1.本技术涉及扭矩检测设备制造技术领域,尤其是涉及一种扭矩扳手的集成系统和该集成系统的扭矩扳手。
背景技术:
2.在汽车测试中经常需要检查各个装配位置的扭矩值或者按照图纸要求加紧至限定值,目前采用两种方式实现装配紧固件的扭矩值的确定:第一种,在检测某位置紧固件的残余扭矩时,需要先在图纸或者文档上该紧固件对应的编号,然后使用扭矩扳手去检查,再在记录表上或者电脑中对应编号去记录,对于不合格的紧固件,往往需要反复确认,但由于一般扳手无法实时给出判定,需要反复查阅文档;第二种,需要先在图纸上查找对应位置的要求值,再使用扭矩扳手加紧至要求值,但是由于一般扳手无法给出实时判定,往往很难掌握到刚好到标准值的时刻。
3.由此,现有技术中存在的扭矩值的检测系统和检测方式无法很好地满足用户的使用需求,工作量大,且使用过程费力不便捷,存在改进的空间。
技术实现要素:
4.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术的一个目的在于提出一种扭矩扳手的集成系统,能够实时获取待测设备上的各个紧固件的定位以及扭矩值,利于用户实现作业设备的精细化管理,保证施工现场的安全。
5.根据本技术实施例的扭矩扳手的集成系统,包括:扭矩扳手,所述扭矩扳手内集成有定位模块,且所述扭矩扳手用于检测待测设备的实体紧固件的实际扭矩值,所述定位模块用于对与所述扭矩扳手配合的实体紧固件定位;集成软件,所述集成软件用于显示所述待测设备的模型图纸,所述集成软件与所述扭矩扳手通讯连接,所述模型图纸标示有与所述实体紧固件对应的模拟紧固件且在所述模拟紧固件处显示和记录对应所述实体紧固件的实际扭矩值,所述模型图纸用于显示与所述扭矩扳手配合的所述实体紧固件的位置。
6.根据本技术实施例的扭矩扳手的集成系统,通过将扭矩扳手与集成软件配合使用,可使得扭矩扳手将实时获取的实体紧固件的安装位置和实际扭矩值通过集成软件的模型图纸显示出来,便于用户实时监测整车的不同实体螺栓的位置和状态信息,降低系统性检测的工作量,提高检测的效率。
7.根据本技术一些实施例的扭矩扳手的集成系统,所述模拟图纸中的模拟紧固件的数量与所述待测设备的实体紧固件的数量相同,且所述模拟紧固件与所述实体紧固件一一对应。
8.根据本技术一些实施例的扭矩扳手的集成系统,所述集成软件设置为在所述扭矩扳手与任意所述实体紧固件配合时,在所述模型图纸上更新对应模拟紧固件的实际扭矩值。
9.根据本技术一些实施例的扭矩扳手的集成系统,所述集成软件设置为在所述扭矩
扳手开启后,所述扭矩扳手首次配合的实体紧固件对应的模拟紧固件为待测设备的基准坐标点。
10.根据本技术一些实施例的扭矩扳手的集成系统,在所述扭矩扳手相对于首次配合的实体紧固件移动至与其他实体紧固件配合时,根据所述定位模块基于基准坐标点在所述模型图纸上显示移动后所述实体紧固件的坐标值。
11.根据本技术一些实施例的扭矩扳手的集成系统,所述扭矩扳手设有显示模块,所述显示模块用于显示对应所述实体紧固件的实际扭矩值和目标扭矩值。
12.根据本技术一些实施例的扭矩扳手的集成系统,所述显示模块还包括提示灯,所述扭矩扳手设置为在所述实际扭矩值小于所述目标扭矩值时所述提示灯以第一色光闪烁;以及在所述实际扭矩值达到所述目标扭矩值时所述提示灯以第二色光闪烁。
13.根据本技术一些实施例的扭矩扳手的集成系统,所述扭矩扳手设置为在所述扭矩扳手将所述实体紧固件加紧至所述目标扭矩值时所述提示灯从所述第一色光闪烁切换至所述第二色光闪烁。
14.根据本技术一些实施例的扭矩扳手的集成系统,所述集成软件用于导出附有与所述模拟紧固件的记录信息的文档。
15.本技术还提出了一种扭矩扳手。
16.根据本技术实施例的扭矩扳手,所述扭矩扳手为上述任一种实施例所述的集成系统的扭矩扳手。
17.所述扭矩扳手与上述的集成系统相对于现有技术所具有的优势相同,在此不再赘述。
18.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
19.本技术的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
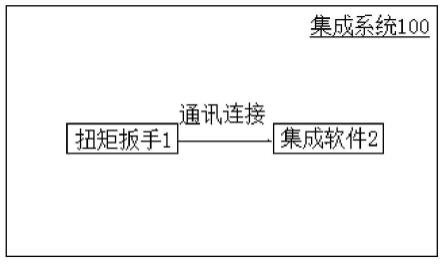
20.图1是根据本技术实施例的集成系统的工作逻辑图;
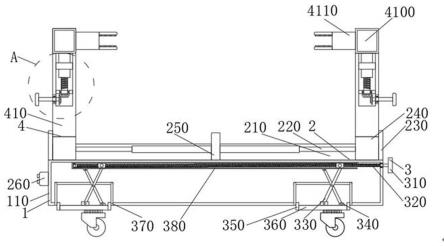
21.图2是根据本技术实施例的集成系统的结构简图;
22.图3是根据本技术实施例的集成系统的扭矩扳手的结构示意图。
23.附图标记:
24.集成系统100,
25.扭矩扳手1,定位模块11,显示模块12,传输模块13,集成软件2。
具体实施方式
26.下面详细描述本技术的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
27.下面参考图1-图3描述根据本技术实施例的扭矩扳手的集成系统100,能够实时获取待测设备上的各个紧固件的定位以及扭矩值,利于用户实现作业设备的精细化管理,保
证施工现场的安全。
28.如图1所示,根据本技术实施例的扭矩扳手的集成系统100包括:扭矩扳手1和集成软件2。
29.扭矩扳手1内集成有定位模块11,定位模块11能够实时地确定扭矩扳手1所在的位置,且扭矩扳手1用于检测待测设备的实体紧固件的实际扭矩值,如在扭矩扳手1与实体紧固件安装配合时,能够对与其配合的实体紧固件的实际扭矩值进行检测,定位模块11用于对与扭矩扳手1配合的实体紧固件定位。其中,定位模块11内置定位芯片,实体紧固件可为螺栓、螺丝批或者套筒等。
30.也就是说,在扭矩扳手1具体使用的过程中,可将扭矩扳手1与实体紧固件配合,且在与实体紧固件配合时,扭矩扳手1不仅能够实现对实体紧固件的实际扭矩值的检测,且能够获取到对应配合的实体紧固件的安装位置。
31.如图1所示,扭矩扳手1与集成软件2通讯连接,以使扭矩扳手1与集成软件2之间能够进行信息传输,如扭矩扳手1可将实体紧固件的实际扭矩值和安装位置输出给集成软件2,以通过集成软件2进行相应的信息的处理。如图2所示,在扭矩扳手1内集成有传输模块13,输出模块用于将实际扭矩值和安装位置输出给集成软件2,其中,传输模块13可采用有线连接的方式与集成软件2电连接,以保证信号传输的稳定性;或者采用无线传输的方式实现通讯连接,减少线束的设置,降低安装成本,这样,不再扭矩扳手1尾接通讯线束,便于用户操作。
32.集成软件2用于显示待测设备的模型图纸,模型图纸标示有与实体紧固件对应的模拟紧固件且在模拟紧固件处显示和记录对应实体紧固件的实际扭矩值,模型图纸用于显示与扭矩扳手1配合的实体紧固件的位置。
33.其中,需要说明的是,集成软件可通过实验台架的显示屏进行显示,集成软件2可将模型图纸在显示屏上显示出来,且模型图纸能够对待测设备的轮廓结构进行呈现,尤其,模型图纸上显示有模拟紧固件,模拟紧固件与待测设备的实体紧固件对应。由此,在将扭矩扳手1对应放置于待测设备的实体紧固件后,该实体紧固件的安装位置和实际扭矩值均能够输出给集成软件2,且在模型图纸上进行定位和显示。
34.这样,可实时地获取各个实体紧固件的实际扭矩值和安装位置,便于对待测设备的多个实体紧固件的拧紧状态进行实时地监控,其中,本技术中的待测设备可为车辆,实体紧固件可为实体螺栓,模拟紧固件为模拟螺栓,模型图纸可用于呈现整车的轮廓结构以及整车上的不同位置的安装紧固件,由此,可便于用户实时地获取和检测整车的多个不同紧固件的实际扭矩值以及对应的位置信息,利于用户执行相应的检测或加紧操作。
35.根据本技术实施例的扭矩扳手的集成系统100,通过将扭矩扳手1与集成软件2配合使用,可使得扭矩扳手1将实时获取的实体紧固件的安装位置和实际扭矩值通过集成软件2的模型图纸显示出来,便于用户实时监测整车的不同实体螺栓的位置和状态信息,降低系统性检测的工作量,提高检测的效率。
36.在一些实施例中,模拟图纸中的模拟紧固件的数量与待测设备的实体紧固件的数量相同,且模拟紧固件与实体紧固件一一对应。也就是说,在车辆的图纸导入导集成软件2中后,可在集成软件2中呈现模型图纸,且模型图纸与整车的结构轮廓相同,即车辆的每一个实体紧固件上均能够在模型图纸中对应找到一个模拟紧固件,由此,通过扭矩扳手1对每
个实体紧固件进行扭矩检测后,模型图纸中通过模拟紧固件可将车辆的每个实体紧固件对应的位置信息和实际扭矩值呈现出来。这样,在用户将扭矩扳手1对实体紧固件进行操作时,模拟紧固件均能够与对应的实体紧固件精准地匹配,便于用户随时获取任意实体紧固件的实际扭矩值。
37.在一些实施例中,集成软件2设置为在扭矩扳手1与任意实体紧固件配合时,在模型图纸上更新对应模拟紧固件的实际扭矩值。
38.也就是说,用户在通过扭矩扳手1对实体紧固件进行操作之后,在模型图纸上可对应显示和记录相应实际扭矩值,且在用户再次对实体紧固件进行操作时,扭矩扳手1重新获取实际扭矩值,且可将新的实际扭矩值输出给集成软件2,且在新的实际扭矩值可替换已记载的扭矩值,从而实现集成软件2中的扭矩值更新。
39.由此,在用户需要对实体紧固件进行加紧扭矩时,通过扭矩把手进行操作后,能够实时地获取到更新后的扭矩值,从而确保实体紧固件是否有效地加紧,利于提高用户使用的便利性。
40.在一些实施例中,集成软件2设置为在扭矩扳手1开启后,扭矩扳手1首次配合的实体紧固件对应的模拟紧固件为待测设备的基准坐标点。
41.也就是说,在集成软件2内导入车辆的模型图纸后,可将扭矩扳手1放置于整车的任意一个实体紧固件上,且通过定位模块11能够在模型图纸中找到对应的模拟紧固件,此时,可以该模拟紧固件作为整车所有紧固件的基准点,即该紧固件的基准坐标点为(0,0,0),由此,以在为基准坐标点,整车的其他坐标点均能够在模型图纸中找到相应的坐标点。
42.在一些实施例中,在扭矩扳手1相对于首次配合的实体紧固件移动至与其他实体紧固件配合时,根据定位模块11基于基准坐标点在模型图纸上显示移动后实体紧固件的坐标值。
43.也就是说,在确定基准坐标点后,将扭矩扳手1相对于整车移动后,能够在模型图纸中对应显示扭矩扳手1所处的位置,且在与下一实体紧固件配合后,可根据扭矩扳手1移动的方向以及移动的距离,确定下一实体紧固件的位置,定位模块11依据与基准紧固件的位置、图纸中的坐标信息自动匹配模型图纸中的对应紧固件,从而以基准坐标点确定下一实体紧固件的坐标值,由此,便于用户实时获取任意一个实体紧固件的实际扭矩值,如下一实体紧固件的坐标值为(1,0,0),或者(0,1,1)。
44.在一些实施例中,扭矩扳手1设有显示模块12,显示模块12用于显示对应实体紧固件的实际扭矩值和目标扭矩值,也就是说,在本技术中,不仅可通过集成软件2对扭矩扳手1检测的实际扭矩值进行显示,也可通过扭矩扳手1自身进行显示。
45.其中,在具体使用的过程中,可将扭矩扳手1与实体紧固件配合,且在二者配合稳定后,实体紧固件的实际扭矩值能够通过扭矩扳手1直接显示,且该实体紧固件对应的目标扭矩值也可通过显示模块12直接显示,由此,便于用户迅速地判断该实体紧固件的实际扭矩值是否达标,提高判定效率。
46.在一些实施例中,显示模块12还包括提示灯,扭矩扳手1设置为在实际扭矩值小于目标扭矩值时提示灯以第一色光闪烁,以及在实际扭矩值达到目标扭矩值时提示灯以第二色光闪烁。
47.也就是说,在通过扭矩扳手1确定实体紧固件的实际扭矩值后,不仅可通过直接查
看显示模块12的方式确定当前的实际扭矩值,且可通过提示灯进行提示,如在提示灯以第一色光闪烁时,可确定实体紧固件的实际扭矩值小于目标扭矩值,此时实体紧固件的实际扭矩值不达标,且在提示灯以第二色光闪烁时,可确定实体紧固件的实际扭矩值达到目标扭矩值,此时实体紧固件的实际扭矩值达标,由此,利于提高用户使用扭矩扳手1确定实际扭矩值是否达标的效率。
48.其中,第一色光和第二色光可根据实际的需求进行灵活地选择,如将第一色光设置为红色光,第二色光设置为绿色光,这样,在通过扭矩扳手1对实体紧固件进行检测的过程中,在提示灯以红色光线进行闪烁时,即可确定实体紧固件的实际扭矩值未达标,在提示灯以绿色光线进行闪烁时,即可确定实体紧固件的实际扭矩值已达标。
49.在一些实施例中,扭矩扳手1设置为在扭矩扳手1将实体紧固件加紧至目标扭矩值时提示灯从第一色光闪烁切换至第二色光闪烁。也就是说,在实际的执行中,对实体紧固件进行加紧操作时,当通过扭矩扳手1将实体紧固件从未达标状态加紧至达标状态后,提示灯从第一色光闪烁切换至以第二色光进行闪烁,或者提示灯以闪屏的方式进行闪烁,也可提示用户确定实体紧固件以切换至加紧状态。其中,在完成实体紧固件加紧后,可通过集成软件2将以加紧的实体紧固件通过模拟紧固件进行显示。
50.在一些实施例中,集成软件2用于导出附有与模拟紧固件的记录信息的文档,具体地,模拟紧固件的记录信息包括实体紧固件对应的各个模拟紧固件的坐标信息、位置信息、紧固件编号、实际扭矩值、目标扭矩值以及判断结论、检查状态等,这样,用户可将附有记录信息的文档导出并打印,以供在线或者打印查阅。
51.如图3所示,本技术的集成系统100具有扭矩测量模式和螺栓紧固模式。
52.其中,在扭矩测量模式中,通过扭矩扳手1对实体紧固件进行检测,在提示灯以红色光线进行闪烁时,即可确定实体紧固件的实际扭矩值未达标,在提示灯以绿色光线进行闪烁时,即可确定实体紧固件的实际扭矩值已达标,同时记录数值且输出给集成软件2,并可进行数据导出。
53.在扭矩测量模式中,当通过扭矩扳手1将实体紧固件从未达标状态加紧至达标状态后,提示灯从第一色光闪烁切换至以第二色光进行闪烁,或者提示灯以闪屏的方式进行闪烁,也可提示用户确定实体紧固件以切换至加紧状态,即提示达到标准值。其中,在完成实体紧固件加紧后,可通过集成软件2将以加紧的实体紧固件通过模拟紧固件进行显示,并可进行数据导出。
54.本技术还提出了一种扭矩扳手1。
55.根据本技术实施例的扭矩扳手1,该扭矩扳手1为上述任一种实施例的集成系统100中的扭矩扳手1,通过将该扭矩扳手1与集成软件2配合使用,可使得扭矩扳手1将实时获取的实体紧固件的安装位置和实际扭矩值通过集成软件2的模型图纸显示出来,便于用户实时监测整车的不同实体螺栓的位置和状态信息,降低系统性检测的工作量,提高检测的效率。
56.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必
须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
57.在本技术的描述中,“第一特征”、“第二特征”可以包括一个或者更多个该特征。
58.在本技术的描述中,“多个”的含义是两个或两个以上。
59.在本技术的描述中,第一特征在第二特征“之上”或“之下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。
60.在本技术的描述中,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。
61.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
62.尽管已经示出和描述了本技术的实施例,本领域的普通技术人员可以理解:在不脱离本技术的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本技术的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。