一种防剥离不良的pet模切件制作用模切装置
技术领域
1.本发明涉及模切件加工领域,具体涉及一种防剥离不良的pet模切件制作用模切装置。
背景技术:
2.现有的pet模切件中一般包括pet双面胶以及与pet双面胶贴合的撕手膜。
3.但是,模切件在自动贴装时会出现撕手膜与双面胶无法撕开,造成剥离不良,导致无法正常使用。
技术实现要素:
4.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种防剥离不良的pet模切件制作用模切装置。
5.本发明的目的可以通过以下技术方案来实现:
6.发明人经反复研究后,发现模切出的产品撕手膜与双面胶层几乎平行,由于表面张力的作用,又因为两者接触面积较大,使得撕手膜与双面胶层牢牢贴合在一起,为解决上述问题,最核心的要点就是将撕手膜下方的胶区向下折弯,减少撕手膜与双面胶层的接触面积,进而减少剥离不良风险,具体方案如下:
7.一种防剥离不良的pet模切件制作用模切装置,该装置沿料带传输方向依次包括:
8.贴合单元,用于将第一制程保护膜、第一制程离型膜、双面胶层和第二制程离型膜依次贴合,形成一级料带;
9.第一模切单元,用于将一级料带模切,并将双面胶层和第二制程离型膜模切出模切件产品中的图案;
10.第一过渡单元,用于将模切后的一级料带上的第二制程离型膜、第一制程保护膜以及边框废料排出,并将撕手膜和第二制程保护膜贴合在双面胶层上,翻转后形成二级料带;
11.第二模切单元,用于将二级料带上的第一制程离型膜、双面胶层和撕手膜模切出模切件产品中的图案;
12.第二过渡单元,用于将模切后的二级料带上的第二制程保护膜以及边框废料排出,并将出货料带贴合在双面胶层上,形成pet模切件成品;
13.收料单元,用于收卷pet模切件成品。
14.进一步地,所述的贴合单元包括放卷出第一制程保护膜的第一制程保护膜放料辊、放卷出第一制程离型膜的第一制程离型膜放料辊、放卷出双面胶层的双面胶层放料辊、放卷出第二制程离型膜的第二制程离型膜放料辊;
15.经贴合单元后,所述的第二制程离型膜贴合在双面胶层上方,所述的第一制程离型膜贴合在双面胶层下方,所述的第一制程保护膜贴合在第一制程离型膜下方,形成一级料带。
16.进一步地,所述的贴合单元内的料带两侧还设有用于将第一制程离型膜辊压在双面胶层下方的第一压料辊;以及用于将第一制程保护膜辊压在第一制程离型膜下方,并将第二制程离型膜辊压在双面胶层上方的第二压料辊组。
17.进一步地,所述的第一模切单元包括用于冲切一级料带的一冲模切机,所述的一冲模切机上设有刀线a,该刀线a的冲切层次从上到下依次包括第二制程离型膜和双面胶层。
18.进一步地,所述的刀线a包括角度不大于30
°
的刀锋,该刀锋上远离料带的一侧设有凸出的台阶,所述的刀锋与台阶之间设有过渡圆弧,模切时,该过渡圆弧与双面胶层抵接。
19.模切时,由于过渡圆弧与双面胶层抵接,那么在过渡圆弧模切双面胶层最外侧部分时,会使撕手膜下方的双面胶层向下折弯,减少撕手膜与双面胶层的接触面积,减少剥离不良风险。
20.进一步地,所述的第一过渡单元包括将第二制程离型膜和边框废料收卷排出的第一排废辊,放卷出撕手膜和第二制程保护膜的撕手膜放料辊,以及将第一制程保护膜收卷排出的第二排废辊;
21.经第一过渡单元并翻转后,所述的第一制程离型膜贴合在双面胶层上方,所述的撕手膜贴合在双面胶层下方,所述的第二制程保护膜贴合在撕手膜下方,形成二级料带。
22.进一步地,所述的第二模切单元包括用于冲切二级料带的二冲模切机,二冲模切机上设有刀线b,所述的刀线b的冲切层次从上到下依次包括第一制程离型膜、双面胶层和撕手膜。
23.进一步地,所述的第二过渡单元包括将第二制程保护膜收卷排出的第三排废辊,放卷出排废边框废料用封箱胶带的封箱胶带放料辊,将边框废料和封箱胶带的收卷排出的第四排废辊,以及放卷出出货料带的出货料带放料辊;
24.经第二过渡单元后,所述的出货料带贴合在双面胶层上方,所述的撕手膜贴合在双面胶层下方,形成pet模切件成品。
25.进一步地,所述的第一过渡单元料带两侧还设有用于将撕手膜和第二制程保护膜辊压在双面胶层上方的第三压料辊;
26.所述的第二过渡单元的料带两侧还设有用于将出货料带辊压在双面胶层上方的第四压料辊。
27.进一步地,所述的双面胶层包括两层pet双面胶以及夹设在两层pet双面胶中间的pet膜。
28.与现有技术相比,本发明在刀线的形状上花费巨大的功夫,模切时,由于过渡圆弧与双面胶层抵接,那么在过渡圆弧模切双面胶层最外侧部分时,会使撕手膜下方的双面胶层向下折弯,减少撕手膜与双面胶层的接触面积,减少剥离不良风险。
附图说明
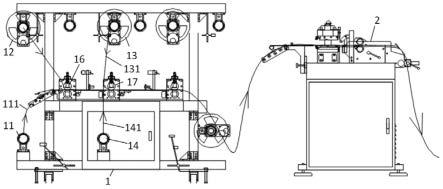
29.图1为实施例中贴合单元与第一模切单元示意图;
30.图2为实施例中一冲模切机模切示意图;
31.图3为实施例中一冲模切机模切层次图;
32.图4为实施例中刀线a结构图;
33.图5为实施例中刀线a入刀示意图;
34.图6为现有技术刀线结构图;
35.图7为实施例中第一过渡单元示意图;
36.图8为实施例中第二模切单元和第二过渡单元示意图;
37.图9为实施例中二冲模切机模切示意图;
38.图10为实施例中二冲模切机模切层次图;
39.图11为本发明制备的模切件层次图;
40.图12为本发明制备的模切件分解图;
41.图中标号所示:贴合单元1、第一制程离型膜放料辊11、第一制程离型膜111、pet双面胶121、pet膜122、第二制程离型膜放料辊13、第二制程离型膜131、第一制程保护膜放料辊14、第一制程保护膜141、第一压料辊16、第二压料辊组17、第一模切单元2、刀锋21、过渡圆弧22、台阶23、第一过渡单元3、撕手膜放料辊32、撕手膜321、第二制程保护膜322、第一排废辊33、第二排废辊34、第三压料辊35、第二模切单元4、第二过渡单元5、封箱胶带放料辊51、第三排废辊52、第四排废辊53、出货料带放料辊55、出货料带551、第四压料辊56。
具体实施方式
42.下面结合附图和具体实施例对本发明进行详细说明。
43.实施例
44.一种防剥离不良的pet模切件制作用模切装置,双面胶层包括两层pet双面胶121以及夹设在两层pet双面胶121中间的pet膜122,如图11-12,该装置沿料带传输方向依次包括:贴合单元1,如图1,用于将第一制程保护膜141、第一制程离型膜111、双面胶层和第二制程离型膜131依次贴合,形成一级料带;第一模切单元2,如图1,用于将一级料带模切,并将双面胶层和第二制程离型膜131模切出模切件产品中的图案;第一过渡单元3,如图7,用于将模切后的一级料带上的第二制程离型膜131、第一制程保护膜141以及边框废料排出,并将撕手膜321和第二制程保护膜322贴合在双面胶层上,翻转后形成二级料带;第二模切单元4,如图8,用于将二级料带上的第一制程离型膜111、双面胶层和撕手膜321模切出模切件产品中的图案;第二过渡单元5,如图8,用于将模切后的二级料带上的第二制程保护膜322以及边框废料排出,并将出货料带贴合在双面胶层上,形成pet模切件成品;收料单元,用于收卷pet模切件成品。
45.贴合单元1包括放卷出第一制程保护膜141的第一制程保护膜放料辊14、放卷出第一制程离型膜111的第一制程离型膜放料辊11、放卷出双面胶层的双面胶层放料辊、放卷出第二制程离型膜131的第二制程离型膜放料辊13;经贴合单元1后,第二制程离型膜131贴合在双面胶层上方,第一制程离型膜111贴合在双面胶层下方,第一制程保护膜141贴合在第一制程离型膜111下方,形成一级料带。贴合单元1内的料带两侧还设有用于将第一制程离型膜111辊压在双面胶层下方的第一压料辊16;以及用于将第一制程保护膜141辊压在第一制程离型膜111下方,并将第二制程离型膜131辊压在双面胶层上方的第二压料辊组17。
46.第一模切单元2包括用于冲切一级料带的一冲模切机,一冲模切机上设有刀线a,如图2-3,该刀线a的冲切层次从上到下依次包括第二制程离型膜131和双面胶层。如图4-5,
刀线a包括角度不大于30
°
的刀锋21,该刀锋21上远离料带的一侧设有凸出的台阶23,刀锋21与台阶23之间设有过渡圆弧22,模切时,该过渡圆弧22与双面胶层抵接。模切时,由于过渡圆弧22与双面胶层抵接,那么在过渡圆弧22模切双面胶层最外侧部分时,会使撕手膜321下方的双面胶层向下折弯,减少撕手膜321与双面胶层的接触面积,减少剥离不良风险。
47.第一过渡单元3包括将第二制程离型膜131和边框废料收卷排出的第一排废辊33,放卷出撕手膜321和第二制程保护膜322的撕手膜放料辊32,以及将第一制程保护膜141收卷排出的第二排废辊34;经第一过渡单元3并翻转后,第一制程离型膜111贴合在双面胶层上方,撕手膜321贴合在双面胶层下方,第二制程保护膜322贴合在撕手膜321下方,形成二级料带。第一过渡单元3料带两侧还设有用于将撕手膜321和第二制程保护膜322辊压在双面胶层上方的第三压料辊35。
48.第二模切单元4包括用于冲切二级料带的二冲模切机,二冲模切机上设有刀线b,如图9-10,刀线b的冲切层次从上到下依次包括第一制程离型膜111、双面胶层和撕手膜321。
49.第二过渡单元5包括将第二制程保护膜322收卷排出的第三排废辊52,放卷出排废边框废料用封箱胶带的封箱胶带放料辊51,将边框废料和封箱胶带的收卷排出的第四排废辊53,以及放卷出出货料带551的出货料带放料辊55;经第二过渡单元5后,出货料带551贴合在双面胶层上方,撕手膜321贴合在双面胶层下方,形成pet模切件成品。第二过渡单元5的料带两侧还设有用于将出货料带551辊压在双面胶层上方的第四压料辊56。
50.经过本实施例的模切装置加工后,产品溢胶导致的剥离不良率,即撕手膜321与双面胶层无法撕开的概率几乎为0。
51.对比例
52.与实施例的不同之处在于,如图6,刀线a’仅包括角度不大于30
°
的刀锋21’。
53.经过本对比例的模切装置加工后,产品溢胶导致的剥离不良率,即撕手膜321与双面胶层无法撕开的概率为60%。
54.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。