1.本发明涉及模切件加工领域,具体涉及一种导电泡棉模切件的防掉片制作方法。
背景技术:
2.泡棉是塑料粒子发泡过的材料;全向导电泡棉是一种通过化学镀工艺的聚氨酯海绵,它具有优异的x-y-z三轴导电性能emi材料,有优异的柔韧性和高弹性,聚氨酯海绵基材可复合:导电布、导电铜箔、导电铝箔、导电网纱,通过导电胶粘合;聚氨酯海绵外观灰色、黑色、棕色;因其具有优良的导电性和良好的电磁屏蔽效果,广泛应用于pdp电视、lcd显示器、液晶电视、手机、笔记本计算机、mp3、通讯机柜、医疗仪器等电子产品以及军工、航天领域,一般的导电泡棉包括聚氨酯海绵、导电布和导电胶,如图9。
3.在面对较细的泡棉模切件时,例如宽度为1.5mm,长度为44.9mm左右的泡棉模切件,将泡棉形状冲切完成,排轮廓废料时,会产生掉片和位移现象,即排废时会将产品也带掉,产品区域露空或产品移位,不良率高达50%,模切时操作人员调机花费大量时间,模切后需手工人员补填露空处,也耗费工时、人力。
技术实现要素:
4.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种掉片不良率低、不耗费工时和人力的导电泡棉模切件的防掉片制作方法。
5.本发明的目的可以通过以下技术方案来实现:
6.在排废时当排废方向与模切件首先排废一侧边框近乎垂直时,意味着排废时面对的是一条线,导电胶的切割分界面分解了排废时拉断它们的力,由于导电胶的回粘性,导致排废拉力不够,无法将边界扯断,导致废料将产品中所需结构带出,形成产品的缺陷,均造成了产品不良,后期需要人工补填露空处,使得生产效率急剧下降。
7.发明人了解到,产生上述缺陷的情况就是排废方向和模切件首先排废一侧边框近乎垂直,于是发明人尝试调整二者之间的角度,经过多次试验以后,得出如下具体方案:
8.一种导电泡棉模切件的防掉片制作方法,所述的导电泡棉包括聚氨酯海绵、导电布和导电胶,该方法包括以下步骤:
9.(1)一级料带的贴合:将离型膜贴合在保护膜上,形成一级料带;
10.(2)一冲模切:将一级料带在一冲模切机中进行一冲模切;
11.(3)二级料带的贴合:将导电泡棉贴合在离型膜上,形成二级料带;
12.(4)二冲模切排废:将二级料带在二冲模切机进行二冲模切,并排出二冲第一废料和二冲第二废料,形成泡棉模切件成品;所述的二冲模切机上设有与二冲模切图案匹配的刀线c,所述的刀线c包括与料带运行方向呈45-60
°
夹角的刀线c2,该刀线c2位于最先排废的一侧;夹角不能过大或过小,若与料带运行方向处于60-90
°
时,产品边缘还是与料带运行方向处于近乎垂直的状态,问题无法根本性的解决;处于0-45
°
时,会造成模切件过于细长,空间利用率低,浪费材料。
13.(5)模切件产品收卷:将泡棉模切件成品进行收卷。
14.进一步地,所述的一冲模切机上设有与一冲模切图案匹配的刀线a,所述的刀线a的冲切层次为离型膜。
15.进一步地,所述的刀线a与料带运行方向呈30-45
°
夹角。
16.进一步地,所述的二冲模切机上还设有与二冲模切图案匹配的刀线b,所述的刀线b的冲切层次为导电泡棉,所述的刀线c的冲切层次从上到下依次包括导电泡棉和离型膜。
17.进一步地,所述的刀线b包括依次相连的刀线b1和刀线b2,所述的刀线b1与料带运行方向呈30-45
°
夹角。
18.进一步地,所述的刀线c还包括与刀线c2平行的刀线c1,以及与刀线c2相连的刀线c3,所述的刀线c1与料带运行方向呈45-60
°
夹角。
19.进一步地,所述的二冲第一废料先于二冲第二废料排出,二冲第一废料包括离型膜上方被冲切过的导电泡棉。此时,特指刀线b1以外的导电泡棉。
20.进一步地,所述的二冲第二废料包括导电泡棉的边框废料和离型膜的边框废料。
21.进一步地,所述的刀线b2与料带运行方向呈45-60
°
夹角。
22.进一步地,所述的刀线c3与料带运行方向呈30-45
°
夹角。
23.以此情况为例,模切后,由于模切件首先排废一侧边框与料带运行方向形成了一定的角度,导致了排废时,首先面对的是一个点,而不是一条线,会出现应力集中的情况,使得切割分界面被快速拉开,随着排废的继续进行,应力集中的现象会继续波及剩下的部分,这样就不会有切割分界面无法拉开的现象。
24.与现有技术相比,本发明具有以下优点:
25.(1)模切后,由于模切件首先排废一侧边框与料带运行方向形成了一定的角度,导致了排废时,使得切割分界面被快速拉开,这样就不会有切割分界面无法拉开的现象;
26.(2)采用本发明技术,提高了生产效率,节省了手工补贴漏片的人工工时,减少了材料损耗,节省了材料成本。
附图说明
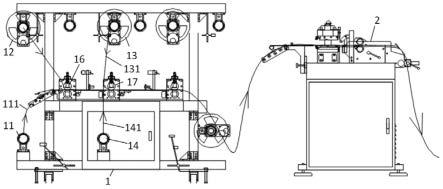
27.图1为实施例中模切装置示意图;
28.图2为实施例中一冲模切示意图;
29.图3为实施例中一冲模切层次图;
30.图4为实施例中二冲模切示意图;
31.图5为实施例中二冲模切层次图;
32.图6为实施例中一、二冲刀模匹配图;
33.图7为实施例中二冲排废后示意图;
34.图8为本发明模切件结构图;
35.图9为现有技术导电泡棉结构图;
36.图10为现有技术排废示意图;
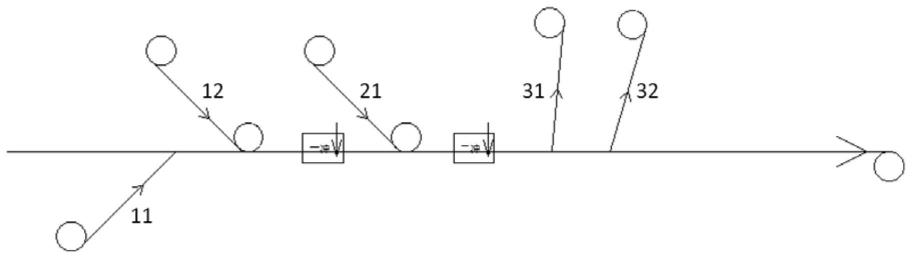
37.图中标号所示:保护膜11、离型膜12、导电泡棉21、二冲第一废料31、二冲第二废料32。
具体实施方式
38.下面结合附图和具体实施例对本发明进行详细说明。
39.实施例
40.一种导电泡棉模切件的防掉片制作方法,如图1和8,导电泡棉包括聚氨酯海绵、导电布和导电胶,如图9,该方法包括以下步骤:
41.(1)一级料带的贴合:将离型膜12贴合在保护膜11上,形成一级料带;
42.(2)一冲模切:如图2-3,将一级料带在一冲模切机中进行一冲模切;一冲模切机上设有与一冲模切图案匹配的刀线a,刀线a的冲切层次为离型膜12。刀线a与料带运行方向呈30
°
夹角。
43.(3)二级料带的贴合:将导电泡棉21贴合在离型膜12上,形成二级料带;
44.(4)二冲模切排废:如图4-7,将二级料带在二冲模切机进行二冲模切,并排出二冲第一废料31和二冲第二废料32,形成泡棉模切件成品;二冲模切机上设有与二冲模切图案匹配的刀线c,刀线c包括与料带运行方向呈60
°
夹角的刀线c2,该刀线c2位于最先排废的一侧;二冲模切机上还设有与二冲模切图案匹配的刀线b,刀线b的冲切层次为导电泡棉21,刀线c的冲切层次从上到下依次包括导电泡棉21和离型膜12。刀线b包括依次相连的刀线b1和刀线b2,刀线b1与料带运行方向呈30
°
夹角。刀线c还包括与刀线c2平行的刀线c1,以及与刀线c2相连的刀线c3,刀线c1与料带运行方向呈60
°
夹角。刀线b2与料带运行方向呈60
°
夹角。刀线c3与料带运行方向呈30
°
夹角。夹角不能过大或过小,若刀线c2与料带运行方向处于60-90
°
时,产品边缘还是与料带运行方向处于近乎垂直的状态,问题无法根本性的解决;处于0-45
°
时,会造成模切件过于细长,空间利用率低,浪费材料。二冲第一废料31先于二冲第二废料32排出,二冲第一废料31包括离型膜上方被冲切过的导电泡棉。此时,特指刀线b1以外的导电泡棉。二冲第二废料32包括导电泡棉的边框废料和离型膜的边框废料。
45.(5)模切件产品收卷:将泡棉模切件成品进行收卷。
46.本实施例中,模切后,由于模切件首先排废一侧边框与料带运行方向形成了一定的角度,导致了排废时,首先面对的是一个点,而不是一条线,会出现应力集中的情况,使得切割分界面被快速拉开,随着排废的继续进行,应力集中的现象会继续波及剩下的部分,这样就不会有切割分界面无法拉开的现象。
47.本实施例产品不良率几乎为0。而现有技术中,如图10,刀线c2与料带运行方向处于60-90
°
,产品不良率一般会超过30%。
48.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。