1.本发明涉及钎焊技术领域,尤其是一种激光焊锡膏及其制备方法和激光焊接工艺。
背景技术:
2.激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。相比于传统焊接需要5-8min完成,激光焊接可以在1秒左右完成操作,因此可以极大地提高工作效率。
3.激光焊接同时也对焊接材料提出来更高的要求,比如锡膏中助焊成分必须快速对焊接部位及锡粉表面的氧化物进行反应,锡粉熔融后才能完成钎焊;锡膏中的助焊成分在室温情况下不能与锡粉发生反应从而影响锡膏的保质期;锡膏各个材料组分在快速加热过程中不能发生迅速挥发或分解产生膏体飞溅现象;焊接完成后锡膏中起助焊作用的成分必须挥发完全,杜绝残留引起腐蚀现象;。目前,激光焊接存在的主要问题是,由于活性不足不能形成良好焊接;同时由于添加过多过强的活性剂影响产品保质期;有机物配比不合理产生在激光加热过程中,锡膏飞溅。
4.专利申请cn112276412a公开了一种激光焊接锡膏,由以下重量百分比原料组成,合金粉末86 88%,膏体助焊剂12 14%;合金粉末是由一种或两种以上锡基合金粉混合而成的具有共晶组分的合金粉末;膏体助焊剂由以下重量百分比的原料组成:松香35~50%、触变剂5~10%、有机酸活性剂3~6%、有机卤素活性剂1 3%、有机溶剂35~45%、特殊溶剂5 10%。该方案可以抑制因迅速升温而引起的助焊剂沸腾,实现抑制锡膏因快速加热而产生的锡球和助焊剂的飞溅的效果。但是,该方案对合金粉末进行了限制,所述合金粉末为无铅合金粉末,具体为sn/ag、sn/ag/cu、sn/cu、sn/ag/bi、sn/bi、sn/ag/cu/bi、sn/sb和sn/zn/bi、sn/zn、sn/zn/al、sn/ag/bi/in、sn/ag/cu/bi/in/sb中的一种或多种的组合,所述合金粉末的平均粒径为20μm-38μm,通常激光焊接以锡粉作为主要焊接材料,合金形式不适用于大多数焊接场合,且抬高了生产成本。
技术实现要素:
5.本发明的目的是为了克服现有激光焊接技术中形成良好焊接同时不影响产品保质期,同时,添加的活性剂组分在焊接完成对焊点有焊接面无腐蚀性,解决了快速加热过程中的锡膏飞溅问题,提供一种激光焊锡膏,以锡粉作为主要焊接材料,由于锡粉粒径较小,容易团聚,难以达到良好的焊接效果,为此,发明人开发了一系列以具有氧化膜包裹的锡单质或者锡合金作为焊接主料的产品。在常规焊接工艺中,这种部分氧化的锡粉在焊接时借助相关助剂在一定时间条件下实现氧化膜破除,从而可以顺利完成焊接,然而,激光焊接的时间非常短,现有的焊接材料难以在极短的时间内完成上述过程,本案由此产生。
6.发明人经过多年研究后认为,可以采用同时拥有羧基与碱性基团的有机物来解决上述问题,这种物质拥有的羧基有很强的与金属氧化物反应的能力,在受热后短时间内能
与金属氧化物反应。但是单纯拥有羧基的羧酸类物质,必然在于锡粉初次接触时就发生反应而时效,因此需要进行“灭活”处理,即利用含氮杂环羧酸分子内同时拥有酸性和碱性的特点,在特定的条件下,两分子物质分子间反应生成新的物质,即含氮杂环中间体,其不含酸性,可以保证制成的助焊膏与锡粉搅拌成锡膏时,不与锡粉反应,从而使得锡膏保质期好。与此同时,含氮杂环中间体在焊接加热过程中,分解出含羧基的有机物,羧酸去除焊接面氧化物与锡粉氧化物,从而完成钎焊。
7.具体方案如下:
8.一种激光焊锡膏,所述激光焊锡膏包括按照重量百分比计由80-95%的锡粉和5-20%的焊膏组成,其中,所述锡粉为具有氧化膜包裹的锡单质或者锡合金,所述焊膏按照重量百分比计由以下组分组成:松香30-50%、触变剂1-10%、有机酸1-10%、含氮杂环中间体0.1-5%、助剂5-20%,余量为溶剂;其中,所述含氮杂环中间体为含氮杂环羧酸在加热时发生分子间酸碱反应得到。
9.进一步的,所述锡粉的粒度为5-15um;
10.任选的,所述锡粉中氧含量为80-100ppm。
11.进一步的,所述焊膏按照重量百分比计由以下组分组成:松香36-44%、触变剂2-8%、有机酸1-10%、含氮杂环中间体1-4%、助剂8-18%,余量为溶剂。
12.进一步的,所述触变剂为高岭土、聚酰胺蜡、氢化蓖麻油、改性氢化蓖麻油或硬脂酸酰胺中的一种或几种的混合物;
13.任选的,所述有机酸为丙二酸、丁二酸、戊二酸、己二酸、庚二酸、癸二酸、中的一种或多种的组合;
14.任选的,所述溶剂为三丙二醇甲醚、三丙二醇单丁醚、二乙二醇单己醚、二乙二醇单辛醚、二乙二醇二乙醚、二乙二醇二丁醚、二乙二醇单丁醚、二乙二醇苄醚、丙三醇中的一种或多种的组合;
15.任选的,所述助剂为油酸及其衍生物。
16.进一步的,所述含氮杂环中间体为含氮杂环羧酸在加热到100-150℃,反应3-5min得到,优选地,所述含氮杂环羧酸为含氮五元杂环羧酸、含氮六元杂环羧酸、三氮唑羧酸或四氮唑羧酸类,加热后所述含氮杂环羧酸中的羧基提供孤对电子,与另外一分子所述含氮杂环羧酸中的氮原子上的电子配对,形成分子间连接,得到所述含氮杂环中间体。
17.进一步的,所述含氮五元杂环羧酸为取代吡咯羧酸或者取代咪唑羧酸,通式分别为:
[0018][0019]
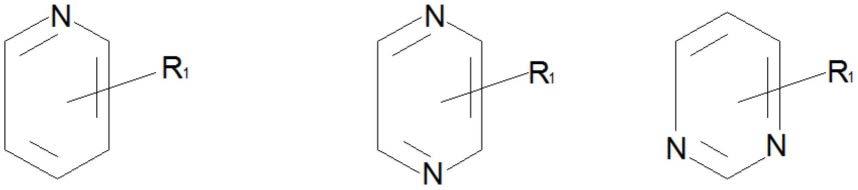
所述含氮六元杂环羧酸为取代吡啶羧酸、取代吡嗪羧酸或取代嘧啶羧酸,通式分别为:
[0020][0021]
其中,r1为-cooh、-ch2cooh或-ch2ch2cooh。
[0022]
本发明还保护一种激光焊锡膏的制备方法,包括:
[0023]
获得锡粉,所述锡粉为具有氧化膜包裹的锡单质或者锡合金;
[0024]
获得焊膏,所述焊膏是将松香、触变剂、有机酸、含氮杂环羧酸、助剂和溶剂混合均匀,加热到100-150℃,反应3-5min,降至室温后得到;
[0025]
将所述锡粉和所述焊膏在常温下混合均匀,得到所述激光焊锡膏。
[0026]
进一步的,所述激光焊锡膏进行钎焊时,焊点周围无散落小锡球;在20-35℃下储存30天内粘度变化幅度低于10pa.s。
[0027]
本发明还保护所述激光焊锡膏在激光焊接领域的运用。
[0028]
本发明还保护一种激光焊接工艺,采用所述激光焊锡膏,焊接温度高于150℃。
[0029]
有益效果:本发明所述激光焊锡膏具有较好的焊接效果,焊接时间短,无锡珠散落,同时产品保质期长,具有较好的市场前景。
具体实施方式
[0030]
下面给出本发明中使用的部分术语的定义,其他未述及的术语具有本领域所公知的定义和含义:
[0031]
锡粉:本发明中锡粉为具有氧化膜包裹的锡单质或者锡合金,锡粉的粒度为5-15um,优选为6-13um,更优选为8-12um,例如10
±
1um;所述锡粉中氧含量为80-100ppm,优选为85-95ppm,更优选为90-95ppm。
[0032]
含氮杂环中间体:由含氮杂环羧酸在加热时发生分子间酸碱反应得到,具体的,含氮杂环羧酸为含氮五元杂环或六元杂环带有支链羧基的有机物,其中,
[0033]
含氮五元杂环羧酸可以是取代吡咯羧酸或者取代咪唑羧酸,通式分别为:
[0034][0035]
其中,r1为-cooh、-ch2cooh或-ch2ch2cooh。
[0036]
含氮六元杂环羧酸为取代吡啶羧酸、取代吡嗪羧酸或取代嘧啶羧酸,通式分别为:
[0037][0038]
其中,r1为-cooh、-ch2cooh或-ch2ch2cooh。
[0039]
在一个具体的实施例中,含氮杂环羧酸可以是以下物质,但不限于以下种类,例如:2-甲酸吡嗪、2-甲酸嘧啶、2-甲酸吡咯、2-甲酸咪唑、2-甲酸吡啶等,
[0040]
其中,取代基不一定为2号位,羧基不一定为甲酸的有机物,还可以是乙酸或者丙酸。
[0041]
本发明中,含氮杂环羧酸受热形成分子间连接,得到的含氮杂环中间体在降温后保持在焊膏中,且可以与锡粉共存,含氮杂环中间体的分解温度在100℃左右,因此在激光焊接瞬间可以解离形成酸性强的含氮杂环羧酸,起到破除锡粉氧化膜的作用;当焊接温度超过220℃含氮杂环羧酸则会挥发,对锡膏焊接完成后的焊点无腐蚀,保证焊接效果长久有效。
[0042]
本发明中,所述激光焊锡膏包括按照重量百分比计由80-95%的锡粉和5-20%的焊膏组成,焊膏的重量百分比优选为5-20%,更优选为11.5
±
0.5%,锡粉为余量。
[0043]
基于焊接的需要,本发明中焊膏除了包含所述含氮杂环中间体,还应至少包括松香、触变剂、助剂和溶剂,这些物质可以采用焊接领域常规的原料,本发明对此没有限制。
[0044]
在一个具体的实施例中,所述焊膏按照重量百分比计由以下组分组成:松香30-50%、触变剂1-10%、有机酸1-10%、含氮杂环中间体0.1-5%、助剂5-20%,余量为溶剂。优选地,所述焊膏按照重量百分比计由以下组分组成:松香36-44%、触变剂2-8%、有机酸1-10%、含氮杂环中间体1-4%、助剂8-18%,余量为溶剂。更优选地,所述焊膏按照重量百分比计由以下组分组成:松香38-42%、触变剂3-6%、有机酸2-8%、含氮杂环中间体1-4%、助剂10-15%,余量为溶剂。
[0045]
其中,松香可以氢化松香,歧化松香,马来松香,聚合松香等。
[0046]
在一个具体的实施例中,所述触变剂为高岭土、聚酰胺蜡、氢化蓖麻油、改性氢化蓖麻油或硬脂酸酰胺中的一种或几种的混合物。
[0047]
在一个具体的实施例中,所述溶剂为三丙二醇甲醚、三丙二醇单丁醚、二乙二醇单己醚、二乙二醇单辛醚、二乙二醇二乙醚、二乙二醇二丁醚、二乙二醇单丁醚、二乙二醇苄醚、丙三醇中的一种或多种的组合。
[0048]
在一个具体的实施例中,所述溶剂为三丙二醇甲醚、三丙二醇单丁醚、二乙二醇单己醚、二乙二醇单辛醚、二乙二醇二乙醚、二乙二醇二丁醚、二乙二醇单丁醚、二乙二醇苄醚、丙三醇中的一种或多种的组合。
[0049]
在一个具体的实施例中,所述助剂为油酸及其衍生物。
[0050]
本发明提供的方案主要改进之处在于激光焊锡膏及其制备方法,而其他例如激光焊接的具体设备和工艺均可以与现有技术相同,对此本领域技术人员均能知悉,在此不作赘述。需要注意的是,为了保证焊接效果,焊接温度最好高于150℃。
[0051]
下面将更详细地描述本发明的优选实施方式。虽然以下描述了本发明的优选实施
方式,然而应该理解,可以以各种形式实现本发明而不应被这里阐述的实施方式所限制。实施例中未注明具体技术或条件者,按照本领域内的文献所描述的技术或条件或者按照产品说明书进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规产品。在下面的实施例中,如未明确说明,“%”均指重量百分比。
[0052]
实施例1
[0053]
制备激光焊锡膏,各原料用量见表1,包括以下步骤:
[0054]
将松香、溶剂、有机酸、助剂按一定的比例混合均匀后,加热溶解至完全澄清,冷却至室温。其中,触变剂为氢化蓖麻油,助剂为油酸,有机酸为庚二酸。
[0055]
在室温下向上述澄清溶液中,加入含氮杂环羧酸。本实施例中,含氮杂环羧酸为2-甲酸吡啶,含氮杂环羧酸使用前采用三辊研磨机研磨3遍,将含氮杂环羧酸研磨至20um以下再加入混合溶液中。然后加热到120℃,反应5min,降至室温后得到焊膏。含氮杂环羧酸在加热时发生分子间酸碱反应得到含氮杂环中间体,为两分子的2-甲酸吡啶反应形成的化合物,反应完降温后其存在于焊膏产品中。
[0056]
按焊膏:锡粉=11.5:88.5wt%的比例,将锡粉和焊膏在常温下混合均匀搅拌均匀,得到激光焊锡膏样品1。
[0057]
表1各原料用量表(重量百分比)
[0058]
组分实施例1实施例2实施例3实施例4实施例5对比例1对比例2松香40303550454030三丙二醇甲醚22222220252222二乙二醇二丁醚12161512151216触变剂6852368有机酸2222222助剂13181813813182-甲酸吡啶50310502-甲酸咪唑04002042-甲酸吡嗪0030000合计100100100100100100100
[0059]
实施例2-5
[0060]
各原料用量参见表1,制备方法同实施例1。
[0061]
其中,实施例2中触变剂为长链脂肪酸酰胺,助剂为油酸,有机酸为庚二酸,含氮杂环羧酸为2-甲酸咪唑。焊膏制备过程中加入含氮杂环羧酸后加热到120℃,反应20min,得到含有含氮杂环中间体的焊膏。
[0062]
实施例3中触变剂为氢化蓖麻油,助剂为油酸的衍生物,有机酸为戊二酸,含氮杂环羧酸为2-甲酸吡嗪。焊膏制备过程中加入含氮杂环羧酸后加热到140℃,反应20min,得到含有含氮杂环中间体的焊膏。
[0063]
实施例4中触变剂为氢化蓖麻油,助剂为油酸,有机酸为庚二酸,含氮杂环羧酸为2-甲酸吡啶。焊膏制备过程中加入含氮杂环羧酸后加热到155℃,反应20min,得到含有含氮杂环中间体的焊膏。
[0064]
实施例5中触变剂为长链脂肪酸酰胺,助剂为油酸的衍生物,有机酸为己二酸,含
氮杂环羧酸为2-甲酸咪唑。焊膏制备过程中加入含氮杂环羧酸后加热到120℃,反应20min,得到含有含氮杂环中间体的焊膏。
[0065]
对比例1
[0066]
参照实施例1,制备对比样品,各原料用量见表1,包括以下步骤:
[0067]
将松香、溶剂、有机酸、助剂按一定的比例混合均匀后,加热溶解至完全澄清,冷却至室温。其中,触变剂为氢化蓖麻油、长链脂肪酸酰胺,助剂为油酸。
[0068]
在室温下向上述澄清溶液中,加入含氮杂环羧酸。本实施例中,含氮杂环羧酸为2-甲酸吡啶,含氮杂环羧酸使用前采用三辊研磨机研磨3遍,将含氮杂环羧酸研磨至20um以下再加入混合溶液中。在室温下混合均匀得到焊膏。
[0069]
按焊膏:锡粉=11.5:88.5wt%的比例,将锡粉和焊膏在常温下混合均匀搅拌均匀,得到对比样品1。
[0070]
对比例2
[0071]
参照实施例2,制备对比样品,各原料用量见表1,包括以下步骤:
[0072]
将松香、溶剂、有机酸、助剂按一定的比例混合均匀后,加热溶解至完全澄清,冷却至室温。其中,触变剂为氢化蓖麻油、长链脂肪酸酰胺,助剂为油酸。
[0073]
在室温下向上述澄清溶液中,加入含氮杂环羧酸。本实施例中,含氮杂环羧酸为2-甲酸咪唑,含氮杂环羧酸使用前采用三辊研磨机研磨3遍,将含氮杂环羧酸研磨至20um以下再加入混合溶液中。在室温下混合均匀得到焊膏。
[0074]
按焊膏:锡粉=11.5:88.5wt%的比例,将锡粉和焊膏在常温下混合均匀搅拌均匀,得到对比样品2。
[0075]
焊接效果检测:
[0076]
将实施例1、实施例2制备的样品使用激光加热1s达到260℃的焊接工艺,将受热后的样品点涂在面积1cm*1cm的表面镀镍铝片上,点涂形状为直径∮2mm的半球性,锡膏合金熔化完成钎焊,焊点周围无散落小锡球。
[0077]
将对比例1、对比例2制备的样品使用激光加热1s达到260℃的焊接工艺,将受热后的样品点涂在面积1cm*1cm的表面镀镍铝片上,点涂形状为直径∮2mm的半球性,锡膏合金熔化完成钎焊,同时焊点周围散落小锡球分别为3颗和4颗。
[0078]
保质期性能检测:
[0079]
测试方法:将样品放置于35℃恒温烘箱中,每2天测试一次粘度,粘度变化
±
15pa.s视为膏体正常,无变质,满足35℃恒温烘箱储存30天视为满足保质期要求。
[0080]
将实施例和对比例中的样品分别进行保质期测试,结果如下表。
[0081]
表2保质期性能检测结果表
[0082][0083]
从表2可以看到,实施例1、实施例2制备的样品满足储存天数30天以上的要求,且30天内粘度变化幅度低于10pa.s,而对比例1、对比例2制备的样品在储存的第6天即发生变质,粘度变化幅度超过15pa.s。
[0084]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
[0085]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
[0086]
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。