1.本发明涉及模切件加工领域,具体涉及一种防露铜的超薄铜箔模切件制作用模切装置。
背景技术:
2.铜箔是一种阴质性点解材料,用于pcb板,沉淀于电路板基底层上的金属箔,是pcb的导电体。铜箔具有低表面氧气特性,可以附着与各种不同基材,用于电磁屏蔽及抗静电,结合金属基材,具有优良的导通性,并提供电磁屏蔽的效果。
3.现有的铜箔模切件产品是将黑色pet盖在铜箔双面胶上,主要是起到屏蔽作用,这样铜箔胶就不会有导通,一般采用一步模切制得。不过,当模切刀模对贴合的黑色pet和铜箔自上而下进行模切时,由于材料特别的薄,刀模在制作时就需要刀锋角度要小,产品边缘冲切出来就越平整,但刀锋不可小于15
°
,否则就容易蹦刀。
4.冲切后,由于上面黑色pet的面积略小于下面铜箔的面积,会发现产品边缘会有不固定位置的露铜现象,放在阻抗机器上测试会有导通值,处于导通状态。这一外观不良的产品不良率高达30%,产品pcb组装后会发生氧化,时间久了会生锈变色,甚至烂掉等质量问题;由于露铜会影响屏蔽,影响到组装后的pcb板的性能。
技术实现要素:
5.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种减少模切件产品不良率、产品边缘露铜现象大幅减少的防露铜的超薄铜箔模切件制作用模切装置。
6.本发明的目的可以通过以下技术方案来实现:
7.一种防露铜的超薄铜箔模切件制作用模切装置,该装置沿料带传输方向依次包括:
8.贴合单元,用于将第一离型膜、铜箔双面胶和第二离型膜依次贴合形成一级料带;
9.第一模切单元,用于将一级料带模切形成二级料带,并将铜箔双面胶模切成模切件产品中的图案;
10.第二模切单元,用于将二级料带贴合黑色麦拉后再模切形成超薄铜箔模切件成品,并将黑色麦拉模切成模切件产品中的图案;
11.收料单元,用于收卷超薄铜箔模切件成品。
12.进一步地,所述的贴合单元包括放卷出第一离型膜的第一离型膜放料辊、放卷出铜箔双面胶的铜箔双面胶放料辊和放卷出第二离型膜的第二离型膜放料辊;
13.经贴合单元后,第二离型膜贴合在铜箔双面胶上方,第一离型膜贴合在铜箔双面胶下方,形成一级料带。
14.进一步地,所述的料带上方还设有用于将铜箔双面胶辊压在第一离型膜上的铜箔双面胶压料辊。
15.进一步地,所述的料带上方还设有用于将第二离型膜辊压在铜箔双面胶上的第二
离型膜压料辊。
16.进一步地,所述的第一模切单元包括用于冲切一级料带的一冲模切机和用于将冲切废料排出的第一排废辊。此次的冲切废料包括整个第二离型膜和铜箔双面胶被冲切后的边框废料。
17.进一步地,所述的一冲模切机上设有刀模a,该刀模a的冲切层次从上到下依次包括第二离型膜和铜箔双面胶。
18.进一步地,所述的刀模a模切出的图形a与铜箔双面胶被模切形成模切件图案相匹配,刀模a的刀锋角度为15-20
°
。
19.进一步地,所述的第二模切单元包括用于放卷出黑色麦拉的黑色麦拉放料辊、用于冲切二级料带的二冲模切机和用于将冲切废料排出的第二排废辊。此次的冲切废料包括黑色麦拉被冲切后的边框废料和整个二级料带被冲切后的边线废料。
20.进一步地,所述的料带上方还设有用于将黑色麦拉辊压在铜箔双面胶上的黑色麦拉压料辊。
21.进一步地,所述的二冲模切机上设有刀模b1和刀模b2,所述的刀模b1的冲切层次从上到下依次包括黑色麦拉和铜箔双面胶,所述的刀模b2的冲切层次从上到下依次包括黑色麦拉、铜箔双面胶和第一离型膜。
22.进一步地,所述的刀模b1模切出的图形b与黑色麦拉被模切形成模切件图案相匹配,且图形b与图形a面积之比为102-106%,刀模b1的刀锋角度为15-20
°
。图形b与图形a的边框距离为0.06-0.08mm。这个值不能过大,过大会导致边缘有卷边的现象。
23.与现有技术相比,本发明具有以下优点:
24.(1)本发明将现有技术的一步成型拆分为两步,分别将黑色麦拉与铜箔模切成不同大小的图案,且铜箔的面积更小,从根本上杜绝了漏铜的问题;
25.(2)采用本发明的技术,露铜不良率下降为近乎0%,检测产品速度提高,不用大批量挑出不良品,大大提高了工作效率和产能,从而降低了工时和材料成本。
附图说明
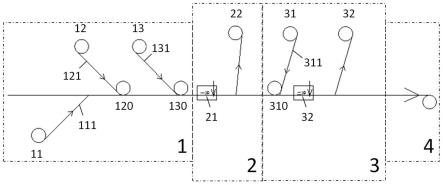
26.图1为实施例中模切装置的示意图;
27.图2为实施例中一冲模切刀模示意图;
28.图3为实施例中一冲模切层次示意图;
29.图4为实施例中二冲模切刀模示意图;
30.图5为实施例中二冲模切层次示意图;
31.图6为实施例中刀锋示意图;
32.图7为本发明模切件产品示意图;
33.图中标号所示:贴合单元1、第一离型膜放料辊11、第一离型膜111、铜箔双面胶放料辊12、铜箔双面胶压料辊120、铜箔双面胶121、第二离型膜放料辊13、第二离型膜压料辊130、第二离型膜131、第一模切单元2、一冲模切机21、第一排废辊22、第二模切单元3、黑色麦拉放料辊31、黑色麦拉压料辊310、黑色麦拉311、第二排废辊32、二冲模切机33、收料单元4。
具体实施方式
34.下面结合附图和具体实施例对本发明进行详细说明。
35.实施例
36.一种防露铜的超薄铜箔模切件制作用模切装置,如图1,该装置沿料带传输方向依次包括:贴合单元1,用于将第一离型膜111、铜箔双面胶121和第二离型膜131依次贴合形成一级料带;第一模切单元2,用于将一级料带模切形成二级料带,并将铜箔双面胶121模切成模切件产品中的图案;第二模切单元3,用于将二级料带贴合黑色麦拉311后再模切形成超薄铜箔模切件成品,并将黑色麦拉311模切成模切件产品中的图案;收料单元4,用于收卷超薄铜箔模切件成品。
37.贴合单元1包括放卷出第一离型膜111的第一离型膜放料辊11、放卷出铜箔双面胶121的铜箔双面胶放料辊12和放卷出第二离型膜131的第二离型膜放料辊13;经贴合单元1后,第二离型膜131贴合在铜箔双面胶121上方,第一离型膜111贴合在铜箔双面胶121下方,形成一级料带。料带上方还设有用于将铜箔双面胶121辊压在第一离型膜111上的铜箔双面胶压料辊120。料带上方还设有用于将第二离型膜131辊压在铜箔双面胶121上的第二离型膜压料辊130。
38.第一模切单元2包括用于冲切一级料带的一冲模切机21和用于将冲切废料排出的第一排废辊22。此次的冲切废料包括整个第二离型膜131和铜箔双面胶121被冲切后的边框废料。如图2、3、6,一冲模切机21上设有刀模a,该刀模a的冲切层次从上到下依次包括第二离型膜131和铜箔双面胶121。刀模a模切出的图形a与铜箔双面胶121被模切形成模切件图案相匹配,刀模a的刀锋角度为15
°
。
39.第二模切单元3包括用于放卷出黑色麦拉311的黑色麦拉放料辊31、用于冲切二级料带的二冲模切机33和用于将冲切废料排出的第二排废辊32。此次的冲切废料包括黑色麦拉311被冲切后的边框废料和整个二级料带被冲切后的边线废料。料带上方还设有用于将黑色麦拉311辊压在铜箔双面胶121上的黑色麦拉压料辊310。如图4-6,二冲模切机33上设有刀模b1和刀模b2,刀模b1的冲切层次从上到下依次包括黑色麦拉311和铜箔双面胶121,刀模b2的冲切层次从上到下依次包括黑色麦拉311、铜箔双面胶121和第一离型膜111。刀模b1模切出的图形b与黑色麦拉311被模切形成模切件图案相匹配,且图形b与图形a面积之比为102-106%,刀模b1的刀锋角度为15
°
。图形b与图形a的边框距离为0.06-0.08mm。这个值不能过大,过大会导致边缘有卷边的现象。
40.现有技术中,产品每层的尺寸均接近9.13mm
×
11.31mm
×
0.01mm,冲切成型后通过ccd检验外观,发现边缘大批量露铜。而本实施例的产品,铜箔双面胶121的尺寸为9.09mm
×
11.27mm
×
0.01mm,黑色麦拉311的尺寸为9.23mm
×
11.41mm
×
0.01mm,材质为pet,这样一来,产品边缘露铜现象大幅减少,产品尺寸也在要求范围内。
41.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。