1.本发明属于复合材料的数控加工领域,具体涉及一种异形结构无机酚醛气凝胶零件的加工方法,适用于无机酚醛气凝胶成型后的异形无常规基准零件的精加工。
背景技术:
2.某型号的异形结构无机酚醛气凝胶(ipc)零件,是航天武器重要组成部件之一,这种新材料的异型结构零件,数控加工没有装夹位置,无找正基准,加工存在让刀,加工过程中易产生飞边、毛刺,易出现开裂、分层,零件加工出现质量问题难以补救,可借鉴的机械加工经验少。需寻求一种适用于异形结构无机酚醛气凝胶压铸成型的零件的数控加工方法。
技术实现要素:
3.本发明提供一种异形结构无机酚醛气凝胶零件的加工方法,要解决的技术问题是:解决了数控加工无基准无法找正的问题。
4.为了解决以上技术问题,本发明提供了一种异形结构无机酚醛气凝胶零件的加工方法,其特征在于,包括以下步骤:
5.s1、材料制备时在外形上制作出基准线:在异形结构无机酚醛气凝胶零件压铸成型时,在外形的左右两侧制作出基准线,依据外形上的基准线刻画出零件理论尺寸线及工装找正基准线,将工装找正基准线作为数控加工基准;
6.s2、制做专用工装,采用内撑外压的方式对异形结构无机酚醛气凝胶零件装夹:
7.所述专用工装包括前压板1、后压板2、前支撑板3、后支撑板5、基础板4;前、后支撑板分别与基础板固定连接,工装与异形结构无机酚醛气凝胶零件接触面和异形结构无机酚醛气凝胶零件相同位置的型面相同;前压板1、后压板2分别压紧零件前后端的内表面;
8.s3、采用逆铣加工方法对零件外形轮廓进行加工。
9.有益效果:本发明主要从基准找正、工装设计、加工刀具、切削方式考究,由于零件装夹位置为异形结构,需要设计异型结构的随型装夹工装;数控加工无法按常规方法进行基准找正,需要从材料制备时设计转换基准,加工的切削方式采取与常规的加工方法不同的逆铣加工方法,并采用金刚砂铣刀,不分层,一次深度铣削到位。
附图说明
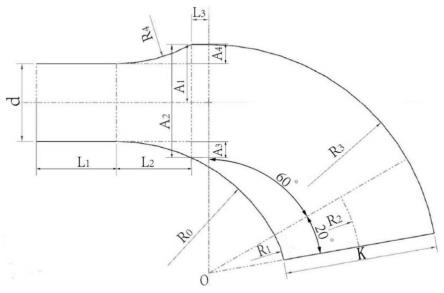
10.图1-异形结构无机酚醛气凝胶零件简图;
11.图2-为图1中b处放大图;
12.图3-为图1中c处放大图;
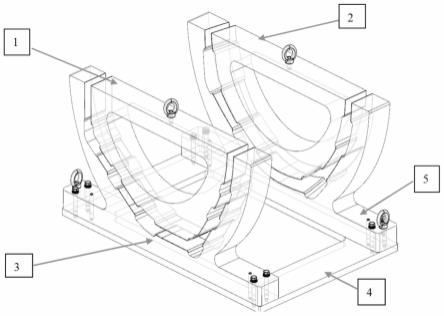
13.图4-工装整体结构示意图。
具体实施方式
14.为使本发明的目的、内容和优点更加清楚,下面对本发明的具体实施方式作进一
步详细描述。
15.本发明提出的一种异形结构无机酚醛气凝胶零件的加工方法,包括以下步骤:
16.s1、材料制备时在外形上制作出基准线便于找正和测量:
17.如图1、图2、图3所示。在异形结构无机酚醛气凝胶零件压铸成型时,在外形的左右两侧制作出基准线,基准线为距零件左右直边的理论外型尺寸10mm处;钳工依据外形上的基准线刻画出零件理论尺寸线及工装找正基准线,工装找正基准线为理论外型尺寸以内5mm处;工装找正基准线即可以作为数控加工基准,实现基准传递;
18.s2、制做专用工装,对异形结构无机酚醛气凝胶零件装夹:
19.所述专用工装采用内撑外压的方式,工装主要包括前压板1、后压板2、前支撑板3、后支撑板5、基础板4;
20.工装装夹异形结构无机酚醛气凝胶零件简图如图4所示,前、后支撑板与基础板靠螺钉和定位销固定位置关系,前、后支撑板的内端面与异形结构无机酚醛气凝胶零件理论外型尺寸以内5mm处相吻合,工装与异形结构无机酚醛气凝胶零件接触面和异形结构无机酚醛气凝胶零件相同位置的型面相同;前压板1、后压板2分别压紧零件前后端的内表面;
21.s3、设计金刚砂刀具,采用逆铣加工方法对零件外形轮廓进行加工:
22.①
按常规方法粗加工外形轮廓,单边留量1mm。
23.②
采用金刚砂铣刀进行精加工铣削,采用逆铣的铣削加工方法进行零件外形轮廓精加工。
24.③
金刚砂铣刀,不分层,一次深度铣削到位。主轴转速(500-900)r/min,进给速度(150-300)mm/min,切削宽度(0.5-1.5)mm。
25.本发明设计专用工装可以有效保证装夹方向不对零件产生损坏,同时便于装夹和找正,控制零件外形轮廓,提高了装夹和找正的效率,保证了加工质量。
26.加工过程中采用金刚砂专用刀具逆铣进行精加工,有效减少飞边、毛刺出现,控制开裂、分层的风险,提高加工质量,降低零件报废的风险,为后续此类零件的加工奠定了基础。
27.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
技术特征:
1.一种异形结构无机酚醛气凝胶零件的加工方法,其特征在于,包括以下步骤:s1、材料制备时在外形上制作出基准线:在异形结构无机酚醛气凝胶零件压铸成型时,在外形的左右两侧制作出基准线,依据外形上的基准线刻画出零件理论尺寸线及工装找正基准线,将工装找正基准线作为数控加工基准;s2、制做专用工装,采用内撑外压的方式对异形结构无机酚醛气凝胶零件装夹:所述专用工装包括前压板1、后压板2、前支撑板3、后支撑板5、基础板4;前、后支撑板分别与基础板固定连接,工装与异形结构无机酚醛气凝胶零件接触面和异形结构无机酚醛气凝胶零件相同位置的型面相同;前压板1、后压板2分别压紧零件前后端的内表面;s3、采用逆铣加工方法对零件外形轮廓进行加工。2.根据权利要求1所述的一种异形结构无机酚醛气凝胶零件的加工方法,其特征在于,基准线为距零件左右直边的理论外型尺寸10mm处。3.根据权利要求1所述的一种异形结构无机酚醛气凝胶零件的加工方法,其特征在于,工装找正基准线为理论外型尺寸以内5mm处。4.根据权利要求1所述的一种异形结构无机酚醛气凝胶零件的加工方法,其特征在于,s3具体如下:
①
粗加工外形轮廓,单边留量;
②
采用金刚砂铣刀进行精加工铣削,采用逆铣的铣削加工方法进行零件外形轮廓精加工;
③
采用金刚砂铣刀,不分层,一次深度铣削到位。5.根据权利要求4所述的一种异形结构无机酚醛气凝胶零件的加工方法,其特征在于,粗加工外形轮廓,单边留量1mm。6.根据权利要求4所述的一种异形结构无机酚醛气凝胶零件的加工方法,其特征在于,步骤
③
中,主轴转速(500-900)r/min,进给速度(150-300)mm/min,切削宽度(0.5-1.5)mm。
技术总结
本发明涉及一种异形结构无机酚醛气凝胶零件的加工方法,主要从基准找正、工装设计、加工刀具、切削方式考究,由于零件装夹位置为异形结构,需要设计异型结构的随型装夹工装;数控加工无法按常规方法进行基准找正,需要从材料制备时设计转换基准,加工的切削方式采取与常规的加工方法不同的逆铣加工方法,并采用金刚砂铣刀,不分层,一次深度铣削到位。一次深度铣削到位。一次深度铣削到位。
技术研发人员:温玉旺 邢鹏 徐子腾 成建峰 王炳达 陈掣 刘万春 苟晶晶
受保护的技术使用者:北京星航机电装备有限公司
技术研发日:2022.03.04
技术公布日:2022/6/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。