后车身组合结构
1.相关申请的交叉引用
2.本技术要求2020年11月30日在韩国知识产权局提交的韩国专利申请no.10-2020-0164306的权益,该申请通过引用结合于本文中。
技术领域
3.本发明涉及一种后车身组合结构。
背景技术:
4.在车辆制造中,除了车辆的设计之外,相同的平台内车辆规格的变化通常是前悬、轴距、全宽和后悬的变化。特别地,当即使在相同的平台内轴距却不相同时,为了吸收结构差异,中央地板或后地板通常分别被延伸并制造。
5.此外,如果轴距不同,则对于新研发部件的总体研发过程(设计/原型部件生产、组件/模态部件单独生产以及装配/采购/物流/性能评估等)也应当相应地作出调整。并且,必须研发每个中央地板和后地板。
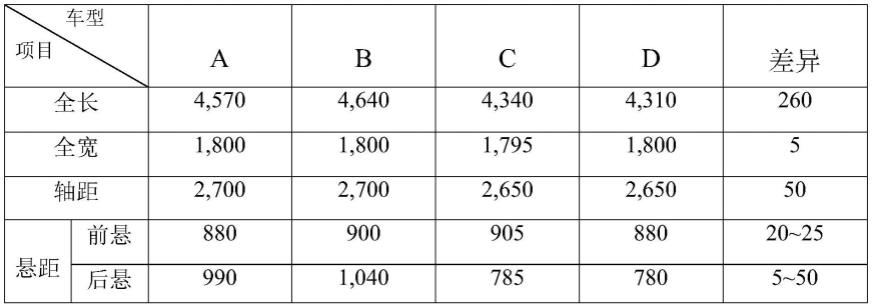
6.图1是示出车辆的轴距和悬距的示意图,表1是示出根据车型的轴距变化量的表格,图2和图3是示出用于连接与轴距的长度相对应的中央地板和后地板的结构的示意图。
7.表1(单位:mm)
[0008][0009]
如图1和表1所示,轴距(即,车辆的前轮轴与后轮轴之间的距离)可以根据车型(a、b、c、d)相差高达大约50mm。与具有2,650mm长的轴距的c和d模型相比,在a和b模型中,轴距大了大约50mm,如图2所示,中央地板1制造为大约50mm长,或者如图3所示,后地板2制造为更长的长度以应对。
[0010]
然而,由于需要针对具有不同长度的轴距的每种车辆模型重新制造中央地板1或后地板2,导致相应地产生了时间和成本的问题。
[0011]
在背景技术部分中公开的上述信息仅用于增强对本发明背景技术的理解,因此其可能包含不构成本国本领域普通技术人员已知的现有技术的信息。
技术实现要素:
[0012]
本发明涉及一种后车身组合结构。具体实施方案涉及一种后车身组合结构,其通
过改变车身的中央地板和后地板的焊接点来灵活地应对轴距变化。
[0013]
本发明的实施方案提供了一种后车身组合结构,该后车身组合结构具体地可以通过灵活地应对轴距的变化从而最大限度地减小研发投资成本,并且在相同的车辆制造平台内在中央地板和后地板的重叠部分中构造闭合部分来提高车身刚度。
[0014]
根据本发明的示例性实施方案的后车身组合结构包括:中央地板,其形成为沿着车身的纵向方向从车身的下部延伸;后地板,其设置在车身的后部并连接至中央地板,其中,中央地板的一端表面和后地板的一端表面竖直地重叠,以形成重叠区域,从而形成车身的轴距。
[0015]
可以通过沿着与车身的纵向方向垂直的方向进行焊接来结合中央地板的一端表面和后地板的一端表面。
[0016]
中央地板的一端表面和后地板的一端表面可以通过单排焊接而结合为具有最小重叠区域。
[0017]
最小重叠区域可以形成为具有35mm至45mm的长度范围。
[0018]
中央地板的一端表面和后地板的一端表面可以通过两排焊接而结合为具有最大重叠区域。
[0019]
最大重叠区域可以形成为具有65mm至75mm的长度范围。
[0020]
中央地板的一端表面和后地板的一端表面可以在不同的方向上对称地形成。
[0021]
中央地板的一端表面可以形成为向车身上方凸出,而后地板的一端表面可以形成为向车身下方凸出。
[0022]
中央地板的一端表面和后地板的一端表面可以通过两排焊接而结合,以在中央地板与后地板之间形成闭合截面。
[0023]
如上所述,根据本发明的实施方案,在相同的车辆制造平台内,可以灵活地应对规格差异,尤其是轴距变化,同时最大限度地减小研发投资。
[0024]
另外,相同的中央地板和后地板可以普遍使用于具有不同轴距的车辆中。
[0025]
另外,通过在中央地板和后地板的重叠部分形成闭合截面,可以提高车身的刚度。
[0026]
另外,通过提供后车身组合结构,可以通过诸如设计、购买、生产、质量、物流和as等过程的统一来最大化盈利率。
附图说明
[0027]
图1是示出车辆的轴距和悬距的示意图。
[0028]
图2是示出根据表1所示的车辆模型的轴距的长度来延伸并制造中央地板的结构的示意图。
[0029]
图3是示出根据表1所示的车辆模型的轴距的长度来延伸并制造后地板的结构的示意图。
[0030]
图4是示出单排焊接应用于根据本发明的示例性实施方案的后车身组合结构的示意图。
[0031]
图5是示出两排焊接应用于根据本发明的示例性实施方案的后车身组合结构的示意图。
[0032]
图6是示出单排焊接应用于根据本发明的另一个示例性实施方案的后车身组合结
构的示意图。
[0033]
图7是示出两排焊接应用于根据本发明的另一个示例性实施方案的后车身组合结构的示意图。
[0034]
以下元件使用于描述本发明的实施方案。
[0035]
10:中央地板
[0036]
20:后地板
[0037]
a:焊接点
[0038]
b:闭合截面。
具体实施方式
[0039]
在下文中,将参考附图更全面地描述本发明,其中示出了本发明的示例性实施方案。如本领域技术人员将意识到的,可以以各种不同的方式修改所描述的实施方案,而全部不脱离本发明的精神或范围。
[0040]
此外,在示例性实施方案中,由于相同的附图标记表示具有相同构造的相同的元件,代表性地描述第一示例性实施方案,并且在其他示例性实施方案中,将仅描述与第一示例性实施方案不同的构造。
[0041]
附图是示意性的,并且未按照比例示出。为了清楚和方便起见,附图中相关的尺寸和比例部分在尺寸上显示为放大或缩小,并且尺寸仅是示例性的,而不是限制性的。另外,在两个或多个附图中示出的相似的结构、元件或组件使用相同的附图标记来表示相同的特征。将要理解的是,当诸如层、膜、区域或基底的元件被称为在另一个元件“上”时,其可以直接在另一个元件上,或者也可以存在中间元件。
[0042]
本发明的示例性实施方案详细地示出了本发明的示例性实施方案。因此,可以预期对附图进行各种修改。示例性实施方案不限于所示区域的特定样式,并且例如包括通过制造对样式的修改。
[0043]
现在,将参考附图描述根据本发明的示例性实施方案的后车身组合结构。
[0044]
图4是示出单排焊接应用于根据本发明的示例性实施方案的后车身组合结构的示意图。
[0045]
参考图4,根据本发明的示例性实施方案的后车身组合结构包括中央地板10和后地板20。
[0046]
中央地板10形成为从车身的下部沿着车身的纵向方向延伸。此外,后地板20设置在车身的后部,并且其一端联接为与中央地板10的一端重叠。
[0047]
中央地板10的一端表面和后地板20的一端表面可以通过竖直地重叠而结合为具有重叠区域。在重叠区域中,可以通过焊接来附接,使得后地板20的上表面与中央地板10的下表面重叠。焊接点(a)可以通过沿着与车身的纵向方向垂直的方向的多个点焊或线焊而形成。
[0048]
图4所示的示例是轴距具有最大长度的情况,中央地板10和后地板20可以通过单排焊接而结合为具有最小重叠区域。在这种情况下,最小重叠区域可以形成为具有大约35mm至大约45mm的长度。就此而言,重叠面积通过重叠区域的给定长度(例如,在这种情况下为大约35mm至大约45mm)乘以重叠区域在中央地板10与后地板20之间的横向宽度来获
得,宽度垂直于长度。
[0049]
图5是示出两排焊接应用于根据本发明的示例性实施方案的后车身组合结构的示意图。
[0050]
参考图5,在重叠区域中,后地板20的上表面可以通过两排焊接而附接至中央地板10的下表面,使得后地板20的上表面被重叠。如在图4的示例中那样,两排焊接的焊接点a可以通过沿着与车身的纵向方向垂直的方向彼此平行的多个点焊或两个线焊而形成。
[0051]
图5所示的示例是轴距具有最小长度的情况,中央地板10和后地板20可以通过两排焊接组合为具有最大重叠区域。在这种情况下,最大重叠区域可以形成为具有大约65mm至大约75mm的长度。
[0052]
图6是示出单排焊接应用于根据本发明的另一个示例性实施方案的后车身组合结构的示意图。
[0053]
参考图6,中央地板10的一端表面和后地板20的一端表面可以形成为在不同的方向上对称地形成。中央地板10的一端表面可以形成为向车身上方凸出的形状,而后地板20的一端表面可以形成为向车身下方凸出的形状。
[0054]
如图6所示,未形成为凸出的形状的中央地板10和后地板20的截面上下结合,以具有重叠区域。可以通过焊接来附接重叠区域,使得后地板20的上表面被中央地板10的下表面重叠。焊接点a可以通过沿着与车身的纵向方向垂直的方向的多个点焊或线焊而形成。
[0055]
图6所示的示例是轴距具有最大长度的情况,中央地板10和后地板20可以通过单排焊接组合为具有最小重叠区域。在这种情况下,最小重叠区域可以形成为具有大约35mm至大约45mm的长度。
[0056]
图7是示出两排焊接应用于根据本发明的另一个示例性实施方案的后车身组合结构的示意图。
[0057]
参考图7,在重叠区域中,后地板20的上表面可以通过两排焊接而附接至中央地板10的下表面,使得后地板20的上表面被重叠。如在图6的示例中那样,两排焊接的焊接点a可以通过沿着与车身的纵向方向垂直的方向的多个点焊而形成,或者可以通过彼此平行的两个线焊而形成。
[0058]
图7所示的示例是轴距具有最小长度的情况,中央地板10和后地板20可以通过两排焊接组合为具有最大重叠区域。在这种情况下,最大重叠区域可以形成为具有大约65mm至大约75mm的长度。
[0059]
另外,通过中央地板10和后地板20的成形形状,可以通过在中央地板10与后地板20之间形成闭合截面b来联接中央地板10和后地板20。在这种情况下,两排焊接的焊接点a可以通过沿着与车身的纵向方向垂直的方向彼此平行的两个线焊而形成。所述闭合截面b成为沿着与车身的纵向方向垂直的方向与车身的左侧/右侧相交的盒形形状,并且可以通过该形状来增加车身的抗扭刚度。
[0060]
另一方面,由中央地板10和后地板20的成形形状而形成的闭合截面b可以形成为多个,从而可以应用于各种轴距。当闭合截面b形成为多个时,焊接点a可以形成为三个或更多个。
[0061]
这样,通过在相同的车辆制造平台内经由单排或两排焊接来结合车身的中央地板和后地板,可以灵活地应对规格差异,尤其是轴距变化,同时最大限度地减小研发投资。
[0062]
另外,相同的中央地板和后地板可以普遍使用于具有不同轴距的车辆中。
[0063]
另外,通过在中央地板和后地板的重叠部分形成闭合截面,可以提高车身的刚度。
[0064]
另外,通过提供后车身组合结构,可以通过诸如设计、购买、生产、质量、物流和as等过程的统一来最大化盈利率。
[0065]
尽管已经结合目前认为是实际的示例性实施方案描述了本发明,但是应当理解的是,本发明不限于所公开的实施方案。相反,本发明旨在覆盖所附权利要求的精神和范围内所包括的各种修改和等效布置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。