓的“传送”机器类型,包括各个加工站和/或头部的组合,加工站和/或头部按顺序布置并通过工作传送设备连接——因此允许可以以高生产率并行执行最大量的操作。此处的系统10包括主加工单元12、加压气体源14和电气柜16,加压气体源14和电气柜16都与加工单元12连通。
30.注意图2和3,其示出了系统10的第一可能的设置站18,此处包括装载和固化级。设置站18在图1b中总体由虚线矩形ii表示。站18被布置成接收小容器20,每个小容器20包括宝石(可能是粗糙的、切平面加工的宝石)。在图3a至3c中,示出了这样的小容器20的实施例,其包括在宝石切平面241处胶合到钻石夹保持器22的宝石24。钻石夹保持器22可以在其下侧装配到小容器的底座26,并且小容器20可以进一步包括套筒28和保持帽机构30。在一个实施例中,钻石夹保持器22(参见图3c右侧的放大圆圈视图)在其上侧可以是平坦的,在其中形成有用于容纳用于附着到宝石的一点粘合剂/胶合剂(参见图3c左侧的放大圆圈)并且还可以有助于获得宝石取向与钻石夹柄/轴之间的期望几何关系的小凹槽23。
31.套筒28可以组装在钻石夹保持器22上方,以便围绕宝石。在一个示例中,套筒28可以被布置成包括窗口281,窗口281侧向延伸穿过套筒,以允许从外部观察和/或物理接近宝石。保持帽机构30可以组装在套筒的顶部并且可以被布置成包括用于将宝石固定在小容器内的邻接构件(或柱塞)301。在该示例中,邻接构件可以被弹簧向下偏置以从上方抵靠宝石,以便至少在站18内的固化过程期间抵靠钻石夹保持器22支撑宝石。
32.注意,回到图2a和2b,可以看到站18包括装载部分181,其中,小容器20布置/组装/放置在站的传送器17上。这样的传送器17可以被布置成承载小容器,尤其是通过系统18的固化部分182(可以以炉的形式)。装载部分181可以暴露于主加工单元12的外部,如在图1b上侧所见。小容器20在装载部分的布置/放置可以在部分181处手动或自动(例如,通过机器人装置)进行,在该示例中也可以从单元12外部容易地接近部分181。
33.小容器从装载部分181相应地被朝向固化部分182承载并通过固化部分182,在固化部分182,将每个宝石附着到其钻石夹保持器的粘合剂/胶合剂经历硬化。离开固化部分的小容器然后可以被布置成通过第一、第二和可能的第三操纵器32、34、35。第一操纵器32可以被布置成将保持帽机构30和套筒28从每个小容器20移除到套筒收集托盘11中,第二操纵器34可以被布置成将每个钻石夹保持器22连同其附着的宝石从小容器的底座移除,并且第三操纵器35可以被布置成将小容器26的底座从传送器移除到底座收集托盘15中。然后传送器17可以继续将其空的链节/元件/隐窝朝向装载部分181推回,在装载部分181处可以将新的小容器20装载到站中。从这里开始,带有附接/胶合到其(通过关于系统18所讨论的方法或任何其他方法)的宝石的钻石夹保持器-在本文中可以被称为装载的钻石夹。
34.注意图4a至4d,其示出了总体由图1b中的虚线矩形iv标记的粗加工/切割站36的实施例。粗加工/切割站36包括用于接收装载的钻石夹的输入中转站38。这样的装载的钻石
夹可以从系统18例如经由操纵器34到达。此外或替代地,装载的钻石夹可以通过系统18中的装置以外的装置准备好并且可以通过任何其他方式、自动方式(例如,通过机器人方式)、手动方式(等)放置在中转站38中。
35.装载中转站38的设置尤其可用于充当所谓的缓冲区域,用于存储至少暂时装载的钻石夹,直到粗加工站36内的加工装置变得可用。因为不同钻石夹上的宝石可能不同和/或需要不同的加工——每个宝石的加工过程的时机可能不同——因此使中转站38可用于提供装载的钻石夹可以被布置在队列中等待加工循环的区域。
36.粗加工/切割站36另外包括可以用作自动宝石定心和驱动机构的保持器中心部40。根据需要,粗加工/切割站36另外包括多个粗加工/切割站。在所呈现的示例中,第一腰部粗加工/切割站42和第二亭部粗加工站44位于保持器中心部40周围。保持器中心部40可以被布置成通过可以被放置在伺服驱动的旋转台401上而围绕轴线r旋转。保持器中心部40包括气动或液压操作的固定长度夹头块402,用于夹持装载的钻石夹。固定长度夹头块可以被布置成通常围绕保持器轴线h夹持装载的钻石夹,保持器轴线h可以总体垂直于旋转轴线r。
37.保持器40可以包括旋转接头37(参见图5a所示),其允许部件在保持器内旋转,同时在固定供应通道(例如管道或管)之间提供密封,例如,该固定供应通道将液压系统与保持器和保持器内的旋转部件连通。这样的旋转接头(尽管例如在图4中没有标记)可以理解为用于本文的其他加工站,在这些加工站需要允许部件旋转,同时在固定供应通道(例如在抛光站48等中)之间提供密封。
38.保持器40还包括传感器403,传感器403在这里位于当宝石的钻石夹被夹持在保持器40内时宝石被布置为放置的位置上方。传感器403可以是光学传感器,例如ccd照相机(等),用于查看和/或感测宝石的位置和/或取向。
39.传感器403可以被布置为提供感测数据,当宝石被保持在夹头中和/或在其加工/粗加工过程期间,该感测数据可用于计算宝石的位置和/或取向的几何数据(2d或3d)。由传感器403收集的数据可以帮助确定当前宝石的目标形状的对称轴线何时大体与轴线h对齐。这样的对齐可能是需要的,因为待加工的粗糙宝石可能被不准确地装配到它的钻石夹,例如由于它被手动装配到钻石夹上——因此这样的宝石的目标形状的对称轴线可能未必与钻石夹的对称轴线对齐。传感器403收集的数据还可以帮助确定何时已获得正在加工的宝石的某个区域中的目标形状,并由此例如确定何时停止该操作的加工。
40.传感器403还可用于在加工期间监测宝石的存在——以确保例如它不会无意地从其钻石夹脱离。由于所示示例中的传感器403位于宝石24上方,至少在图4b至4d中提供的顶视图中,因此传感器403所在位置的指示也提供了关于夹持在保持器40中的宝石所在位置的指示。因此,在这些图中,可以使用403/24的双重指示。
41.注意图4a上侧的放大视图(提供截面x-x的视图)以展示用于实现定心机构400(通常在虚线椭圆内所示)的一种可能选择,该定心机构适用于沿着轴线h将装配到保持器中心部40的装载的钻石夹的宝石定心。
42.气动和/或液压操作的固定长度夹头块402可经由在后侧具有加宽部1的歧管缸体401连接到定心毂404。在该示例中,定心毂404包括在其前侧的肩部2并且圆盘4可以被布置成向前抵靠歧管缸体401的加宽部1,以便将其加宽部1压靠肩部2上并由此锁定歧管缸体
401的位置和取向,从而锁定固定长度夹头块和装载的钻石夹相对于定心毂404的位置和取向-在夹持器中心部40内。在所示示例中,抵靠底盘401在圆盘4的前向承载可以通过液压活塞406获得。
43.单作用液压活塞406可以被布置成在可能的一系列蝶形弹片/锥形盘弹簧的后侧向前和向后推动圆盘4,这里由一个蝶形弹片3示出,并且由此通过分别减小和增加在圆盘4和由蝶形弹片3压靠在底盘401的后侧的圆盘7之间形成的间距6来推动蝶形弹片3的装载和装载的减轻。在定心操作期间,活塞406可以向后缩回,并且由此间距6可以被增加,导致蝶形弹片3的卸载,同时仍然保持抵靠圆盘7的足够压力,并且由此在加宽部1和肩部2之间形成摩擦力以将歧管缸体401抵靠定心毂404暂时保持基本就位。存在于加宽部1的外周边和定心毂404的内面之间的周边间距5——可以允许推动歧管缸体401和定心毂404之间的相对运动。
44.定心操作循环可以包括几个可选步骤,包括以下步骤。首先,固定机构405可以由可能的几个周边单作用液压活塞407向前推动——从而推动缸体401以大致定义并与定心毂404同心。另外注意图8,其示意性地示出沿着与图4a中x-x截面大致相似的平面(可能是相对于x-x平面略微旋转的平面)截取的截面。该视图揭示了一种可能的压缩弹簧408,该压缩弹簧408被布置成当由单作用液压活塞407推动的液压压力可能已经停止时推动固定机构405(例如在图8和4a中表示)向后移动,从而使周边间距5畅通。在可以知道和/或获得歧管缸体401/固定长度夹头块402的位置和取向时的这种状态下,可以执行宝石的可能的第一扫描。固定到缸体401的装载的钻石夹可以绕轴线h旋转,例如旋转360度,并进行扫描,以识别歧管缸体401相对于定心毂404的期望运动,这是装载的钻石夹相对于轴线h的所需/目标对齐/定心所必需的,例如角运动和径向运动。在一个非约束性示例中,这样的运动可以通过在该示例中的以下两个机构的协调和受控操作来推动:旋转主轴21和夹具66,其中,两者都可以分别由伺服电机20和60驱动(参见在图4a的下部主要部分所示),该伺服电机可以分别被布置成围绕轴线h转动定心毂404,以便可以将其定位在期望的角位置,从而可以使用夹具66机构相对于毂404在径向方向上推动缸体401。此处的夹具66可以在沿着大体垂直于轴线h的轴线/方向的方向上推动运动。装载的钻石夹的定心可以通过组合的增量调整来获得,组合的增量调整可以包括推动定心毂404围绕轴线h的受控的角旋转,然后通过夹具66机构(等)推动受控的线性运动——直到从传感器403到达的信号的图像处理确认装载的钻石夹相对于轴线h达到所需/目标对准/定心。
45.一旦总体满足这样的定心——在所示的示例中——活塞406可以被操纵以推动圆盘4向前移动,并由此增加加宽部1和肩部2之间的摩擦力,该肩部现在将歧管缸体401抵靠定心毂404在其最后位置保持固定就位(例如,现在可以将宝石目标定心的位置)。为了形成装载的钻石夹相对于轴线h的定心而发生的增量步骤的监测和控制可以通过例如对由观察/感测装配到装载的钻石夹的宝石的传感器403收集的信息的图像处理来促进(值得注意的是,除了视觉之外,传感器403可以应用其他感测技术)。
46.另外注意图4b,其示出了在粗加工/切割站36内加工的第一可能步骤。在该第一可能步骤中——保持器40可以围绕轴线r旋转,以将夹头块402放置在进入中转站38附近。站36的操纵器46可以被布置成用于从中转站38挑出装载的钻石夹并将它们放置在固定长度的夹头402内。在一个示例中,可以通过流体压力(例如空气或液压)来执行钻石夹在固定长
度夹头块402内的的夹持和松开,该流体压力推动固定长度夹头块402在夹持和松开状态之间的转换。
47.一旦装载的钻石夹被夹持在保持器40内并且已经如上所述地定心,该机构就可以围绕轴线r旋转到不同的粗加工/切割点位/终端的位置。由于宝石24围绕h轴线的伺服控制的旋转运动与粗加工站的沿着/围绕相应轴线b/s的伺服控制的线性/旋转运动之间的协调运动的组合,可以沿着各种轮廓执行宝石的切割/加工。
48.在所示示例中,如图4c所示,保持器40可以在腰部粗加工站42处停止其围绕r轴线的旋转,以便对当前宝石24进行腰部加工。在完成腰部之后,可以旋转保持器40再次围绕轴线r旋转到图4d中在亭部粗加工站44处看到的位置,用于对当前宝石24进行亭部加工。可以在沿着其轴线b将相应站推进到宝石24和相应研磨轮之间发生初始接触的位置的同时在每个相应的点位42、44处执行粗加工/切割。然后相应的站可以沿着其轴线b进行附加的运动——使装载的钻石夹处宝石与每个站的研磨轮接触和脱离接触,该砂轮又被布置为通过围绕轴线q旋转而从宝石去除材料——由此,每个相应的点位42、44可以被布置成围绕和/或沿着轴线q线性振荡。另外或替代地,可以通过感测(例如通过传感器403)宝石的接近度和/或宝石的接合/接触(例如通过马波斯传感器)来执行在粗加工/切割点位(例如42、44)处的材料去除过程的控制。
49.这样的感测也可以通过激光或光学传感器进行。可能地,在这样的站42、44处的粗加工/加工过程可以通过改变加工rpm来执行,例如通过最初以相对低的rpm开始并且一旦获得接触——就逐渐增加rpm同时还可能沿着其轴线b逐渐推进站。其他方式也可用于感测,例如声学和振动传感器。
50.注意图5a至5e。在粗加工站36处完成腰部和/或亭部加工动作之后——经加工的宝石24可以从保持器40推进到抛光站48(可能是一系列抛光站中的第一抛光站)的头部分54——然而在某些情况下,可以只设置一个抛光站。加工站的该第一抛光站48总体由图1b中的虚线矩形v标记。
51.图5a示出了在从夹持在固定长度夹头块402中的可能的装载的钻石夹到第一抛光站48的头部分54的第一宝石移交完成后的可能状态,而图5b到5e示出了为完成这样的移交可以采取的可能步骤。
52.此处看到的抛光站48可以是例如如图5f至5g(下文更详细描述)所示的抛光站48,然而用于执行传送的第一可能步骤可包括抛光站48的至少一部分(例如头部分54)朝向夹持在固定长度夹头块402中的可能的装载的钻石夹的线性伺服控制的运动。这可以通过提供伺服电机来促进,该伺服电机沿着直线导轨77(参见例如图5f)驱动连接到头部分54的丝杠,该直线导轨被布置成沿着轴线y推进头部分58,可能朝向自动宝石定心和驱动机构40,以接收来自装载的钻石夹的经加工的宝石。
53.在这里,可以看到导轨77位于头部分54上方,但是可以设想用于支持沿着平行于y的轴线的这样的线性运动(例如通常从头部分54下方)的各种布置。抛光站头部54可以被布置成包括缓冲的限制阻尼器,例如771,其可以被布置成阻尼/限制其专用座52,用于安置宝石直到到达其最终期望位置。
54.在图5a中看到的状态中,可以看到宝石24位于其亭部的一些部分邻接抛光站的头部分54的专用座52的位置并在该位置被夹持,尤其是被抛光站头部54的夹持器50夹持,抛
光站头部54将宝石在其台切面处压靠在专用座52上。
55.抛光站48的头部分54可以包括流体通道,用于在宝石适于定位的专用座52的尖端处激活真空抽吸和/或加压空气。这样的真空抽吸和/或加压空气的激活和去激活可以通过从加压空气容器源(未示出)到达的加压空气来辅助。可能基于文丘里效应的真空抽吸可以被布置成通过在头部分54处的专用机构来操作以保持到被传送的宝石上。
56.在将注意力转向图5b至5e之前,请注意这些图中所示的宝石24的表示是非常示意性的并且不准确地表示宝石的总体轮廓——其可以在图12中更准确地描绘——其中提供了通常用于命名宝石中多个切割的术语。这同样适用于专用座52,其可能的细节在图13a至13f中提供的表示中可以更好地查看,现在注意图13a至13f。
57.在图13a和13b中,示出了诸如52的专用座的第一可能实施例——其中在图13b的放大截面中——示出了这样的专用座可以形成有适合于邻接和固定形成在宝石中的刻面的互补刻面99。另外的专用座实施例示于图13c至13f中,示出了可用于容纳如图13f所示的密封件39的底切/凹槽33(参见图13e的放大截面)的可能构造。在专用座的尖端区域处的这种“密封件”构造可用于确保在专用座的尖端区域处形成真空抽吸以将宝石24固定在尖端处。
58.在图13c至13f中可视化的专用座还体现了在基本上没有任何刻面的专用座的尖端区域/区部处的可选的锥状构造97。这种构造可用于将尚未经历刻面形成的宝石固定在适于接合专用座的尖端区部的区域处。适合于固定在这些图中专用座处的宝石——在固定到专用座之前可能只经过粗加工。诸如99的刻面尖端区部与凹槽33和密封件39的组合在某些实施例中也可能是有用的,例如,如图13g所示。
59.在讨论移交过程(例如在从图5b开始中进行描绘)之前——还要注意图14,其展示了诸如夹持器50的夹持器的更近视图和实施例。在该图中,可以看到夹持器包括用于将夹持器联接到加工/抛光站的联接区域93和在联接区域远侧的尖端区域处适于抵靠宝石的凹口98。专用座52和夹持器50都可以由专用工具更换机构(未显示)替代/更换,因此它们将适合/匹配下一个/即将被它们夹持的宝石的尺寸和形状/几何形状。在图14所示的示例中,凹口98的面部981可以形成为在远侧方向上逐渐变细以大致遵循锥形的轮廓。在夹具尖端区域的这种部分锥形的凹口——可以表示适合在粗加工后或进一步刻面后抵靠宝石亭部的示例。凹口98可以采用适合邻接宝石几何形状的其他形状(例如椭圆形、六边形、正方形等)以将其固定到专用座上。不需要存在这种凹口的夹持器的尖端区域可以是适合于抵靠宝石的切平面的夹持器。
60.现在注意图5b,其中,所看到的宝石仍被胶合并附着到保持夹持在粗加工站36内的钻石夹。图5c表示一个可能的步骤,其中,粗加工站36和抛光站48的头部分54被推得更近——在所示示例中,可选地通过将头部分54推向粗加工站36。粗加工和/或抛光站可以包括阻尼器(例如771),使得发生在宝石处的粗加工站36和头部分54之间的会合动作将被阻尼,以减少对宝石和/或加工工具的可能损坏。
61.在图5c所示的位置中,宝石相应地在其切平面处保持胶合到夹持在粗加工站36内的钻石夹,而宝石亭部的一些部分位于专用座52的尖端处。
62.将注意力暂时拉回到图4a,可以看到粗加工站36还包括加热元件19,可能是燃气燃烧器。通过旋转固定长度的夹头块402和/或移动加热元件19——在图5c中看到的位置的
宝石可以适当地放置在加热元件19附近。宝石附近暴露于由加热元件19产生的热量可以然后烧掉和/或溶解使宝石24附着到钻石夹并因此附着到粗加工站36的胶合剂。这种热量(可能是火焰)的激活和去激活可以通过从加压气体容器源14到达的加压天然气来辅助。
63.相应地,在抛光站48的专用座52的底部施加的真空抽吸可用于保持宝石安全地附着在专用座处的适当位置和取向,直到推动夹持器50将其切平面处的宝石固定在专用座52上。该过程可以通过首先使抛光站48的头部分54远离并且其专用座52现在通过真空抽吸夹持到宝石上(参见图5d),然后通过夹持器50将宝石固定到专用座52(见图5e)来应用。在这种情况之后,保持宝石附着到专用座52的抽吸可以可选地被去激活。
64.注意图5f至5h和9a至9c。此处所见的抛光站48还包括位于头部分54下方的抛光磨盘/轮部分56。抛光磨盘/轮部分56包括抛光磨盘/轮561、线性伺服驱动机构57和引导的“质量-弹簧-阻尼器”(msd)机构58(最好地在图9b中示出,图9b提供图5h中指示的截面ixb的放大图)。在抛光站48处发生的加工动作可以包括宝石的刻面的抛光/加工。可以利用沿着和围绕几个轴线的运动/转变来操纵头部分54和抛光磨盘/轮部分56之间的相对位置,从而可以抛光宝石的基本上许多部分。此处的这种抛光包括通过一个或多个引导的“质量-弹簧-阻尼器”(msd)机构58使抛光磨盘/轮-561向上和向下移动,以与可能由头部分54夹持的宝石会合。
65.可能的引导的“质量-弹簧-阻尼器”(msd)机构58的示例相应地在图9b中提供的放大截面中可见。引导的msd机构58可以包括几个主引导柱589、几个主引导衬套588、几个辅助引导柱587、几个辅助引导衬套586、几个止动柱585、几个顶部框架板584、几个中间框架板583、几个压缩弹簧582(例如气弹簧/蝶形弹片/螺旋弹簧)、几个阻尼器581(例如粘性阻尼器/弹性体阻尼器)、抛光磨盘/轮板580、几个剪切销610和精密机械止动器600。设置在抛光磨盘/轮部分56中的机械止动器600可以被布置成限定抛光磨盘/轮561可以达到的上限。
66.抛光磨盘/轮561朝向宝石的向上运动可以包括抛光磨盘/轮561的缓慢增量向上爬行,如下面可选地描述。
67.可以通过可能的线性伺服驱动机构57推动剪切销610向上移动一个增量的预定距离。因此,可以推动中间框架583连同引导柱589、587、止动柱585、阻尼器581和弹簧582向上移动相同的预定距离。机械止动器600的底部与中间框架板583的顶部之间的距离可以主要由止动柱585(例如它的长度)和机械止动器600(例如它的厚度)的参数来限定。只要抛光磨盘/轮561上没有外部负载——弹簧582的预加载力将抛光磨盘板580抵靠机械止动器600保持在适当位置,同时将弹簧582保持在准静态负载下。准静态负载是指施加相当缓慢的负载,使得结构(在我们的例子中为弹簧582)也相应地缓慢地变形(通常以相当低的应变率),因此导致因为可以忽略相当小的惯性力。分别由引导衬套588和586引导的引导柱589和587最终保持抛光磨盘561和宝石24之间的几何关系。以这种方式,机器可以将其抛光磨盘561缓慢地推向宝石24。
68.当抛光磨盘/轮561接触宝石24时,机械止动器600和抛光磨盘/轮板组件580之间可以打开间隙,因为抛光磨盘/轮561上的宝石推力负载/动作克服了弹簧预加载力,从而在其自身与保持向上移动的其余构件之间产生相对运动,直到它们完成其预定的距离增量。由于宝石24正在被抛光磨盘561抛光并且材料正从宝石和抛光磨盘561上去除,该间隙可以慢慢闭合。抛光磨盘板580和中间框架板583之间的这种相对运动可以通过阻尼器581来衰
减。质量-阻尼器-弹簧机构元件的存在能够控制和/或优化系统对宝石24加工过程施加的传入载荷的响应。
69.可以选择止动器600的位置以便可以执行小增量的抛光动作。每次到达止动器600设定的限制时,精确的机械止动器可以稍微向上重新定位,以允许对宝石进行附加的增量抛光动作。该系统可以被布置成检测何时到达由止动器600设置的限制,例如,通过确认板580和止动器600再次接触的电路的闭合。抛光站还可以包括探针59(例如,雷尼绍探针——参见图5f中所标记的),用于测量和帮助识别是否已经获得/到达了加工(这里是抛光)动作的目标尺寸。宝石24在加工期间可以移动到探针59,并且如果被确定,可以将宝石24移回以在抛光磨盘/轮561处进行进一步加工。
70.专用座52沿着轴线g延伸并且因此被布置成将宝石24定位在其自由轴向端处。专用座52也可以相对于头部分54的主体62围绕轴线g旋转,并且可以包括图5i和5j所示的过程,现在请注意图5i和5j。
71.一旦宝石的计划加工动作完成,引导的msd机构58可向下后退并远离头部分54。如果需要,可以围绕轴g对宝石进行转位(indexing),以便将宝石的新部分向下朝向抛光磨盘/轮561放置。为了允许这种转位,可以首先启动将宝石固定到专用座52的抽吸,然后将夹持器50从与宝石邻接的位置移开,如图5j所示。
72.另外请注意,图10提供了与图5g大体相似的截面图(可能是一个相对于图5g中的平面稍微旋转的平面),其显示了头部分54的附加结构。通过释放外围液压活塞55的液压动力首先释放外围制动片51在主体62内的锁定接合,专用座52可与座毂(seat hub)510一起绕轴g旋转。当夹持器50从宝石24分离并将抽吸施加在宝石24上时,专用座52的旋转也促使宝石24随之旋转。在完成所需的旋转后,可恢复夹持器在主体62内的锁定接合,并且夹持器50可返回到图5i中所示的邻接位置,在该位置将宝石抵靠专用座52固定。
73.如前所述,通过向头部分54逐渐提升研磨轮,可以对宝石的新刻面进行后续抛光。抛光站48处宝石中的刻面形成还可包括破裂刻面和/或刻面的其他所需几何形状的形成等。
74.因此,抛光站48内的多个自由度(旋转的和线性的)可允许定义宝石和研磨部分56(尤其是研磨轮561)的表面/侧面之间的各种相对方向。这些自由度可以包括倾斜轴t,其允许头部分54围绕轴t倾斜,在本例中,看到轴t通常平行于地面延伸。头部分的这种倾斜可能与壳体53有关,在这里可以看到壳体53与旋转台机构88联接。旋转台机构88可以绕轴p旋转壳体53。在可以获得宝石24相对于磨盘(scaife)/研磨轮561的期望取向后,以及在找到当前刻面的抛光方向后(如下所述)后,旋转台机构88可线性振荡(例如,在我们的实施例中沿t轴方向)或沿径向/抛物线曲线轮廓振荡——从而振荡壳体53和头部分54,导致磨盘/研磨轮561均匀磨损。
75.附加的旋转角度可允许定义壳体53(包括固定至其的头部分)围绕直立延伸轴p的不同水平角度。上述附加的旋转自由度可为座52围绕轴g的旋转自由度,而线性自由度/运动可相应地为沿轴y、沿轴t的线性自由度/运动和研磨部56的上/下运动。
76.钻石通常具有最容易抛光的最佳抛光方向,有时被称为三个晶体学轴\容易磨损的方向。在实践中,这种方向通常是通过反复试验找到的。在方向已知的情况下,试错过程将是最少的。在本文讨论的实施例中,可以通过上述沿和/或关于例如轴p、g、y和t的自由度
来辅助识别适合进行抛光的此类方向的试错。
77.最佳抛光方向的检测可通过使用用于检测何时开始通过抛光宝石来去除材料的“装置”来进行。此类“装置”可以采用电路\传感器的形式,该电路/传感器例如位于抛光磨盘/轮部分56内,例如止动器600和抛光磨盘/轮板580之间。通过从宝石抛光材料的成功去除(在找到最佳抛光方向时实现)允许抛光磨盘/轮板580向上上升至由所述传感器检测的挡块600,例如关闭电路,确认板580和止动器600再次接触。一旦获得了与抛光磨盘/轮561相关的(例如头部分54内的宝石的)正确取向,可以“锁定”允许找到最佳抛光方向的所讨论的自由度,并且可以进行宝石的抛光操作,例如在宝石中形成刻面。
78.请注意,图11a和11b示出了修整组件900的一个实施例,该修整组件900用于修整抛光磨盘/轮561的上表面。当需要时,可进行此类修整,而无需将轮561从其在加工中心内的位置上拆下。修整组件900包括修整工具901和致动器902,所述致动器902被布置成沿着延伸并与轮561的径向方向re重合的方向de线性地推进和后退修整工具。在本实例中,在图11a提供的上视图中,修整组件900显示在轮561的左手侧,然而,所述组件900可以方便地位于轮561周围,以便其轴de与轮的径向方向rw重合。注意图11b,可以看到修整组件可以相对于地面沿v轴垂直移动,以将修整工具901定位在修整轮561的适当高度。
79.请注意,图5i至5m和图6显示了宝石可能被传送到第二个抛光站64,通常由图1b中的虚线矩形vi标记。第二抛光站64通常与第一抛光站相似,可能其专用座的几何形状不同,该几何形状用于放置宝石,以便可以形成宝石的不同刻面,例如亭部刻面、腰部刻面、切平面和时尚刻面(cult facet)。
80.宝石从一个抛光站48(递送)到另一个抛光站64(接收)的传送可以如下执行。
81.执行传送的第一个可能步骤可包括朝向可能接收的抛光站64递送抛光站48的至少一部分(例如头部分54)的线性伺服控制运动。这可以通过提供伺服电机来实现,该伺服电机沿着直线导轨77(例如,见图5f)驱动连接到头部分54的丝杠,该丝杠被布置成沿着y轴推进头部分58。
82.可以看到导轨77位于头部分54上方,但是可以设想布置用于支持沿平行于y轴的线性运动,例如一般从头部分54下方开始。抛光站头部分54可布置为包括缓冲的限制阻尼器,直到其固定宝石的专用座52达到其最终所需位置,以便两个抛光站48、64的头部分之间在宝石处发生的会合作用将被阻尼,以减少对宝石和/或机加工设施的可能损坏。
83.图5j表示一个可能的步骤,其中可以使用施加在抛光站48的专用座52的轴向后侧处的真空抽吸来保持宝石以合适的位置和取向安全地附接在专用座52处,同时可以移除两个抛光站48和64的两个头部分的夹持器50。
84.图5k表示一个可能的步骤,其中抛光站48的头部分和抛光站64的头部分被一起推到更近的位置——在该示例中,可选地通过推动抛光站48的头部分朝向抛光站64的头部分来说明。
85.在这种接触之后,可使用在接收的抛光站64的专用座521处施加的真空抽吸来将宝石以新的位置和取向安全地附接在专用座521处。在这种情况下,递送的抛光站48的专用座52的抽吸可被解除。
86.在后续可能的步骤中,可以启动远离抛光站48的头部分的操作,同时现在可以布置专用座521以通过真空抽吸(见图5l)定位和固定宝石,然后可以通过夹持器50将宝石固
定到专用座521(见图5m)。
87.由不同抛光站执行的抛光动作通常可以类似于那些参照也在图5f至5h、图9a至9c和图10中示出的第一抛光站执行和描述的抛光动作。
88.请注意,图7a至7d显示了最终卸载和分级站66,其通常由图1b中所示的虚线矩形vii标记。从主加工单元12的加工区域出来的宝石可以进行质量检查、包装和最终储存。
89.站66可包括第一操纵器67、宝石分级机68、第二操纵器69、包装元件63和包装架65。在该示例中,第一操纵器67可包括专用夹具机构,该专用夹具机构包括连接到质量弹簧阻尼器(msd)机构的专用座522,该质量弹簧阻尼器(msd)机构可在专用座522的尖端实现真空抽吸,这可能类似于上文已经提供的描述。在该示例中,操纵器69可包括非晶/自适应夹具691的可选形式的夹具——此处为填充有粒状材料的气球的形式,其在抽吸时可适于塌陷并夹持与之接触的任何非晶物体。夹具67在这里被布置成围绕轴z1旋转,可用于从最后一个抛光站移除宝石并将其放置在分级机68处。
90.宝石分级完成后,可使用带有非晶形夹具691的操纵器69(此处设置为围绕轴z2旋转)从钻石分级机68取出宝石,并将其放入等待在包装架65处的容器(例如拉链袋)中。在这种情况下,包装元件63可用于密封容器(例如,附接拉链袋)。可能的话,包括宝石属性的印章随后可被压印到容器,并且缓冲站70随后可用于在成品宝石离开加工系统10以进行可能的存储之前临时存储成品的宝石。
91.在本技术的说明书和权利要求书中,每个动词“包括”、“包含”和“具有”及其共轭词都用于表示宾语或动词的宾语,不一定是主语或动词的主语的成员、成分、元素或部分的完整列表。
92.此外,虽然本技术或技术已在附图和前述描述中详细说明和描述,但此类说明和描述应视为说明性或示范性且非限制性的;因此,该技术不限于所公开的实施例。本领域技术人员和实践所要求保护的技术的技术人员可以通过对附图、技术内容和所附权利要求的研究来理解和实现对所公开实施例的变化。
93.在权利要求中,“包含”一词不排除其他元素或步骤,不定冠词“一”或“一个”不排除复数。单个处理器或其他单元可以实现权利要求书中列举的若干项的功能。在相互不同的从属权利要求中列举某些措施的事实并不表明不能利用这些措施的组合。
94.如果在这里,这些术语、特征、数值或范围等是结合诸如“大约、约、基本上、大体上、至少”等术语来指代的,本技术也被理解为包含确切的术语、特征、数值或范围等。换句话说,“约3”也应包括“3”,或“基本垂直”也应包括“垂直”。权利要求书中的任何附图标记都不应被视为限制范围。
95.尽管本实施例已被描述到一定程度的特殊性,但应当理解,在不脱离如所附权利要求所要求保护的本发明的范围的情况下,可以进行各种改变和修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。